Голову робота поворачивают также электродвигатель с редуктором. Всюду в модели установлены конечные выключатели, определяющие пределы перемещения ног, рук и головы.
КОНСТРУИРОВАНИЕ РОБОТОВ — МАНИПУЛЯТОРОВ
Многие наши школьники уже самостоятельно конструируют промышленных роботов — разумеется, в кружках под руководством специалистов. Так, школьники из Подмосковья (г. Электросталь) не так давно изготовили механическую руку (рис. 90). Рука робота укреплена на самодвижущейся тележке. Управляют рукой и тележкой с пульта дистанционно. Устройство предназначено для работы в токсичной среде.
 Рис. 90. Механическая рука
Рис. 90. Механическая рука
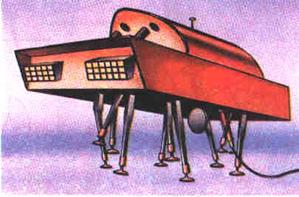 Рис. 91. Космический шагоход «Марс-1»
Рис. 91. Космический шагоход «Марс-1»
Ребятами созданы многочисленные модели стопоходящих роботов, оснащённых манипуляторами. На рис. 91 показана действующая модель космического шагохода «Марс-1», разработанного учащимися Одессы.
Если вы займётесь конструированием моделей манипуляторов, то вам помогут некоторые типовые конструкторские решения индустриальной робототехники, с которыми мы сейчас познакомимся.
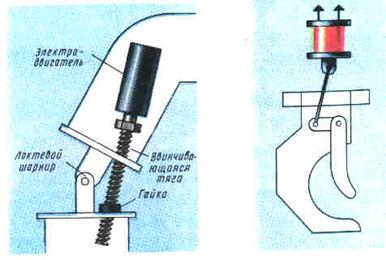
Системы привода современных манипуляторов. Современные системы привода промышленных манипуляторов примерно в 20% случаев пневматические, в 50% — гидравлические и в 30% — электрические. Гидравлический привод целесообразен в манипуляторах, оперирующих большими массами, пневматический, как более скоростной, — в схватывающих устройствах. Электрический привод удобнее использовать в обучающихся роботах, выполняющих различные рабочие операции (рис. 92). Он, как правило, состоит из тиристорного или транзисторного устройства питания
 Рис. 92 Электрическии привод робота
Рис. 92 Электрическии привод робота
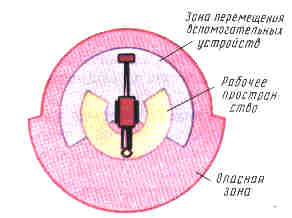 Рис. 93 Зоны действия манипулятора
Рис. 93 Зоны действия манипулятора
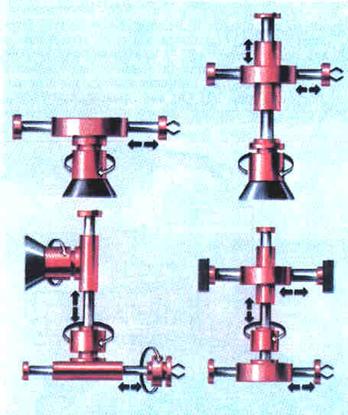 Рис. 94 Варианты установки манипулятора
Рис. 94 Варианты установки манипулятора
‹-› Устройство поступательного движения ‹поворотное устройство
 Рис. 95 Примеры кинематических схем манипуляторов электропривода и системы контроля за траекторией движения манипулятора. В систему контроля входят устройства регулирования тока электропривода, регуляторы частоты вращения и положения манипулятора. В отдельном шкафу размещено командно — программное устройство и телевизионный экран системы контроля и управления.
Рис. 95 Примеры кинематических схем манипуляторов электропривода и системы контроля за траекторией движения манипулятора. В систему контроля входят устройства регулирования тока электропривода, регуляторы частоты вращения и положения манипулятора. В отдельном шкафу размещено командно — программное устройство и телевизионный экран системы контроля и управления.
Рабочие зоны манипулятора и зоны опасности. Зоны действия манипулятора (рис. 93) — это рабочее пространство, зона перемещения вспомогательных устройств манипулятора (его направляющих, противовесов и т.д.) и зона опасности. При налаживании манипулятора определяют его запрограммированное рабочее пространство, размеры которого меняются от задачи к задаче.
Структура манипулятора в зависимости от его размещения на рабочем месте. Из рис. 94 видны возможные варианты установки манипулятора и характер движения его основных элементов в различных условиях. Стрелки на рисунке показывают виды движения устройств манипулятора.
На рис. 95 приведены примеры кинематических схем различных вариантов манипуляторов.
Ребятами созданы многочисленные модели стопоходящих роботов, оснащённых манипуляторами. На рис. 91 показана действующая модель космического шагохода «Марс-1», разработанного учащимися Одессы.
Если вы займётесь конструированием моделей манипуляторов, то вам помогут некоторые типовые конструкторские решения индустриальной робототехники, с которыми мы сейчас познакомимся.
Системы привода современных манипуляторов. Современные системы привода промышленных манипуляторов примерно в 20% случаев пневматические, в 50% — гидравлические и в 30% — электрические. Гидравлический привод целесообразен в манипуляторах, оперирующих большими массами, пневматический, как более скоростной, — в схватывающих устройствах. Электрический привод удобнее использовать в обучающихся роботах, выполняющих различные рабочие операции (рис. 92). Он, как правило, состоит из тиристорного или транзисторного устройства питания
‹-› Устройство поступательного движения ‹поворотное устройство
Рабочие зоны манипулятора и зоны опасности. Зоны действия манипулятора (рис. 93) — это рабочее пространство, зона перемещения вспомогательных устройств манипулятора (его направляющих, противовесов и т.д.) и зона опасности. При налаживании манипулятора определяют его запрограммированное рабочее пространство, размеры которого меняются от задачи к задаче.
Структура манипулятора в зависимости от его размещения на рабочем месте. Из рис. 94 видны возможные варианты установки манипулятора и характер движения его основных элементов в различных условиях. Стрелки на рисунке показывают виды движения устройств манипулятора.
На рис. 95 приведены примеры кинематических схем различных вариантов манипуляторов.
РАБОЧИЕ ОРГАНЫ ПРОМЫШЛЕННЫХ РОБОТОВ
Рабочие органы промышленных роботов предназначены для захвата, удержания изделия и перемещения его при выполнении технологических операций. В соответствии с назначением все рабочие органы можно разделить на две группы: рабочие органы типа схвата и технологические рабочие органы. К первой группе относят механические с жёсткими или пружинными губками, вакуумные, электромагнитные и струйные схваты, а ко второй — клещи для контактной точечной сварки, горелку для электродуговой сварки, распылитель для окраски, специальные инструменты.
Конструируя механические схваты промышленных роботов, приходится учитывать конкретный тип детали или группы деталей, их форму, материалы и условия технологического процесса. Важные критерии при этом — необходимая точность удержания детали и допустимо усилие на губках. Перечисленные соображения привели к тому, что в настоящее время существует много различных схватов, отличающихся кинематической схемой, формой губок и конструкцией. Как правило, механический схват приводит в движение пневматический цилиндр, расположенный в центре кисти робота. Управляет таким цилиндром блок управления роботом, а воздух поступает от общей магистрали. Конструкции механических схватов могут иметь разные размеры, расположение и форму губок, тип привода и т.д. Для удержания легко деформируемых изделий используют эластичные губки, в том числе и надувные.
Для удержания таких хрупких предметов, как, например, кинескоп телевизора, применяют вакуумные схваты.
 Рис. 96. Общий вид типового индустриального сборочного робота
Рис. 96. Общий вид типового индустриального сборочного робота
На рис. 96 изображён общий вид типового индустриального сборочного робота. Грубые движения робота выполняют мощные системы привода, подводящие его схват с устройствами точной ориентации к рабочему месту. После этого в действие вступают устройства точной ориентации схвата, находящиеся на его головке.
Конструируя механические схваты промышленных роботов, приходится учитывать конкретный тип детали или группы деталей, их форму, материалы и условия технологического процесса. Важные критерии при этом — необходимая точность удержания детали и допустимо усилие на губках. Перечисленные соображения привели к тому, что в настоящее время существует много различных схватов, отличающихся кинематической схемой, формой губок и конструкцией. Как правило, механический схват приводит в движение пневматический цилиндр, расположенный в центре кисти робота. Управляет таким цилиндром блок управления роботом, а воздух поступает от общей магистрали. Конструкции механических схватов могут иметь разные размеры, расположение и форму губок, тип привода и т.д. Для удержания легко деформируемых изделий используют эластичные губки, в том числе и надувные.
Для удержания таких хрупких предметов, как, например, кинескоп телевизора, применяют вакуумные схваты.
На рис. 96 изображён общий вид типового индустриального сборочного робота. Грубые движения робота выполняют мощные системы привода, подводящие его схват с устройствами точной ориентации к рабочему месту. После этого в действие вступают устройства точной ориентации схвата, находящиеся на его головке.
ЗАКЛЮЧЕНИЕ. ЗАВОДЫ — РОБОТЫ БУДУЩЕГО
Возможно на предприятиях будущего у проходной повесят табличку: «Людям вход строго воспрещён!» Сегодня мы нередко сталкиваемся с ситуацией, когда человек в силу своих ограниченных физических и психических качеств становится тормозом на пути развития производства, вынуждает оплачивать своё присутствие у печи или в цехе расходами на создание приемлемых условий труда. Роботизация снимает эти ограничения и тем самым открывает пути к качественным преобразованиям в сфере производства.
В цехах безлюдного завода можно установить станки, не нуждающиеся в эстетическом оформлении. Это почти на треть сократит себестоимость станков. Понадобится значительно меньше металла, пластмасс, других материалов. Оператор, удалённый от станка, будет находиться в комфортабельных условиях, станки тогда можно располагать прямо на полу, а не поднимать их станину на уровень рук человека, на что сейчас идёт немало металла.
В автоматическом цехе можно снизить не только общие требования к эстетическому оформлению, но и к воздушной среде цеха, существенно сократить и реорганизовать его площадь и объём. Такой цех совсем не обязательно не только проветривать (вспомним дорогостоящую систему вентиляторов), но и освещать — ведь робот может использовать ультразвуковое или инфракрасное зрение.
Подобный завод — робот можно просто отключить, как пылесос или радиоприёмник, когда в нём нет нужды, и снова включить — когда нужда появится. Такому заводу, во-первых, присущи гибкость, перенала — живаемость с одного вида изделия на другой; во-вторых, адаптивность к новым формам управления; в-третьих, интеллектуальность в проектировании новых изделий, в планировании производства.
Завод-робот третьего поколения обладает развитым интеллектом, сам проектирует, планирует и управляет производством своих изделий, сам контролирует точность и другие качества инструментов и сам подаёт сигнал для их замены.
Гибкие производственные системы завершают процесс автоматизации промышленных предприятий, начавшийся в 50 — х годах. Сначала появились станки с числовым управлением, автоматически выполняющие различные операции в соответствии с закодированными командами на перфоленте. Затем стали привычными частично компьютерные системы проектирования и производственные системы, в которых традиционные чертёжные доски заменены электронно — лучевыми, а перфоленты — ЭВМ.
Новые гибкие заводы — роботы объединяют все эти элементы. Они состоят из управляющих ЭВМ, центров механообработки, с большой скоростью обрабатывающих сложные детали, роботов, переносящих детали и закрепляющих их на станках, тележек с дистанционным управлением, которые доставляют материалы. Все компоненты связаны единой системой электронного управления для каждого этапа производственного процесса, вплоть до автоматической замены отработавших или сломанных режущих инструментов.
В прошлом для производства изделий партиями были нужны станки, рассчитанные лишь на одну функцию. Эти станки в случае перехода к выпуску нового изделия приходилось либо реконструировать, либо заменять. Гибкие системы обеспечивают неслыханную прежде возможность разнообразить продукцию. Можно на одной и той же линии изготавливать различные изделия, правда, из одного семейства.
В перспективе наиболее выгодными могут быть бригады из роботов, где один очувствленный, или интеллектуальный, будет обслуживать несколько простых, более «глупых» собратьев. Но сначала нужно научить роботов общаться друг с другом.
Групповое использование роботов — своеобразный бригадный подряд роботизации — требует решения таких новых и принципиальных вопросов, как организация идеального их взаимодействия, своеобразная социализация поведения, разработка кибернетической этики роботов.
Конечно, фантасты уже заложили несколько весомых кирпичей в фундамент этики роботов, однако проблемы, которые ставит перед нами жизнь, почти всегда оказываются сложнее любой вымышленной ситуации. Жизнь фантастичнее фантастики.
Адаптивное интеллектуальное управление заводом — роботом третьего поколения обеспечивает кроме всего вышеперечисленного автоматический переход к выпуску новой продукции путём выдачи задания подсистеме проектирования и технологической подготовки производства. Эта подсистема, в свою очередь, не только проектирует новое изделие и технологию его изготовления, но и создаёт программы непосредственного управления всеми производственными элементами: роботами, станками, транспортными системами, системами изготовления и замены инструментов, автоматическими хранилищами, и т.д. и т.п.
Как видите, дорогие читатели, развитие робототех — нических гибких систем идёт невероятными темпами и вас ждёт огромное поле деятельности и возможности приложения творческих способностей. Только не теряйте времени! Осваивайте эту новую увлекательнейшую технику — от вас зависит её будущее!
В цехах безлюдного завода можно установить станки, не нуждающиеся в эстетическом оформлении. Это почти на треть сократит себестоимость станков. Понадобится значительно меньше металла, пластмасс, других материалов. Оператор, удалённый от станка, будет находиться в комфортабельных условиях, станки тогда можно располагать прямо на полу, а не поднимать их станину на уровень рук человека, на что сейчас идёт немало металла.
В автоматическом цехе можно снизить не только общие требования к эстетическому оформлению, но и к воздушной среде цеха, существенно сократить и реорганизовать его площадь и объём. Такой цех совсем не обязательно не только проветривать (вспомним дорогостоящую систему вентиляторов), но и освещать — ведь робот может использовать ультразвуковое или инфракрасное зрение.
Подобный завод — робот можно просто отключить, как пылесос или радиоприёмник, когда в нём нет нужды, и снова включить — когда нужда появится. Такому заводу, во-первых, присущи гибкость, перенала — живаемость с одного вида изделия на другой; во-вторых, адаптивность к новым формам управления; в-третьих, интеллектуальность в проектировании новых изделий, в планировании производства.
Завод-робот третьего поколения обладает развитым интеллектом, сам проектирует, планирует и управляет производством своих изделий, сам контролирует точность и другие качества инструментов и сам подаёт сигнал для их замены.
Гибкие производственные системы завершают процесс автоматизации промышленных предприятий, начавшийся в 50 — х годах. Сначала появились станки с числовым управлением, автоматически выполняющие различные операции в соответствии с закодированными командами на перфоленте. Затем стали привычными частично компьютерные системы проектирования и производственные системы, в которых традиционные чертёжные доски заменены электронно — лучевыми, а перфоленты — ЭВМ.
Новые гибкие заводы — роботы объединяют все эти элементы. Они состоят из управляющих ЭВМ, центров механообработки, с большой скоростью обрабатывающих сложные детали, роботов, переносящих детали и закрепляющих их на станках, тележек с дистанционным управлением, которые доставляют материалы. Все компоненты связаны единой системой электронного управления для каждого этапа производственного процесса, вплоть до автоматической замены отработавших или сломанных режущих инструментов.
В прошлом для производства изделий партиями были нужны станки, рассчитанные лишь на одну функцию. Эти станки в случае перехода к выпуску нового изделия приходилось либо реконструировать, либо заменять. Гибкие системы обеспечивают неслыханную прежде возможность разнообразить продукцию. Можно на одной и той же линии изготавливать различные изделия, правда, из одного семейства.
В перспективе наиболее выгодными могут быть бригады из роботов, где один очувствленный, или интеллектуальный, будет обслуживать несколько простых, более «глупых» собратьев. Но сначала нужно научить роботов общаться друг с другом.
Групповое использование роботов — своеобразный бригадный подряд роботизации — требует решения таких новых и принципиальных вопросов, как организация идеального их взаимодействия, своеобразная социализация поведения, разработка кибернетической этики роботов.
Конечно, фантасты уже заложили несколько весомых кирпичей в фундамент этики роботов, однако проблемы, которые ставит перед нами жизнь, почти всегда оказываются сложнее любой вымышленной ситуации. Жизнь фантастичнее фантастики.
Адаптивное интеллектуальное управление заводом — роботом третьего поколения обеспечивает кроме всего вышеперечисленного автоматический переход к выпуску новой продукции путём выдачи задания подсистеме проектирования и технологической подготовки производства. Эта подсистема, в свою очередь, не только проектирует новое изделие и технологию его изготовления, но и создаёт программы непосредственного управления всеми производственными элементами: роботами, станками, транспортными системами, системами изготовления и замены инструментов, автоматическими хранилищами, и т.д. и т.п.
Как видите, дорогие читатели, развитие робототех — нических гибких систем идёт невероятными темпами и вас ждёт огромное поле деятельности и возможности приложения творческих способностей. Только не теряйте времени! Осваивайте эту новую увлекательнейшую технику — от вас зависит её будущее!
СПИСОК ЛИТЕРАТУРЫ
Гилмор Ч. Введение в микропроцессорную технику. — М.: Мир, 1984.
Маслов В. А., Муладжанов Ш. С. Робототехника берет старт. — М.: Политиздат, 1986.
Мацкевич В.В. Занимательная анатомия роботов. — М.: Сов. радио, 1980.
Попов Е. П., Юревич Е. И. Робототехника. — М.: Машиностроение, 1984.
Попов Е. П., Макаров И. М., Чиганов В. А. Управляющие системы промышленных роботов. — М.: Машиностроение, 1984.
Попов Е. П., Верещагин А. Ф., Зенкевич С. Л. Манипуляционные роботы. Динамика и алгоритмы. — М.: Наука, 1978.
Титце У., Шенк. Полупроводниковая схемотехника. — М.: Мир, 1984.
Хоровиц П., Хилл У. Искусство схемотехники. — М.: Мир, 1984.
Ямпольский Л. С. Промышленная робототехника. — Киев: Техника, 1984.
Маслов В. А., Муладжанов Ш. С. Робототехника берет старт. — М.: Политиздат, 1986.
Мацкевич В.В. Занимательная анатомия роботов. — М.: Сов. радио, 1980.
Попов Е. П., Юревич Е. И. Робототехника. — М.: Машиностроение, 1984.
Попов Е. П., Макаров И. М., Чиганов В. А. Управляющие системы промышленных роботов. — М.: Машиностроение, 1984.
Попов Е. П., Верещагин А. Ф., Зенкевич С. Л. Манипуляционные роботы. Динамика и алгоритмы. — М.: Наука, 1978.
Титце У., Шенк. Полупроводниковая схемотехника. — М.: Мир, 1984.
Хоровиц П., Хилл У. Искусство схемотехники. — М.: Мир, 1984.
Ямпольский Л. С. Промышленная робототехника. — Киев: Техника, 1984.