Страница:
Г.Я. Федотов
Чеканка, басма, насечка
С древнейших времен из листового металла, обладавшего высокой пластичностью, мастера изготавливали боевые доспехи, посуду и различные декоративные украшения. Особенно разнообразной была кухонная и столовая утварь – котлы, братины, ковши, черпаки, блюда, кувшины, вазы, чайницы имногое другое. Мастера не только стремились сработать добротную и удобную посуду, но и старались сделать ее эстетически привлекательной. Среди различных приемов декоративной отделки посуды значительное место занимала чеканка, с помощью которой на поверхности изделий создавались орнаментальные и сюжетные рельефы. Древние мастера знали множество приемов чеканки, позволяющих создавать как низкий, так и высокий рельеф. При, отделке чеканного рельефа они умело сочетали гладкие блестящие элементы узора или сюжетного изображения с матовым «канфарепным» фоном, гравировкой, чернью изолотой наводкой. Во многих музеях нашей страны хранятся прекрасные образцы изделий с чеканными рельефами, выполненными на высоком профессиональном уровне мастерами разных поколений. Вам не раз приходилось их видеть не только в музеях, но и на репродукциях в книгах и альбомах по искусству. Но мало кому известно, что приемы чеканки хорошо знал и умело применял великий русский ученый М. В. Ломоносов. Среди экспонатов Исторического музея в Москве находится куб для перегонки нефти, под который ученый приспособил одну из красномедных четвертин, выпускавшихся в XVII–XVIII веках на заводах Урала. М. В. Ломоносов впаял в крышку пароотводную трубку исобственноручно украсил поверхность четвертины чеканным орнаментом.
Пришедшая из глубокой древности техника чеканки хорошо применяется современными мастерами при создании декоративных панно ипосуды, служащих украшением интерьера, а также различных ювелирных украшений.
Рельеф на листовом металле формируютс помощью специальных инструментов – чеканов и выколоточных молотков, большинство ил которых мастера изготавливают сами. Постепенно у чеканщика накапливается несколько десятков чеканов самых различных форм и размеров. Но несмотря на большое разнообразие, чеканы в зависимости от формы бойка и назначения можно разделить на семь основных видов: расходники, лощатники, бобошники, пурошники, канфарники, зернильники – «трубочки» и пуансоны (рис. 1).
Расходник напоминает зубильце илиотвертку с притуплённым концом. На металле он оставляет след в виде узкого желобка. Именно с него и начинается непосредственная работа над рельефом. Расходником углубляют контуры рисунка, нанесенного на металл.
У лощатника почти плоский боек или «бой» в виде квадрата или прямоугольника с закругленными углами. Лощатниками осаживают (опускают) фон.
По названию чекана – бобошника нетрудно догадаться, что его боевая часть напоминает форму боба. Бобошником выколачивают в зависимости от необходимости углубленный или выпуклый рельеф.
У пурошников боек имеет форму шара. Применяют его в тех случаях, когда на рельефе необходимо получить сферические углубления или выпуклости.
Канфарник напоминает тонкий пробойник. Только конец его не острый, а скругленный. Он не пробивает металл, а делает на нем мелкие сферические вмятины в виде точек. Канфарник служит для переведения рисунка с бумаги на металл, а также для нанесения на участки фона многочисленных точечных углублений, придающих фону матовую фактуру. Для отделки фона применяется также трубочка в виде стержня со сферическим углублением в боевой части. На металле она оставляет след в виде полусферического бугорка. Фон обработанный трубочкой, имеет зернистую фактуру.
Пуансон – это металлический стержень, на бойке которого выточен рельеф в виде звездочки, ступенчатой пирамидки, треугольника, лепестка и т. п. С помощью пуансона на металл наносят простейшие узорные бордюры, в которых в определенной последовательности сочетаются одинаковые элементы.
Металлический выколоточный молоток имеет с одной стороны широкий, плоский (круглый, квадратный) боек, а с другой стороны – шаровидный. Плоским бойком при работе ударяют по ударной части чекана, а сферическим выколачивают крупные элементы рельефа. Ручку молотка делают из древесины твердых пород, придав ей изогнутую форму с утолщением на конце.
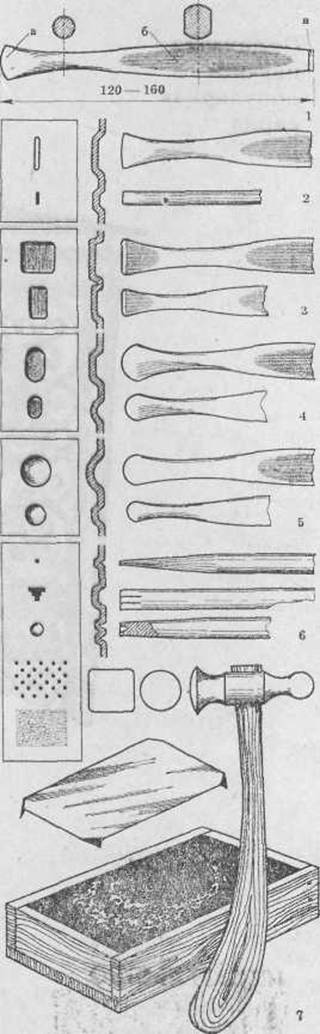 Рис. 1. Разновидности чеканов и следы, оставляемые ими на металле:
Рис. 1. Разновидности чеканов и следы, оставляемые ими на металле:
1 – общий вид чекана (a – боек; б – средняя часть; в – ударная часть);
2 – расходники;
3 – лощатники;
4 – бобошники;
5 – пурошники;
6 – канфарник, пуансон и трубочка;
7 – выколоточный молоток, металлическая пластинка-заготовка и ящик со смолой
Кроме металлических чеканов и молотков, применяются также деревянное, которые изготавливают из древесины твердых пород – дуба, бука, граба, березы в виде цилиндрических стержней с боковыми срезами по всей длине. Форма боевых частей деревянных чеканов такая же, как и у металлических. Применяют деревянные чеканы для выколачивания высокого рельефа, опускания и выравнивания фона, особенно при работе с мягким алюминием и медью. Деревянным молотком или киянкой правят на правильной плите листовой металл, загибают (отбортовывают) края готового рельефа.
Для выколачивания изнутри выпуклостей на поверхности глубокой посуды и других объемных изделий применяется специальный двухколенный чекан – так называемая трещотка. Трещотка представляет собой длинный стержень (не менее 250 мм), на одном конце которого находится боек со сферической поверхностью (у мастера в наборе обычно несколько трещоток, имеющих различные диаметры бойков). Концы стержня согнуты под прямыми углами в противоположные стороны. Один конец трещотки зажимают в тисках или же вбивают в массивный чурбан. Другой конек, оканчивающийся бойком, вводят внутрь посудины и располагают под тем мостом, где необходимо получить выпуклость. По трещотке примерно в середине наносят удар молотком. Боек опускается вниз. по тут же благодаря упругости стали возвращается в исходное положение и ударяет в стенку посудины, образуя небольшую вмятину. На внешней стороне стенки возникает соответствующая ей выпуклость. Постепенно нанося удар за ударом, добиваются необходимой высоты выколотки.
Молотки и чеканы изготовляют из углеродистой стали У-7, У-8 и У-10. Если такой стали нет, то для чеканов можно использовать старые напильники, слесарные зубила, кернеры, пробойники и другие подходящие но форме и размерам инструменты. По перед тем как приступить к вытачиванию из них чеканов, сталь надо отжечь, раскалив ее докрасна, а затем постепенно охладив.
Из прутков углеродистой стали чеканы вытачивают па токарном станке по металлу. В средней части чекана делают небольшое утолщение с плавными переходами к боевой и ударной частям. Утолщение исключает вибрацию инструмента при ударе по нему молотком. Чтобы чекан удобно было держать в руке, в его средней части с двух сторон параллельно оси делают напильником плоские срезы, которые также не дадут скатываться чекану с рабочего стола. Боевые части чеканов и молотков тщательно отшлифуйте, а затем отполируйте.
Инструменты необходимо закалить. Разогрейте их в муфельной печи примерно до температуры 750єC. Раскаленный: металл должен иметь вишнево-красный цвет, ни в коем случае нельзя доводить его до белого каления. Инструменты извлекайте из печи кузнечными щипцами с длинными ручками (не забудьте перед этим надеть защитные рукавицы). Раскаленный инструмент расположите вертикально и плавно опустите в воду или машинное масло. Посте закалки инструменты становятся слишком хрупкими. Этот недостаток устраняют отпуском металла па газовой горелке. Поместив инструмент над пламенем, внимательно следите за сменяющими друг друга цветами побежалости. Как только металл приобретет желто-соломенный цвет, отжиг прекратите. После постепенного охлаждения инструментов их боевые части отполируйте с пастой ГОИ.
Для чеканных работ применяют медь, латунь, алюминий. Листовой металл продается в художественных салонах, но если купить его нет возможности, то для чеканных работ можно с успехом применять кровельную жесть, металл от пришедшей в негодность посуды (кастрюль, бидонов и т. п.).
Вырежьте из листового металла пластину, соответствующую форме и размерам задуманного рельефа, предусмотрев по краям припуски. Затем выровните ее на стальном плите деревянным молотком – киянкой, удалив всевозможные вмятины и вздутия. Если металл окажется жестким, то для повышения пластичности пластину следует отжечь. Медь, латунь и сталь нужно раскалять до появления темно-красного цвета. Алюминий отжигают при более низкой температуре. Па поверхности алюминиевой пластины проведите мылом черту и при отжиге внимательно следите за ней. Как только она начнет чернеть, отжиг необходимо прекратить.
После отжига на поверхности пластины появляется окалина, которую удаляют отбеливанием в водном растворе кислоты или щелочи. Медь, латунь и сталь отбеливают в 10 %-ном растворе серной кислоты, а алюминии – в водном растворе двууглекислого натра, называемого в быту питьевой содой (на 1 стакан воды 1 чайная ложка соды). Алюминиевый лист кипятят в содовом растворе на слабом огне до тех нор, пока он не станет матово-белым. При отбеливании других металлов водный раствор серной кислоты должен иметь комнатную температуру. Помните, что при составлении раствора кислоту вливают в воду, а не наоборот! Отбеленную пластину промывают в проточной воде и высушивают.
Рельеф можно чеканить, положив лист металла на торец липового или березового кряжа, на брезентовый мешок с речным песком, войлоком, толстую резину, слой пластилина, эглина или смолы. Чеканку с тонкой проработкой деталей выполняют также на свинцовой плите. На смоле чеканят как низкий, так и очень высокий рельеф. Для приготовления смолы используют строительный вар (битум), в который добавляют наполнители – кирпичный или глиняный порошок, мелкий речной песок. Наполнители перед варкой смолы необходимо просеять через мелкое сито, удалив посторонние примеси. Мягкую и вязкую смолу получают сплавлением двух частей вара и одной части наполнителя, а более жесткую и твердую – одной части вара и двух частей наполнителя. (Здесь и далее количество компонентов в смесях дается в частях но массе). Выбор состава смолы зависит от пластических свойств обрабатываемого металла, его толщины иразмеров, а также высоты предполагаемого рельефа.
Варить смолу желательно где-нибудь в дальнем углу двора или сада в котле, подвешенном над костром. Чтобы смола не загорелась, нужно следить за пламенем, которое должно касаться только дна котла. В домашних условиях смолу расплавляют на электроплитке. Расплавленную смолу залейте в ящик, сколоченный из толстых досок с низкими бортами, высотой не более 5 см. Длина и ширина ящика делаются с учетом размеров металлической пластины. Отогните плоскогубцами уголки пластины и наложите ее на расплавленную смолу так, чтобы отогнутые уголки полностью погрузились в нее. Надо следить за тем, чтобы между пластиной и смолой не образовывались пузырьки воздуха, Переводить на металл рисунок и приступать к чеканке можно только после того, как смола полностью остынет.
Рисунок на металл можно перевести двумя способами. Первый способ заключается в том, что на поверхность металла наносится кистью или тампоном тонкий слой белой или желтой гуаши. После высыхания краски на пластину кладут копирку и лист бумаги с рисунком, прикрепив их к металлу небольшими комочками размягченной смолы или пластилина. Переведенный рисунок на металле закрепляют быстросохнущим прозрачным лаком. Другим способом рисунок с бумаги на металл переводят спомощью канфарника. Установив боек канфарника на контур рисунка, ударяют молотком по ударной части. На поверхности металла останется углубленная точка. Точки наносят на небольшом расстоянии друг от друга по всем контурам. После снятия бумаги наметалле остается пунктирный рисунок.
Перед тем как приступить к чеканке рельефа, нужночеканы поставить в банку боевыми частями вверх – по ним легко и быстро можно будет отыскать необходимый чекан. Банка с чеканами должна находиться слева, а выколоточпые молотки – справа. Таким образом, инструменты будут всегда под рукой. Ящик со смолой поставьте на верстак или настол с массивной столешницей. Чтобы приглушить шум, который неминуемо возникает во время работы, под ящик нужно подложить брезентовый мешок с речным песком. Мешок пригодится и в дальнейшем при выколачивании отдельных участков рельефа, а также при выполнении чеканного рельефа на посуде.
С чего же начинать работу над рельефом? Прежде всего отыщите в банке самый широкий чекан-расходник, у которого сплюснутый, как у зубильца или отвертки, боек (рис. 2). Поставьте боек расходника на контур рисунка и несколько раз ударьтепо чекану молотком с такой силой, чтобы на пластине осталась достаточно глубокая вмятина.
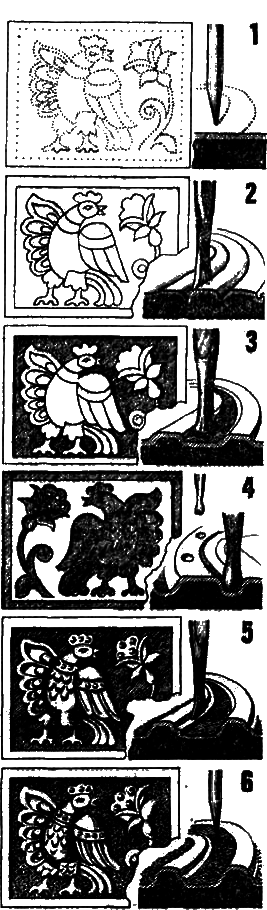 Рис. 2. Последовательность выполнения чеканки:
Рис. 2. Последовательность выполнения чеканки:
1 – перевод рисунка на металл канфарником;
2 – углубление контуров расходником;
3 – опускание фона лощатником;
4 – выколотка рельефа с обратной стороны бобошниками и пурошинками;
5 – проработка деталей различными чеканами с лицевой стороны;
6 – канфарение или зернение фона
Глубина ее навсех контурах должна быть одинаковой. Поэтому, передвигая расходник по контуру рисунка, старайтесь силу и число ударов сохранятьпостоянными. Контуры рисунка углубляйте, не отрывая бойкаот поверхности металла – он должен как бы скользить но ней. При углубленийкривых лини й один конецбойка приподнимают больше или меньше в зависимости от их крутизны. Когда возможностирасходпика с широкимбойком будут исчерпаны, более мелкие элементырисунка углубитерасходниками с узкими бойками.
Поставив чекан-расходник в банку, отыщите теперь в ней чекан-лощатник. Установивего боек на один из участков фона, опустите фон до уровня углубленного контура. Передвигая лощатник, постепенно опуститевсе участки фона. Там, где лощатник с широким бойком не проходит, применяйте более мелкие. На этой стадии чеканку с лицевой стороны на время прекращают по двум причинам. Во-первых, в процессе обработки в металле образуется наклеп, от которого он теряет пластичность и становится жестким, а во-вторых, поднять выпуклые участки рельефа можно только с обратной стороны.
Подогрейтепластину паяльной лампой и снимите со смоляной подложки. Затем отожгите металл – он станет вновь пластичным, но на нем появится окалина, которую нужно снять отбеливанием. Как это делается, вы уже знаете. Отбеленную пластину укрепите на смоле лицевой частью вниз. Чтобы пластина плотно пристала к вязкой основе, в углубления наметившегося рельефа залейте жидкую смолу. Смолу в ящике тоже надо подогреть – проще это сделать с помощью электрического рефлектора: достаточно размягчить лишь верхний ее слой.
После полногоостывания смолы приступайте к выколотке рельефа бобошниками и пурошниками. Если это входит в замысел, выколачивают также отдельные элементы рельефа, которые с лицевой стороны должны быть выпуклыми. К примеру, чтобы получить на лицевой стороне сферическую выпуклость, с внутренней нужно сделать пурошником сферическую вмятину. Выполнив все намеченные заранее операции с обратной стороны, разогрейте пластину и отделите ее от смоляной основы, отожгите, отбелите и вновь посадите на смолу лицевой стороной вверх.
На этой стадии разными чеканами нужно проработать все детали, включая самые мелкие, уточнить расходником контуры фона и отдельных элементов узора.
Канфарение, или зернение, фона – последний этап работы над рельефом. Часто ударяя молотком по канфарнику, как можно более равномерно перемещайте его боек по поверхности металла. Частые углубленные точки создадут на металле красивую бархатистую фактуру, которая будет контрастировать с гладкой поверхностью рельефа. Закончив канфарение, снимите рельефную пластину со смоляной основы, отожгите, отбелите и высушите.
В домашних условиях чеканку можно выполнять не только на плоском листе, но и на объемных формах, например на тонких стенках металлической посуды (рис.3). Подыщите подходящий металлический сосуд, например. алюминиевую или медную флягу, коробку из – под чая, крышку. Отожгите сосуд на огне и нанесите на его стенки контурный рисунок, зафиксировав его прозрачным лаком. Если согласно замыслу рельеф должен иметь участки, выступающие над поверхностью сосуда, то их выколачивают с помощью чекана-трещотки (рис. 4). Затем в сосуд заливают смолу и наклеивают на нее бумажный кружок: чтобы не пачкать руки во время работы. При насмолке больших сосудов с широким горлышком смолу можно сэкономить. Ее наносят толстым слоем на стенки, затем вставляют подходящую по размерам деревянную болванку. Если фляга или какой-либо другой металлический сосуд имеет узкое горлышко, его вместо смолы можно заполнить мелкопросеянным речным песком. Заполнив флягу песком, через воронку вливают воду до тех пор, пока он не перестанет ее впитывать. Наполнив сосуд, удаляют излишкиводы. Утрамбовывают круглой палкой добавленный песок и закрывают горлышко пробкой.
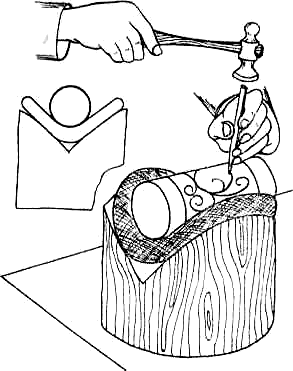 Рис. 3. Чеканка рельефа на цилиндрическом сосуде
Рис. 3. Чеканка рельефа на цилиндрическом сосуде
Чеканку на объемном изделии удобно выполнять на специальной подставке, представляющей собой кряж с клиновидным вырезом, в который вложен мешокс речным песком.
Уложив сосуд на подставку с мешком, чеканом-расходником углубите контуры рисунка. Следующийэтап – опускание фона. Так же, как и при чеканке плоского листа, эту операцию выполняют чеканом-лощатником. Когда фон на всех участках будет опущен, следует еще раз пройтись по контурам чеканом-расходником, чтобы выступающие элементы рельефа имели четкую границу с фоном. Затем проработайте мелкие детали на выступающих элементах рельефа. В заключение обработайте фон канфарником, после чего можете освобождать сосуд от песка или смолы. Песок легко высыпается, если из него выпарить влагу; смолу же расплавляют и выливают из сосуда. Чтобы удалить остатки смолы и лака, сосуды отжигают, а затем отбеливают.
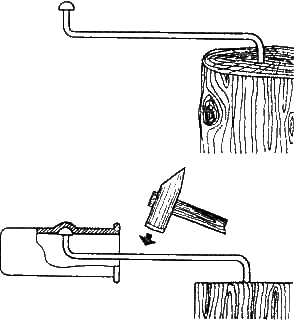 Рис. 4. Чекан-трещотка и приемы обработки стенок сосуда изнутри
Рис. 4. Чекан-трещотка и приемы обработки стенок сосуда изнутри
Рельеф станет более выразительным и зримым, если чеканку декорировать одним из способов, о котором рассказано в разделе «Декоративная отделка металла». Если медное изделие небольшое, его опускают в раствор и выдepживают до тех пор, пока не будет получена нужная тональность окраски. На крупные рельефы патинирующий раствор наносят кистью или тряпичным тампоном, укрепленным на деревянной ручке. Покрытое патиной изделие промойте чистой водой. Затем протрите выпуклые участки рельефа мокрой тряпочкой с пемзовым или кирпичным порошком, просеянным через мелкое сито. Обрабатывайте выпуклые места до тex пор, пока на них не появится характерный металлический блеск. Снова промойте рельеф водой и высушите на открытом воздухе при комнатной температуре или протритесухими древесными опилками, которые почти мгновенно вбирают в себя влагу, оставшуюся па металле. Просушенный рельеф протрите машинным или льняным маслом, котороене только усиливает металлический блеск, но и надежно закрепляет патину на металле.
Обычно декоративная отделка чеканной посуды на этом заканчивается. А декоративныерельефы, выполненные на пластинах металла, еще нужно укрепить на основании. Выразительносмотрятся они на фоне древесины, с ярко выраженной текстурой, предварительно обожженной, окрашенной морилкой.
Пришедшая из глубокой древности техника чеканки хорошо применяется современными мастерами при создании декоративных панно ипосуды, служащих украшением интерьера, а также различных ювелирных украшений.
Рельеф на листовом металле формируютс помощью специальных инструментов – чеканов и выколоточных молотков, большинство ил которых мастера изготавливают сами. Постепенно у чеканщика накапливается несколько десятков чеканов самых различных форм и размеров. Но несмотря на большое разнообразие, чеканы в зависимости от формы бойка и назначения можно разделить на семь основных видов: расходники, лощатники, бобошники, пурошники, канфарники, зернильники – «трубочки» и пуансоны (рис. 1).
Расходник напоминает зубильце илиотвертку с притуплённым концом. На металле он оставляет след в виде узкого желобка. Именно с него и начинается непосредственная работа над рельефом. Расходником углубляют контуры рисунка, нанесенного на металл.
У лощатника почти плоский боек или «бой» в виде квадрата или прямоугольника с закругленными углами. Лощатниками осаживают (опускают) фон.
По названию чекана – бобошника нетрудно догадаться, что его боевая часть напоминает форму боба. Бобошником выколачивают в зависимости от необходимости углубленный или выпуклый рельеф.
У пурошников боек имеет форму шара. Применяют его в тех случаях, когда на рельефе необходимо получить сферические углубления или выпуклости.
Канфарник напоминает тонкий пробойник. Только конец его не острый, а скругленный. Он не пробивает металл, а делает на нем мелкие сферические вмятины в виде точек. Канфарник служит для переведения рисунка с бумаги на металл, а также для нанесения на участки фона многочисленных точечных углублений, придающих фону матовую фактуру. Для отделки фона применяется также трубочка в виде стержня со сферическим углублением в боевой части. На металле она оставляет след в виде полусферического бугорка. Фон обработанный трубочкой, имеет зернистую фактуру.
Пуансон – это металлический стержень, на бойке которого выточен рельеф в виде звездочки, ступенчатой пирамидки, треугольника, лепестка и т. п. С помощью пуансона на металл наносят простейшие узорные бордюры, в которых в определенной последовательности сочетаются одинаковые элементы.
Металлический выколоточный молоток имеет с одной стороны широкий, плоский (круглый, квадратный) боек, а с другой стороны – шаровидный. Плоским бойком при работе ударяют по ударной части чекана, а сферическим выколачивают крупные элементы рельефа. Ручку молотка делают из древесины твердых пород, придав ей изогнутую форму с утолщением на конце.
1 – общий вид чекана (a – боек; б – средняя часть; в – ударная часть);
2 – расходники;
3 – лощатники;
4 – бобошники;
5 – пурошники;
6 – канфарник, пуансон и трубочка;
7 – выколоточный молоток, металлическая пластинка-заготовка и ящик со смолой
Кроме металлических чеканов и молотков, применяются также деревянное, которые изготавливают из древесины твердых пород – дуба, бука, граба, березы в виде цилиндрических стержней с боковыми срезами по всей длине. Форма боевых частей деревянных чеканов такая же, как и у металлических. Применяют деревянные чеканы для выколачивания высокого рельефа, опускания и выравнивания фона, особенно при работе с мягким алюминием и медью. Деревянным молотком или киянкой правят на правильной плите листовой металл, загибают (отбортовывают) края готового рельефа.
Для выколачивания изнутри выпуклостей на поверхности глубокой посуды и других объемных изделий применяется специальный двухколенный чекан – так называемая трещотка. Трещотка представляет собой длинный стержень (не менее 250 мм), на одном конце которого находится боек со сферической поверхностью (у мастера в наборе обычно несколько трещоток, имеющих различные диаметры бойков). Концы стержня согнуты под прямыми углами в противоположные стороны. Один конец трещотки зажимают в тисках или же вбивают в массивный чурбан. Другой конек, оканчивающийся бойком, вводят внутрь посудины и располагают под тем мостом, где необходимо получить выпуклость. По трещотке примерно в середине наносят удар молотком. Боек опускается вниз. по тут же благодаря упругости стали возвращается в исходное положение и ударяет в стенку посудины, образуя небольшую вмятину. На внешней стороне стенки возникает соответствующая ей выпуклость. Постепенно нанося удар за ударом, добиваются необходимой высоты выколотки.
Молотки и чеканы изготовляют из углеродистой стали У-7, У-8 и У-10. Если такой стали нет, то для чеканов можно использовать старые напильники, слесарные зубила, кернеры, пробойники и другие подходящие но форме и размерам инструменты. По перед тем как приступить к вытачиванию из них чеканов, сталь надо отжечь, раскалив ее докрасна, а затем постепенно охладив.
Из прутков углеродистой стали чеканы вытачивают па токарном станке по металлу. В средней части чекана делают небольшое утолщение с плавными переходами к боевой и ударной частям. Утолщение исключает вибрацию инструмента при ударе по нему молотком. Чтобы чекан удобно было держать в руке, в его средней части с двух сторон параллельно оси делают напильником плоские срезы, которые также не дадут скатываться чекану с рабочего стола. Боевые части чеканов и молотков тщательно отшлифуйте, а затем отполируйте.
Инструменты необходимо закалить. Разогрейте их в муфельной печи примерно до температуры 750єC. Раскаленный: металл должен иметь вишнево-красный цвет, ни в коем случае нельзя доводить его до белого каления. Инструменты извлекайте из печи кузнечными щипцами с длинными ручками (не забудьте перед этим надеть защитные рукавицы). Раскаленный инструмент расположите вертикально и плавно опустите в воду или машинное масло. Посте закалки инструменты становятся слишком хрупкими. Этот недостаток устраняют отпуском металла па газовой горелке. Поместив инструмент над пламенем, внимательно следите за сменяющими друг друга цветами побежалости. Как только металл приобретет желто-соломенный цвет, отжиг прекратите. После постепенного охлаждения инструментов их боевые части отполируйте с пастой ГОИ.
Для чеканных работ применяют медь, латунь, алюминий. Листовой металл продается в художественных салонах, но если купить его нет возможности, то для чеканных работ можно с успехом применять кровельную жесть, металл от пришедшей в негодность посуды (кастрюль, бидонов и т. п.).
Вырежьте из листового металла пластину, соответствующую форме и размерам задуманного рельефа, предусмотрев по краям припуски. Затем выровните ее на стальном плите деревянным молотком – киянкой, удалив всевозможные вмятины и вздутия. Если металл окажется жестким, то для повышения пластичности пластину следует отжечь. Медь, латунь и сталь нужно раскалять до появления темно-красного цвета. Алюминий отжигают при более низкой температуре. Па поверхности алюминиевой пластины проведите мылом черту и при отжиге внимательно следите за ней. Как только она начнет чернеть, отжиг необходимо прекратить.
После отжига на поверхности пластины появляется окалина, которую удаляют отбеливанием в водном растворе кислоты или щелочи. Медь, латунь и сталь отбеливают в 10 %-ном растворе серной кислоты, а алюминии – в водном растворе двууглекислого натра, называемого в быту питьевой содой (на 1 стакан воды 1 чайная ложка соды). Алюминиевый лист кипятят в содовом растворе на слабом огне до тех нор, пока он не станет матово-белым. При отбеливании других металлов водный раствор серной кислоты должен иметь комнатную температуру. Помните, что при составлении раствора кислоту вливают в воду, а не наоборот! Отбеленную пластину промывают в проточной воде и высушивают.
Рельеф можно чеканить, положив лист металла на торец липового или березового кряжа, на брезентовый мешок с речным песком, войлоком, толстую резину, слой пластилина, эглина или смолы. Чеканку с тонкой проработкой деталей выполняют также на свинцовой плите. На смоле чеканят как низкий, так и очень высокий рельеф. Для приготовления смолы используют строительный вар (битум), в который добавляют наполнители – кирпичный или глиняный порошок, мелкий речной песок. Наполнители перед варкой смолы необходимо просеять через мелкое сито, удалив посторонние примеси. Мягкую и вязкую смолу получают сплавлением двух частей вара и одной части наполнителя, а более жесткую и твердую – одной части вара и двух частей наполнителя. (Здесь и далее количество компонентов в смесях дается в частях но массе). Выбор состава смолы зависит от пластических свойств обрабатываемого металла, его толщины иразмеров, а также высоты предполагаемого рельефа.
Варить смолу желательно где-нибудь в дальнем углу двора или сада в котле, подвешенном над костром. Чтобы смола не загорелась, нужно следить за пламенем, которое должно касаться только дна котла. В домашних условиях смолу расплавляют на электроплитке. Расплавленную смолу залейте в ящик, сколоченный из толстых досок с низкими бортами, высотой не более 5 см. Длина и ширина ящика делаются с учетом размеров металлической пластины. Отогните плоскогубцами уголки пластины и наложите ее на расплавленную смолу так, чтобы отогнутые уголки полностью погрузились в нее. Надо следить за тем, чтобы между пластиной и смолой не образовывались пузырьки воздуха, Переводить на металл рисунок и приступать к чеканке можно только после того, как смола полностью остынет.
Рисунок на металл можно перевести двумя способами. Первый способ заключается в том, что на поверхность металла наносится кистью или тампоном тонкий слой белой или желтой гуаши. После высыхания краски на пластину кладут копирку и лист бумаги с рисунком, прикрепив их к металлу небольшими комочками размягченной смолы или пластилина. Переведенный рисунок на металле закрепляют быстросохнущим прозрачным лаком. Другим способом рисунок с бумаги на металл переводят спомощью канфарника. Установив боек канфарника на контур рисунка, ударяют молотком по ударной части. На поверхности металла останется углубленная точка. Точки наносят на небольшом расстоянии друг от друга по всем контурам. После снятия бумаги наметалле остается пунктирный рисунок.
Перед тем как приступить к чеканке рельефа, нужночеканы поставить в банку боевыми частями вверх – по ним легко и быстро можно будет отыскать необходимый чекан. Банка с чеканами должна находиться слева, а выколоточпые молотки – справа. Таким образом, инструменты будут всегда под рукой. Ящик со смолой поставьте на верстак или настол с массивной столешницей. Чтобы приглушить шум, который неминуемо возникает во время работы, под ящик нужно подложить брезентовый мешок с речным песком. Мешок пригодится и в дальнейшем при выколачивании отдельных участков рельефа, а также при выполнении чеканного рельефа на посуде.
С чего же начинать работу над рельефом? Прежде всего отыщите в банке самый широкий чекан-расходник, у которого сплюснутый, как у зубильца или отвертки, боек (рис. 2). Поставьте боек расходника на контур рисунка и несколько раз ударьтепо чекану молотком с такой силой, чтобы на пластине осталась достаточно глубокая вмятина.
1 – перевод рисунка на металл канфарником;
2 – углубление контуров расходником;
3 – опускание фона лощатником;
4 – выколотка рельефа с обратной стороны бобошниками и пурошинками;
5 – проработка деталей различными чеканами с лицевой стороны;
6 – канфарение или зернение фона
Глубина ее навсех контурах должна быть одинаковой. Поэтому, передвигая расходник по контуру рисунка, старайтесь силу и число ударов сохранятьпостоянными. Контуры рисунка углубляйте, не отрывая бойкаот поверхности металла – он должен как бы скользить но ней. При углубленийкривых лини й один конецбойка приподнимают больше или меньше в зависимости от их крутизны. Когда возможностирасходпика с широкимбойком будут исчерпаны, более мелкие элементырисунка углубитерасходниками с узкими бойками.
Поставив чекан-расходник в банку, отыщите теперь в ней чекан-лощатник. Установивего боек на один из участков фона, опустите фон до уровня углубленного контура. Передвигая лощатник, постепенно опуститевсе участки фона. Там, где лощатник с широким бойком не проходит, применяйте более мелкие. На этой стадии чеканку с лицевой стороны на время прекращают по двум причинам. Во-первых, в процессе обработки в металле образуется наклеп, от которого он теряет пластичность и становится жестким, а во-вторых, поднять выпуклые участки рельефа можно только с обратной стороны.
Подогрейтепластину паяльной лампой и снимите со смоляной подложки. Затем отожгите металл – он станет вновь пластичным, но на нем появится окалина, которую нужно снять отбеливанием. Как это делается, вы уже знаете. Отбеленную пластину укрепите на смоле лицевой частью вниз. Чтобы пластина плотно пристала к вязкой основе, в углубления наметившегося рельефа залейте жидкую смолу. Смолу в ящике тоже надо подогреть – проще это сделать с помощью электрического рефлектора: достаточно размягчить лишь верхний ее слой.
После полногоостывания смолы приступайте к выколотке рельефа бобошниками и пурошниками. Если это входит в замысел, выколачивают также отдельные элементы рельефа, которые с лицевой стороны должны быть выпуклыми. К примеру, чтобы получить на лицевой стороне сферическую выпуклость, с внутренней нужно сделать пурошником сферическую вмятину. Выполнив все намеченные заранее операции с обратной стороны, разогрейте пластину и отделите ее от смоляной основы, отожгите, отбелите и вновь посадите на смолу лицевой стороной вверх.
На этой стадии разными чеканами нужно проработать все детали, включая самые мелкие, уточнить расходником контуры фона и отдельных элементов узора.
Канфарение, или зернение, фона – последний этап работы над рельефом. Часто ударяя молотком по канфарнику, как можно более равномерно перемещайте его боек по поверхности металла. Частые углубленные точки создадут на металле красивую бархатистую фактуру, которая будет контрастировать с гладкой поверхностью рельефа. Закончив канфарение, снимите рельефную пластину со смоляной основы, отожгите, отбелите и высушите.
В домашних условиях чеканку можно выполнять не только на плоском листе, но и на объемных формах, например на тонких стенках металлической посуды (рис.3). Подыщите подходящий металлический сосуд, например. алюминиевую или медную флягу, коробку из – под чая, крышку. Отожгите сосуд на огне и нанесите на его стенки контурный рисунок, зафиксировав его прозрачным лаком. Если согласно замыслу рельеф должен иметь участки, выступающие над поверхностью сосуда, то их выколачивают с помощью чекана-трещотки (рис. 4). Затем в сосуд заливают смолу и наклеивают на нее бумажный кружок: чтобы не пачкать руки во время работы. При насмолке больших сосудов с широким горлышком смолу можно сэкономить. Ее наносят толстым слоем на стенки, затем вставляют подходящую по размерам деревянную болванку. Если фляга или какой-либо другой металлический сосуд имеет узкое горлышко, его вместо смолы можно заполнить мелкопросеянным речным песком. Заполнив флягу песком, через воронку вливают воду до тех пор, пока он не перестанет ее впитывать. Наполнив сосуд, удаляют излишкиводы. Утрамбовывают круглой палкой добавленный песок и закрывают горлышко пробкой.
Чеканку на объемном изделии удобно выполнять на специальной подставке, представляющей собой кряж с клиновидным вырезом, в который вложен мешокс речным песком.
Уложив сосуд на подставку с мешком, чеканом-расходником углубите контуры рисунка. Следующийэтап – опускание фона. Так же, как и при чеканке плоского листа, эту операцию выполняют чеканом-лощатником. Когда фон на всех участках будет опущен, следует еще раз пройтись по контурам чеканом-расходником, чтобы выступающие элементы рельефа имели четкую границу с фоном. Затем проработайте мелкие детали на выступающих элементах рельефа. В заключение обработайте фон канфарником, после чего можете освобождать сосуд от песка или смолы. Песок легко высыпается, если из него выпарить влагу; смолу же расплавляют и выливают из сосуда. Чтобы удалить остатки смолы и лака, сосуды отжигают, а затем отбеливают.
Рельеф станет более выразительным и зримым, если чеканку декорировать одним из способов, о котором рассказано в разделе «Декоративная отделка металла». Если медное изделие небольшое, его опускают в раствор и выдepживают до тех пор, пока не будет получена нужная тональность окраски. На крупные рельефы патинирующий раствор наносят кистью или тряпичным тампоном, укрепленным на деревянной ручке. Покрытое патиной изделие промойте чистой водой. Затем протрите выпуклые участки рельефа мокрой тряпочкой с пемзовым или кирпичным порошком, просеянным через мелкое сито. Обрабатывайте выпуклые места до тex пор, пока на них не появится характерный металлический блеск. Снова промойте рельеф водой и высушите на открытом воздухе при комнатной температуре или протритесухими древесными опилками, которые почти мгновенно вбирают в себя влагу, оставшуюся па металле. Просушенный рельеф протрите машинным или льняным маслом, котороене только усиливает металлический блеск, но и надежно закрепляет патину на металле.
Обычно декоративная отделка чеканной посуды на этом заканчивается. А декоративныерельефы, выполненные на пластинах металла, еще нужно укрепить на основании. Выразительносмотрятся они на фоне древесины, с ярко выраженной текстурой, предварительно обожженной, окрашенной морилкой.
БАСМА
Тонкие листы металлической фольги с печатным рельефным узором, а также технику их изготовления издревле называют в декоративно-прикладном искусстве коротким словом – басма. В Древнюю Русь басма пришла из Средней Азии и в переводе с тюркских языков означает «тиснение». Ее техника отличается простотой и технологичностью приемов исполнения. Суть их заключалась в том, что тонкие металлические листы клали на отлитую заранее из бронзы матрицу с рельефным изображением. Сверху лист накрывали свинцовой пластинкой, но которой с силой ударяли молотком. Свинец заполнял углубления матрицы. Под его давлением мягкая фольга растягиваласьи, ложась яа поверхности рельефа, точно передавала все его особенности.
Уже в I тысячелетии н. э. славянские мастера использовали технику басмы для изготовления поясных бляшек, накладок, височных колец идругих украшений. Так же, как илитье, басма давала возможность получать большое количество одинаковых рельефных изображений, то есть тиражировать изделия. Внешне басменный рельеф мало чем отличается от литого. Поскольку наего создание уходит меньше металла, он гораздо легче. Экономия металла, особенно золота и серебра, – одна из основных причин, способствовавших широкому распространению техники басмы в Древней Руси. При раскопках древнего Новгорода в культурном слое XIІ века на усадьбе художника Олисея Петровича Гречина был найден фрагмент ризы для большой иконы с тиснением по мягкой бронзе. Сохранились иконыxiii – xiv веков из Суздаля, декорированные серебряными и золотыми орнаментами с тонкой проработкой деталей. Нередко древние мастера сочетали басму с чеканкой. При этом басменный рельеф был вспомогательным н служил как бы канвой, по которой выполнялась чеканка. Порой рельефы, выполненные в смешанной технике, трудно отличить от изначально чеканной работы. Мастера такой прием называли басмой на чеканноедело. В этой технике выполнены серебряные оклады икон ДонскойБогоматерн и Олигитрии (конец XIV – начало XV века), хранящиеся в Загорскоммузее.
Одной из вершин русской басмы является оклад иконы Дмитрия Солунского, выполненный в 1586 году. На нем древний мастер изобразил сложные многофигурные композиции, объединив их в единое целое традиционным басменным орнаментом в виде извивающихся растительных побегов, в изгибах которых расположил причудливые цветы. Излюбленный традиционныйорнамент служил своеобразным декоративным фоном, объединяющим клейма – многофигурные композиции, изображающие сцены христианской мифологии. В XVІІ векемотив вьюнка с пышными цветами в завитках постепенно исчезает. Позднее художники стали разрабатывать и развивать новые темы орнаментального декора.
Изготовление басмы не требует сложного оборудования, поэтому басменная техника может найти самое разнообразное применение не только в школьной, ни и домашней мастерской. Ее целесообразно применять в тех случаях, когда необходимо получить множество совершенно одинаковых узоров, например, для багета, идущего на изготовление карнизов и рам. Часто при изготовлении мебели применяют ручки с декоративным рельефом. Нужное число рельефов для этих ручек нетрудно сделать самостоятельно, используя технику басмы. При необходимости можно изготовить по заранее разработанным эскизам все возможные значки, эмблемы, накладные рельефы для призовых кубков и многое другое.
Рассмотрим более подробно процесс изготовления басмы на примере накладного рельефа для багета. Для работы подойдут медные, латунные и алюминиевые листы толщиной от 0,1 до 0,3 мм. Не всегда просто приобрести фольгу из цветного металла. Поэтому на первых пopaх, особенно на стадии овладения техническими приемами, может выручить такой бросовый материал, как алюминиевая фольга от тюбиков (например, из-под зубной пасты), а также консервные банки из алюминия. Использованный тюбик разрезают, промывают водой, а затем, положив внутренней золотистой стороной на гладкую поверхность стола, тщательно выглаживают деревянной, металлической или костяной гладилкой (можно использовать любой предмет с достаточно гладкойповерхностью).
Внутреннюю сторону, покрытую лаком, будем считать лицевой. Прежде чем пустить в дело листовой металл консервных банок, следует с помощью магнита убедиться, что они не железные, а алюминиевые. Банку разрезают на полосы нужной ширины. Затем полосы нагревают на огне до тех пор. пока они не приобретут темно-золотистый цвет, возникающий от воздействия высокой температуры на топнкий слой покрывающего их лака. При желании алюминиевые, полоски от консервной банки можно довести до темно-коричневого, почти черного цвета. Прокаленный металл не только приобретет темную окраску и ровный приятный блеск, но и станет мягким. Если в вашем распоряжении имеется медная или латунная фольга, то полосы, нарезанные из нее, скатывают в рулоны, накаляют на огне докрасна и затем резко опускают в холодную воду. Термообработка снимает виутрикристаллическое напряжение в металле, делает его мягче и пластичнее, и резкое охлаждение способствует удалению образовавшейся окалины. В отличие от латуни и меди алюминий нагревают до почернения контрольной черточки, проведенной заранее на поверхностиметалла мылом. Последовательность выполнения басменного узора дана на рис.1.
Изготовление матрицы. Матрицу отливают из бронзы и цинка в литейной форме, изготовленной из твердой модели, вырезанной из дерева (березы, бука, осины) или гипса. Модель из гипсавыполняют в следующей последовательности. Из жидкого гипса, имеющегоконсистенцию густой сметаны, отливают плиткy, соответствующую размерам модели рельефа. Кактолько гипс примерно через 15–20 минут затвердеет, но невысохнет окончательно, на негопереводят контуры узора. Затем скальпелем, ножом-косякоми узкими полукруглыми и прямыми стамесочками вырезают рельеф на глубину 1–3 мм. Поскольку гипс режетсяочень легко, инструменты для его обработки можно сделать из любого металла. Полукруглые стамесочки изготавливаютсяиз стальных перьев различной ширины,
Уже в I тысячелетии н. э. славянские мастера использовали технику басмы для изготовления поясных бляшек, накладок, височных колец идругих украшений. Так же, как илитье, басма давала возможность получать большое количество одинаковых рельефных изображений, то есть тиражировать изделия. Внешне басменный рельеф мало чем отличается от литого. Поскольку наего создание уходит меньше металла, он гораздо легче. Экономия металла, особенно золота и серебра, – одна из основных причин, способствовавших широкому распространению техники басмы в Древней Руси. При раскопках древнего Новгорода в культурном слое XIІ века на усадьбе художника Олисея Петровича Гречина был найден фрагмент ризы для большой иконы с тиснением по мягкой бронзе. Сохранились иконыxiii – xiv веков из Суздаля, декорированные серебряными и золотыми орнаментами с тонкой проработкой деталей. Нередко древние мастера сочетали басму с чеканкой. При этом басменный рельеф был вспомогательным н служил как бы канвой, по которой выполнялась чеканка. Порой рельефы, выполненные в смешанной технике, трудно отличить от изначально чеканной работы. Мастера такой прием называли басмой на чеканноедело. В этой технике выполнены серебряные оклады икон ДонскойБогоматерн и Олигитрии (конец XIV – начало XV века), хранящиеся в Загорскоммузее.
Одной из вершин русской басмы является оклад иконы Дмитрия Солунского, выполненный в 1586 году. На нем древний мастер изобразил сложные многофигурные композиции, объединив их в единое целое традиционным басменным орнаментом в виде извивающихся растительных побегов, в изгибах которых расположил причудливые цветы. Излюбленный традиционныйорнамент служил своеобразным декоративным фоном, объединяющим клейма – многофигурные композиции, изображающие сцены христианской мифологии. В XVІІ векемотив вьюнка с пышными цветами в завитках постепенно исчезает. Позднее художники стали разрабатывать и развивать новые темы орнаментального декора.
Изготовление басмы не требует сложного оборудования, поэтому басменная техника может найти самое разнообразное применение не только в школьной, ни и домашней мастерской. Ее целесообразно применять в тех случаях, когда необходимо получить множество совершенно одинаковых узоров, например, для багета, идущего на изготовление карнизов и рам. Часто при изготовлении мебели применяют ручки с декоративным рельефом. Нужное число рельефов для этих ручек нетрудно сделать самостоятельно, используя технику басмы. При необходимости можно изготовить по заранее разработанным эскизам все возможные значки, эмблемы, накладные рельефы для призовых кубков и многое другое.
Рассмотрим более подробно процесс изготовления басмы на примере накладного рельефа для багета. Для работы подойдут медные, латунные и алюминиевые листы толщиной от 0,1 до 0,3 мм. Не всегда просто приобрести фольгу из цветного металла. Поэтому на первых пopaх, особенно на стадии овладения техническими приемами, может выручить такой бросовый материал, как алюминиевая фольга от тюбиков (например, из-под зубной пасты), а также консервные банки из алюминия. Использованный тюбик разрезают, промывают водой, а затем, положив внутренней золотистой стороной на гладкую поверхность стола, тщательно выглаживают деревянной, металлической или костяной гладилкой (можно использовать любой предмет с достаточно гладкойповерхностью).
Внутреннюю сторону, покрытую лаком, будем считать лицевой. Прежде чем пустить в дело листовой металл консервных банок, следует с помощью магнита убедиться, что они не железные, а алюминиевые. Банку разрезают на полосы нужной ширины. Затем полосы нагревают на огне до тех пор. пока они не приобретут темно-золотистый цвет, возникающий от воздействия высокой температуры на топнкий слой покрывающего их лака. При желании алюминиевые, полоски от консервной банки можно довести до темно-коричневого, почти черного цвета. Прокаленный металл не только приобретет темную окраску и ровный приятный блеск, но и станет мягким. Если в вашем распоряжении имеется медная или латунная фольга, то полосы, нарезанные из нее, скатывают в рулоны, накаляют на огне докрасна и затем резко опускают в холодную воду. Термообработка снимает виутрикристаллическое напряжение в металле, делает его мягче и пластичнее, и резкое охлаждение способствует удалению образовавшейся окалины. В отличие от латуни и меди алюминий нагревают до почернения контрольной черточки, проведенной заранее на поверхностиметалла мылом. Последовательность выполнения басменного узора дана на рис.1.
Изготовление матрицы. Матрицу отливают из бронзы и цинка в литейной форме, изготовленной из твердой модели, вырезанной из дерева (березы, бука, осины) или гипса. Модель из гипсавыполняют в следующей последовательности. Из жидкого гипса, имеющегоконсистенцию густой сметаны, отливают плиткy, соответствующую размерам модели рельефа. Кактолько гипс примерно через 15–20 минут затвердеет, но невысохнет окончательно, на негопереводят контуры узора. Затем скальпелем, ножом-косякоми узкими полукруглыми и прямыми стамесочками вырезают рельеф на глубину 1–3 мм. Поскольку гипс режетсяочень легко, инструменты для его обработки можно сделать из любого металла. Полукруглые стамесочки изготавливаютсяиз стальных перьев различной ширины,