Страница:
В случае короткого замыкания (или утечки тока в землю, или при прикосновении человека к оголенному проводу и другим токоведущим деталям проводки или приборов) баланс магнитных потоков нарушается, во вторичной обмотке трансформатора появляется ток и магнитоэлектрическое реле порогового элемента мгновенно реагирует воздействием на исполнительный механизм, который, действуя по принципу расцепителя, обесточивает защищаемую цепь.
Может показаться, что УЗО фактически дублирует предохранители с плавкими вставками или автоматические выключатели, ведь они выполняют ту же функцию защиты электропроводки при коротком замыкании или перегрузке сети. Но это не совсем так: преимуществом УЗО перед обычными предохранителями является то, что оно, помимо защиты электропроводки от возможного возгорания и выхода из строя электроприборов, защищает и человека, сводя риск его поражения электрическим током к минимуму.
Если принято решение включить в цепь электропроводки своего жилища устройство защитного отключения, то следует помнить, что различают два типа таких устройств: электронные – зависимые от напряжения питания и электромеханические – не зависимые от напряжения питания.
Недостатком электронных УЗО является то, что их работоспособность зависит от наличия тока в цепи. Но, к сожалению, очень часто в электрических сетях происходит обрыв нулевого провода, цепь обрывается, но напряжение в сети сохраняется; человек, предполагая обесточку электропроводки, прикасается к токоведущим деталям, что приводит к поражению током. Электромеханические УЗО лишены этого недостатка и действуют независимо от наличия или колебания напряжения в сети. Поэтому электронные УЗО целесообразно использовать только как дополнительную подстраховку других защитных устройств на наиболее опасных участках электропроводки, например в особо влажных помещениях.
Остается только добавить, что монтаж и ремонт УЗО можно доверять только квалифицированным специалистам, имеющим лицензию на выполнение электромонтажных работ, – они помогут с выбором устройства. Чтобы не было сомнений относительно качества устройства, ориентироваться нужно на следующие сведения:
– среди отечественных УЗО, отвечающих требованиям Госстандарта и Главгосэнергонадзора и хорошо зарекомендовавших себя на практике, можно выделить два устройства – АСТРО*УЗО производства ОАО «Технопарк-Центр» (электромеханическое) и УЗО-2000 производства ОАО НИИ «Проектэлектромонтаж» (электронное);
– среди импортных УЗО хорощо зарекомендовали себя на российском рынке NFI 5 SZ 3227 (от концерна «Siеmens»); DX/D40 (от французской фирмы «Legrand»); F 360, F 370, DS 640/DS 650 (от фирмы ABB).
Последним (в списке, но не по значению) элементом электропроводки является счетчикэлектрической энергии: однофазный – для учета электроэнергии на бытовые нужды и трехфазный, если, например, домашняя мастерская оборудована станками с электродвигателями.
Поэтому целесообразно перед началом работ познакомиться с методами, обеспечивающими надежное соединение. Главная цель каждого соединения – надежный и долговечный контакт в электрической цепи.
Осуществляя соединения проводов, следует учитывать, что сопротивление соединения не должно превышать сопротивления самого провода; кроме того, в соединениях необходимо обеспечить достаточную механическую прочность, особенно на тех участках цепи, где не исключаются случайные растяжения.
По характеру выполнения соединения классифицируются на нераземные(сварка, пайка, опрессовка) и раземные(на болтах, винтовых зажимах, штыревых выводах или скрутка).
Как уже говорилось, наиболее распространенные провода для электропроводок – с алюминиевыми жилами, и стоят они относительно недорого. Однако именно алюминиевые жилы труднее всего соединять, потому что на их поверхности всегда присутствует оксидная пленка (твердая и тугоплавкая), которая образуется в результате реакции окисления алюминия кислородом.
Оксидная пленка – очень плохой проводник электрического тока, поэтому разъемные соединения заметно нагреваются. Конечно же, перед соединением проводов пленку можно удалить зачисткой, но она мгновенно образуется вновь. Кроме того, у алюминиевого провода низкий предел текучести; этот недостаток особенно четко проявляется в винтовых соединениях (винтовых зажимах): алюминий просто выдавливается из-под зажима, контакт при этом значительно ослабевает.
Оксидная пленка в значительной степени затрудняет и осуществление неразъемных соединений: при пайке она препятствует сцеплению жилы с припоем, а при сварке образует в расплаве нежелательные включения. К тому же плавится оксид алюминия при температуре не менее 2000 °C (это в 3 раза больше, чем температура плавления чистого алюминия).
Провода с медными жилами, а также с жилами, изготовленными из сплавов меди (латунные, бронзовые), лучше всего соединять пайкой.
Рассмотрим каждый из видов соединений в отдельности.
Скрутку проводов можно осуществить и бандажным методом: зачищенные концы зажимают в ручных тисках и обматывают мягкой зачищенной проволокой (для бандажа лучше всего брать медную проволоку диаметром 0,6–1,5 мм; при этом диаметр бандажной проволоки не должен быть больше диаметра скручиваемых жил). Среднюю часть бандажа следует сделать вразбежку: если впоследствии появится необходимость пропаять это соединение, припой будет лучше проникать к месту соединения проводов. После соединения концы проводов изгибают под прямым углом, а сверху накладывают еще 8–10 витков бандажа. Концы жил, оставшиеся от скрутки, опиливают напильником.
Метод простой или бандажной скрутки применим только для соединения проводов между собой, подсоединить провод к контактам электродеталей скруткой невозможно.
Самый удобный (и к тому же достаточно надежный) способ подсоединения проводов к электродеталям — соединение с помощью контактных зажимов,которые могут быть винтовыми и пружинными.
Техника осуществления соединений контактными зажимами следующая. Если в соединении участвуют однопроволочные алюминиевые и многопроволочные медные жилы, винтовые зажимы снабжают фасонной шайбой или шайбой-звездочкой, которая препятствует выдавливанию жилы из-под крепления; а для подсоединения проводов с алюминиевой жилой – еще и разрезной пружинной шайбой, которая обеспечивает постоянное давление на жилу (рис. 18).
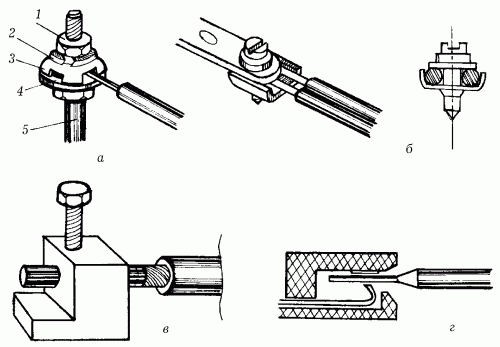 Рис. 18. Соединения контактными зажимами: а – соединение алюминиевого одножильного провода со штыревым выходом: 1 – гайка; 2 – разрезная пружинная шайба; 3 – фасонная шайба; 4 – стальная шайба; 5 – штыревой вывод; б – соединение двужильного провода плоским контактным винтовым зажимом; в – соединение жилы с выводом зажимно-тычкового типа; г – контактный пружинный зажим.
Рис. 18. Соединения контактными зажимами: а – соединение алюминиевого одножильного провода со штыревым выходом: 1 – гайка; 2 – разрезная пружинная шайба; 3 – фасонная шайба; 4 – стальная шайба; 5 – штыревой вывод; б – соединение двужильного провода плоским контактным винтовым зажимом; в – соединение жилы с выводом зажимно-тычкового типа; г – контактный пружинный зажим.
Перед соединением провод зачищают обычным порядком на участке, соответствующем трем диаметрам винта винтового зажима плюс 2–3 мм. Для обеспечения надежности контакта алюминиевые жилы можно зачистить мелкой наждачной бумагой, смазанной вазелином. Если жила многопроволочная, то на ее конце отдельные проволочки скручивают в плотный жгутик.
Затем конец жилы с помощью круглогубцев или пассатижей изгибают в кольцо (диаметром, равным диаметру винта зажима). Изгибать кольцо лучше всего по часовой стрелке, это предохранит его от раскручивания при затяжке винта. Зажимной винт или гайку затягивают до полного сжатия пружинной шайбы, после чего дожимают еще приблизительно на половину оборота.
В настоящее время электродетали оснащаются винтовыми крепежами зажимно-тычкового типа: при осуществлении таких соединений очищенный от изоляции и зачищенный конец провода в кольцо не изгибают, а прямой конец жилы вводят в зажим и прижимают винтом.
Контактно-зажимные соединения пружинного типа применяются в основном в светильниках с люминесцентными лампами для подсоединения проводов к патронам ламп. Их конструкция представляет собой пружинящую пластину из высококачественной бронзы, которая прочно прижимает жилу провода к корпусу зажима. Эта конструкция соединения полностью исключает самопроизвольный разъем, а, чтобы освободить провод в случае необходимости, в зажим достаточно вставить стальную спицу (жало тонкой отвертки), отогнуть пружинную пластину и освободить провод.
Все детали, использующиеся для соединения с алюминиевыми проводами, должны иметь антикоррозийное гальваническое покрытие. То же требование предъявляется и к стальным деталям.
Алюминиевый провод сечением 2,5 мм2соединяют с медными арматурными проводами (например, с проводами люстры), одножильными и многожильными, с помощью люстровых зажимов. Сначала соединяемые провода зачищают наждачной бумагой (медные обычным способом, а алюминиевые – под слоем вазелина) и смазывают кварцево-вазелиновой пастой. После зачистки провода присоединяют к планке и прижимают винтами с пружинными шайбами. Соединение вкладывают в основание люстрового зажима и закрывают крышкой.
Приобретая электродетали с винтовыми зажимами, необходимо обращать внимание на тип зажимов, ибо некоторые электроустановочные устройства (ряд резьбовых патронов для ламп накаливания, патроны для люминесцентных ламп и стартеров, проходные и встроенные малогабаритные выключатели) укомплектованы зажимами, которые предусматривают соединения только с медными проводами.
Такой метод соединения проводов, как пайка, широко применяется для соединения электрических контактов – и в проводах, и в электробытовых приборах для соединений выводов электроэлементов. Очень часто пайку используют в радиоэлектронной аппаратуре. Однако применение пайки не распространяется на контакты, которые подвергаются механическим воздействиям или нагреву.
В процессе пайки, помимо жил проводов и поверхностей контактов, к которым провода присоединяют, участвуют также припои и флюсы.
Припоем называется свинцово-оловянный сплав в виде проволоки или палочки, который при пайке играет роль соединяющего материала. Для пайки обычных проводов выпускаются припои двух марок: ПОС-30 или ПОС-40; они отличаются друг от друга содержанием олова в процентах по массе (соответственно 30 и 40 %). Температура плавления припоев для ПОС-30 равна 225 °C, а для ПОС-40 – 234 °C. Для пайки полупроводниковых приборов используют припои с добавлением висмута, галлия, кадмия; добавки сообщают припоям легкоплавкость, температура их плавления не превышает 150 °C. Если в пайке участвуют детали из металлокерамики, то в качестве припоя используют порошковую смесь.
Флюсы в процессе пайки играют роль изоляторов припаиваемых поверхностей от образования окисной пленки при нагреве; кроме того, они снижают поверхностное натяжение припоя. Флюсы должны отвечать следующим требованиям:
– в интервале температур плавления припоя флюсы должны сохранять стабильность своего химического состава (не разлагаться на составляющие) и активности;
– они не должны вступать в химическую реакцию с металлом и припоем;
– продукты взаимодействия флюсов с окисной пленкой должны легко удаляться промывкой или испарением;
– флюсы должны обладать достаточно высокой жидкотекучестью.
Универсальными флюсами (подходящими для пайки и алюминиевых, и медных проводов с деталями из различных металлов) являются канифоль и паяльная кислота. Для пайки стальных проводов более подходящим будет флюс следующего состава: 3 части травленой соляной кислоты и 1 часть насыщенного водного раствора нашатырного спирта.
В продаже имеются сплавы в виде брусков или проволоки, в которых объединены припой и флюс.
Перед спайкой концы проводов освобождают от изоляции и тщательно зачищают наждачной бумагой до появления блеска. Чтобы получить более прочное соединение, концы жил предпочтительнее залудить (покрыть слоем расплавленного припоя).
Далее концы закрепляют между собой скруткой. Способов скрутки жил для осуществления пайки существует множество (рис. 19–22). Применение того или иного способа зависит от материала жилы, ее сечения и функционального назначения соединения.
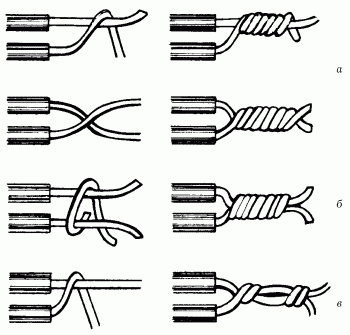 Рис. 19. Техника параллельной скрутки: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
Рис. 19. Техника параллельной скрутки: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
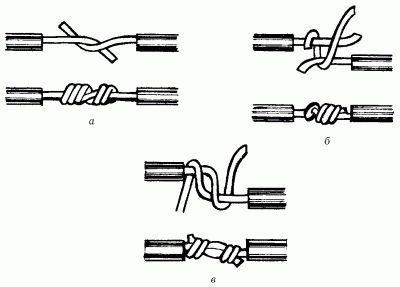 Рис. 20. Техника последовательной скрутки: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
Рис. 20. Техника последовательной скрутки: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
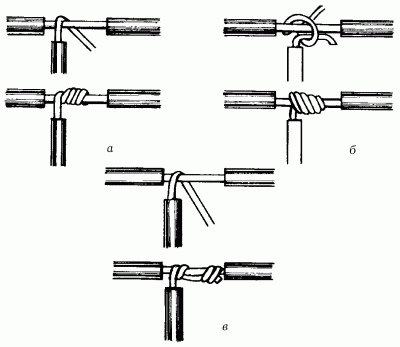 Рис. 21. Техника скрутки при соединении ответвлений: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
Рис. 21. Техника скрутки при соединении ответвлений: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
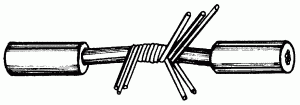 Рис. 22. Скрутка многопроволочных жил.
Рис. 22. Скрутка многопроволочных жил.
Медные жилы перед пайкой можно скручивать любым способом, а алюминиевые предпочтительнее желобком (при этом способе практически вся поверхность контактируемых жил закрывается припоем, поэтому она надежнее защищена от образования оксидной пленки.
При пайке проводов с большим сечением жил лучше всего применить бандажную скрутку или сочетание бандажной скрутки и скрутки желобком, так как плотно и прочно скрутить между собой жилы большого сечения затруднительно. Поверхность проволоки бандажа также следует залудить расплавленным припоем.
Если предстоит соединить пайкой многопроволочные жилы, то после зачистки проволочки каждой жилы переплетают между собой в косички и только после этого производят скрутку (рис. 22).
Техника пайки не представляет особой сложности. Она состоит из следующих этапов:
1. Нагревают паяльник. Степень нагрева можно проверить погружением жала паяльника в твердый нашатырь: если нашатырь шипит и от него идет сизый дым, то паяльник прогрет достаточно и можно приступать к пайке; перегревать паяльник не стоит;
2. В процессе нагревания на жале паяльника обычно образуется окалина, поэтому ее необходимо очистить напильником;
3. Рабочую часть паяльника погружают сначала во флюс, а затем в припой, так чтобы на его жале остались капельки расплавленного припоя. Не стоит брать очень большие капли припоя, вполне достаточно такого количества, чтобы припой при пайке охватил провода со всех сторон и при этом витки бандажа или скрутки просматривались из-под слоя;
4. Прогревают паяльником поверхности скрученных жил, заполняя зазоры между ними расплавленным припоем;
6. Когда место спайки остынет, ватным тампоном, смоченным в ацетоне, удаляют остатки флюса и продукты его реакции с оксидной пленкой.
Если паяется скрутка из толстых жил, то для получения прочного соединения необходимо большое количество припоя, которое невозможно донести за один раз на жале паяльника. В этом случае пайку проще выполнять несколько иначе: паяльником нагревают скрученные жилы проводов, затем непосредственно к жалу паяльника подносят палочку припоя, припой плавится и сам затекает на скрутку.
Как мы уже говорили, паять алюминиевые жилы достаточно сложно из-за оксидной пленки, которая моментально образуется на поверхности алюминия даже после тщательной его зачистки.
Чтобы облегчить процесс пайки, можно воспользоваться одним из двух способов:
– во-первых, алюминиевые жилы можно предварительно зачистить наждачной бумагой, обильно смазанной вазелином. Абразивные частички наждачной бумаги удалят оксидную пленку, а вазелин будет препятствовать ее повторному образованию;
– во-вторых, чтобы избежать образования оксидной пленки, залуживание концов жил перед скруткой нужно производить под слоем швейного масла или расплавленной канифоли, добавив в них немного стальных опилок. Жалом паяльника под нажимом натирают жилу, стальные опилки при этом сдирают оксидную пленку, а слой масла или канифоли изолирует жилу от взаимодействия алюминия с кислородом воздуха.
После пайки стальных проводов продукты взаимодействия флюса с оксидной пленкой удаляют масляной тряпкой и охлаждают. Слой припоя, как и в других случаях, должен покрывать всю скрутку.
Но самое надежное и прочное соединение как алюминиевых, так и медных проводов обеспечивает сварка. Хотя этот способ более сложен и более трудоемок по сравнению с другими видами соединений, а также требует специального оборудования, он все же доступен в бытовых условиях (при прокладке и ремонте электропроводки и электроприборов своими силами). Суть сварки заключается в контактном разогреве концов жил угольным электродом до образования расплавленного шарика, который образуется в месте контакта проводов с электродом.
Применение метода сварки при соединении алюминиевых или медных жил ограничено их сечением: можно сваривать алюминиевые жилы, если их сечение не превышает 10 мм2, а медные – при сечении 4 мм2.
Для производства сварочных работ используют лабораторный 9-амперный автотрансформатор (ЛАТР), несколько видоизмененный для выполнения данной операции. С трансформатора необходимо снять ползунок, регулирующий напряжение, а поверх сетевой (первичной) обмотки намотать обмотку вторичную. Вторичную обмотку необходимо изолировать от сетевой несколькими слоями специальной трансформаторной бумаги и несколькими слоями изоляционной ленты на хлопчатобумажной основе или лакоткани. После такого переоборудования напряжение на выходе трансформатора должно быть не менее 6–10 В и мощность не менее 0,5 кВт.
Электрод и концы свариваемых жил подключают к концам вторичной обмотки трансформатора.
При отсутствии прибора ЛАТР его можно изготовить (намотать) самостоятельно. В качестве сердечника трансформатора берут Ш-образное трансформаторное железо; сечение магнитопровода должно быть не менее 25 см2. Количество витков для первичной и вторичной обмоток несложно подсчитать по следующим формулам:
 где W1 и W2 – число витков первичной и вторичной обмоток;
где W1 и W2 – число витков первичной и вторичной обмоток;
U1 и U2 – напряжение на входе и на выходе трансформатора;
S – сечение магнитопровода трансформаторного Ш-образного железа.
Рассмотрим конкретный пример: необходимо намотать трансформатор с сечением магнитопровода в 30 см2, который можно использовать при сетевом напряжении 220 В; напряжение на выходе должно быть 10 В. При таких условиях W1 = 40 x 220/30 = 293,33, то есть 293; W2 = 40 x 10/30 = 13,33, то есть 13. Таким образом, первичная обмотка трансформатора должна состоять из 293 витков, а вторичная – из 13. При условии, что для первичной обмотки необходимо использовать провод диаметром 0,8–1 мм, общее сечение проводов вторичной обмотки должно быть не меньше 15–20 мм2. Обмотку удобнее всего наматывать одновременно тремя параллельными проводами диаметром по 3 мм.
Для изготовления электрода можно использовать угольную щетку старого коллекторного электродвигателя или графитовый вкладыш троллейбусной штанги. В щетке или вкладыше выдалбливают небольшую лунку, в которую помещают флюс и которая способствует формированию из расплава шарика. Готовый электрод с флюсом надежно фиксируют в зажимах.
При сварочных работах на таком оборудовании необходим помощник, поскольку, манипулируя двумя контактами одновременно, нельзя самостоятельно включить и выключить трансформатор. Но если, кроме трансформатора, сделать зажим (рис. 23), который одновременно будет фиксировать и угольный электрод, и соединяемые провода, то помощник окажется лишним.
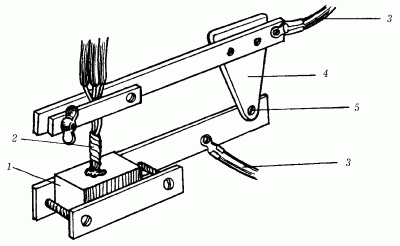 Рис. 23. Шарнирный зажим для соединения проводов способом сварки: 1 – угольный электрод; 2 – скрутка из жил; 3 – жилы для подключения к сварочному трансформатору; 4 – изоляционная пластина; 5 – шарнирное соединение.
Рис. 23. Шарнирный зажим для соединения проводов способом сварки: 1 – угольный электрод; 2 – скрутка из жил; 3 – жилы для подключения к сварочному трансформатору; 4 – изоляционная пластина; 5 – шарнирное соединение.
Подготовка проводов для осуществления неразъемного соединения способом сварки аналогична подготовке к пайке, хотя имеет одну особенность: скручивание проводов для сварки необходимо выполнять только параллельным способом, а оставшиеся от скрутки концы жил должны иметь одинаковую длину, обеспечивающую обеим жилам надежный контакт с угольным электродом (рис. 24).
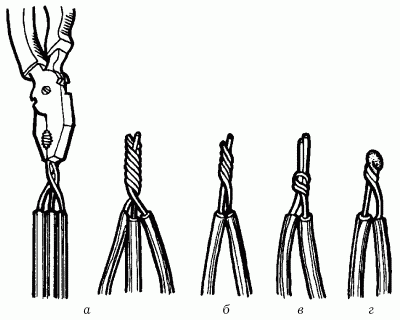 Рис. 24. Способ скрутки под сварку: а – алюминиевые жилы; б, в – алюминиевая и медная жилы; г – готовое сварное соединение.
Рис. 24. Способ скрутки под сварку: а – алюминиевые жилы; б, в – алюминиевая и медная жилы; г – готовое сварное соединение.
В процессе сварки также участвует флюс. Его назначение то же, что и при пайке, – защитить расплав от кислорода воздуха. Состоит флюс для сварки из 5 частей хлористого калия, 3 частей хлористого натрия и 2 частей криолита; можно использовать в качестве сварочного флюса и обычную буру (тетраборат натрия).
Процесс сварки производят в следующем порядке: угольный электрод обжигают (безопаснее это делать на открытом воздухе), в лунку угольного электрода насыпают флюс, в массу флюса опускают скрутку проводов и прижимают к электроду, включают трансформатор. Под действием электрического тока угольный электрод начинает разогреваться, флюс расплавляется и обволакивает свариваемые жилы, прекращая доступ к ним кислорода и тем самым предотвращая окисление металла жил. Когда достигается температура плавления металла, жилы оплавляются и сливаются в шарик. Трансформатор отключают. Для того чтобы трансформатор можно было отключить в любой момент, в его конструкции используют проходной выключатель (такие обычно применяются на шнурах торшеров), который отводят отдельным шнуром и держат в руке.
После того как место спайки окончательно остынет и затвердеет (размыкать контакт жил и электрода раньше этого времени нельзя, так как можно получить серьезный ожог брызгами расплавленного металла), его очищают от флюса, покрывают лаком и изолируют.
Где следует установить сварочный трансформатор на время сварки? Исходя из соображений качества сварных работ, трансформатор должен находиться в непосредственной близости от места работы, то есть длина жил, соединяющих трансформатор с угольным электродом и свариваемыми жилами, должна быть минимальной. Чем дальше находится трансформатор от того места, где делают сварку, тем больше потери напряжения из-за протяженности электрической линии, а следовательно, страдает качество сварного соединения.
Без опыта сварных работ при необходимости получить соединение проводов (или провода с деталью) именно посредством сварки не следует торопиться делать сразу ответственную операцию – сначала лучше освоить технологию сварки на ненужных обрезках проводов.
Соединение и оконцевание проводов опрессовкойпроизводят следующим образом. Провода и кабели освобождают от изоляции на участке, равном по длине трубчатой части наконечника (половина длины соединительной гильзы) плюс 2 мм для проводов и 10 мм для кабелей. Освобожденный от изоляции конец провода покрывают слоем вазелина или пасты и зачищают металлической щеткой до блеска. Затем очищают конец провода от загрязненного вазелина и снова покрывают его чистым вазелином.
Зачищенный конец жилы вводят в очищенный и заполненный цинковазелиновой или кварцево-вазелиновой пастой наконечник или соединительную гильзу таким образом, чтобы жила входила в наконечник до упора, а в соединительную гильзу – на половину ее длины. После этого вдавливают в двух местах, то есть делают опрессовку. Для жил сечением 16–50 мм2используют клещи типа ПК-1, для жил сечением 16–240 мм2– гидропресс типа РГП-7М, а при сечении жил 2,5–10 мм2– клещи типа ПК-2.
После удаления заусенцев и контрольного осмотра опрессованных гильз или наконечников участок жилы провода или кабеля между наконечником и изоляцией или гильзой и изоляцией тщательно очищают от остатков пасты, покрывают для защиты от коррозии влагонепроницаемым лаком воздушной сушки (например, асфальтовым) и обматывают изоляционной лентой.
Сверху изоляционную ленту покрывают слоем такого же лака.
Соединение и ответвление предварительно скрученных однопроволочных алюминиевых жил сечением 2,5–10 мм2может быть выполнено опрессовкой (без гильз и пасты) с помощью клещей КСП-4. При этом способе для получения хорошего контакта необходимо особо тщательно зачистить соединительные концы и сохранить в процессе опрессовки их чистоту и чистоту обжимающих элементов клещей.
Может показаться, что УЗО фактически дублирует предохранители с плавкими вставками или автоматические выключатели, ведь они выполняют ту же функцию защиты электропроводки при коротком замыкании или перегрузке сети. Но это не совсем так: преимуществом УЗО перед обычными предохранителями является то, что оно, помимо защиты электропроводки от возможного возгорания и выхода из строя электроприборов, защищает и человека, сводя риск его поражения электрическим током к минимуму.
Если принято решение включить в цепь электропроводки своего жилища устройство защитного отключения, то следует помнить, что различают два типа таких устройств: электронные – зависимые от напряжения питания и электромеханические – не зависимые от напряжения питания.
Недостатком электронных УЗО является то, что их работоспособность зависит от наличия тока в цепи. Но, к сожалению, очень часто в электрических сетях происходит обрыв нулевого провода, цепь обрывается, но напряжение в сети сохраняется; человек, предполагая обесточку электропроводки, прикасается к токоведущим деталям, что приводит к поражению током. Электромеханические УЗО лишены этого недостатка и действуют независимо от наличия или колебания напряжения в сети. Поэтому электронные УЗО целесообразно использовать только как дополнительную подстраховку других защитных устройств на наиболее опасных участках электропроводки, например в особо влажных помещениях.
Остается только добавить, что монтаж и ремонт УЗО можно доверять только квалифицированным специалистам, имеющим лицензию на выполнение электромонтажных работ, – они помогут с выбором устройства. Чтобы не было сомнений относительно качества устройства, ориентироваться нужно на следующие сведения:
– среди отечественных УЗО, отвечающих требованиям Госстандарта и Главгосэнергонадзора и хорошо зарекомендовавших себя на практике, можно выделить два устройства – АСТРО*УЗО производства ОАО «Технопарк-Центр» (электромеханическое) и УЗО-2000 производства ОАО НИИ «Проектэлектромонтаж» (электронное);
– среди импортных УЗО хорощо зарекомендовали себя на российском рынке NFI 5 SZ 3227 (от концерна «Siеmens»); DX/D40 (от французской фирмы «Legrand»); F 360, F 370, DS 640/DS 650 (от фирмы ABB).
Последним (в списке, но не по значению) элементом электропроводки является счетчикэлектрической энергии: однофазный – для учета электроэнергии на бытовые нужды и трехфазный, если, например, домашняя мастерская оборудована станками с электродвигателями.
Соединение и оконцевание проводов и кабелей
Чтобы почувствовать себя в своей квартире уверенно и безопасно, следует проверить, соответствует ли сечение проводов электропроводки максимальной фактической нагрузке, а также току защитных предохранителей или автоматического выключателя. Наиболее часто нарушение контакта происходит в местах соединения проводов. Работоспособность и долговечность электропроводки во многом зависят от того, насколько качественно произведено соединение проводов между собой и соединение проводов с контактами электродеталей.Поэтому целесообразно перед началом работ познакомиться с методами, обеспечивающими надежное соединение. Главная цель каждого соединения – надежный и долговечный контакт в электрической цепи.
Осуществляя соединения проводов, следует учитывать, что сопротивление соединения не должно превышать сопротивления самого провода; кроме того, в соединениях необходимо обеспечить достаточную механическую прочность, особенно на тех участках цепи, где не исключаются случайные растяжения.
По характеру выполнения соединения классифицируются на нераземные(сварка, пайка, опрессовка) и раземные(на болтах, винтовых зажимах, штыревых выводах или скрутка).
Как уже говорилось, наиболее распространенные провода для электропроводок – с алюминиевыми жилами, и стоят они относительно недорого. Однако именно алюминиевые жилы труднее всего соединять, потому что на их поверхности всегда присутствует оксидная пленка (твердая и тугоплавкая), которая образуется в результате реакции окисления алюминия кислородом.
Оксидная пленка – очень плохой проводник электрического тока, поэтому разъемные соединения заметно нагреваются. Конечно же, перед соединением проводов пленку можно удалить зачисткой, но она мгновенно образуется вновь. Кроме того, у алюминиевого провода низкий предел текучести; этот недостаток особенно четко проявляется в винтовых соединениях (винтовых зажимах): алюминий просто выдавливается из-под зажима, контакт при этом значительно ослабевает.
Оксидная пленка в значительной степени затрудняет и осуществление неразъемных соединений: при пайке она препятствует сцеплению жилы с припоем, а при сварке образует в расплаве нежелательные включения. К тому же плавится оксид алюминия при температуре не менее 2000 °C (это в 3 раза больше, чем температура плавления чистого алюминия).
Провода с медными жилами, а также с жилами, изготовленными из сплавов меди (латунные, бронзовые), лучше всего соединять пайкой.
Рассмотрим каждый из видов соединений в отдельности.
Разъемные соединения
Самый простой способ соединения проводов между собой – простая скрутка. Для того чтобы его осуществить, необходимо концы провода на длине 3–5 см освободить от изоляции и зачистить до блеска мелким напильником или наждачной бумагой. Скручивать жилы нужно очень плотно, виток к витку. Оставшиеся после скрутки концы осторожно спиливают напильником, а крайние витки поджимают пассатижами.Скрутку проводов можно осуществить и бандажным методом: зачищенные концы зажимают в ручных тисках и обматывают мягкой зачищенной проволокой (для бандажа лучше всего брать медную проволоку диаметром 0,6–1,5 мм; при этом диаметр бандажной проволоки не должен быть больше диаметра скручиваемых жил). Среднюю часть бандажа следует сделать вразбежку: если впоследствии появится необходимость пропаять это соединение, припой будет лучше проникать к месту соединения проводов. После соединения концы проводов изгибают под прямым углом, а сверху накладывают еще 8–10 витков бандажа. Концы жил, оставшиеся от скрутки, опиливают напильником.
Метод простой или бандажной скрутки применим только для соединения проводов между собой, подсоединить провод к контактам электродеталей скруткой невозможно.
Самый удобный (и к тому же достаточно надежный) способ подсоединения проводов к электродеталям — соединение с помощью контактных зажимов,которые могут быть винтовыми и пружинными.
Техника осуществления соединений контактными зажимами следующая. Если в соединении участвуют однопроволочные алюминиевые и многопроволочные медные жилы, винтовые зажимы снабжают фасонной шайбой или шайбой-звездочкой, которая препятствует выдавливанию жилы из-под крепления; а для подсоединения проводов с алюминиевой жилой – еще и разрезной пружинной шайбой, которая обеспечивает постоянное давление на жилу (рис. 18).
Перед соединением провод зачищают обычным порядком на участке, соответствующем трем диаметрам винта винтового зажима плюс 2–3 мм. Для обеспечения надежности контакта алюминиевые жилы можно зачистить мелкой наждачной бумагой, смазанной вазелином. Если жила многопроволочная, то на ее конце отдельные проволочки скручивают в плотный жгутик.
Затем конец жилы с помощью круглогубцев или пассатижей изгибают в кольцо (диаметром, равным диаметру винта зажима). Изгибать кольцо лучше всего по часовой стрелке, это предохранит его от раскручивания при затяжке винта. Зажимной винт или гайку затягивают до полного сжатия пружинной шайбы, после чего дожимают еще приблизительно на половину оборота.
В настоящее время электродетали оснащаются винтовыми крепежами зажимно-тычкового типа: при осуществлении таких соединений очищенный от изоляции и зачищенный конец провода в кольцо не изгибают, а прямой конец жилы вводят в зажим и прижимают винтом.
Контактно-зажимные соединения пружинного типа применяются в основном в светильниках с люминесцентными лампами для подсоединения проводов к патронам ламп. Их конструкция представляет собой пружинящую пластину из высококачественной бронзы, которая прочно прижимает жилу провода к корпусу зажима. Эта конструкция соединения полностью исключает самопроизвольный разъем, а, чтобы освободить провод в случае необходимости, в зажим достаточно вставить стальную спицу (жало тонкой отвертки), отогнуть пружинную пластину и освободить провод.
Все детали, использующиеся для соединения с алюминиевыми проводами, должны иметь антикоррозийное гальваническое покрытие. То же требование предъявляется и к стальным деталям.
Алюминиевый провод сечением 2,5 мм2соединяют с медными арматурными проводами (например, с проводами люстры), одножильными и многожильными, с помощью люстровых зажимов. Сначала соединяемые провода зачищают наждачной бумагой (медные обычным способом, а алюминиевые – под слоем вазелина) и смазывают кварцево-вазелиновой пастой. После зачистки провода присоединяют к планке и прижимают винтами с пружинными шайбами. Соединение вкладывают в основание люстрового зажима и закрывают крышкой.
Приобретая электродетали с винтовыми зажимами, необходимо обращать внимание на тип зажимов, ибо некоторые электроустановочные устройства (ряд резьбовых патронов для ламп накаливания, патроны для люминесцентных ламп и стартеров, проходные и встроенные малогабаритные выключатели) укомплектованы зажимами, которые предусматривают соединения только с медными проводами.
Неразъемные соединения
Все способы разъемных соединений удобны прежде всего тем, что в случае необходимости их легко разобрать и затем вновь восстановить. Однако соединения этого типа не всегда обеспечивают высокую надежность и долговечность контакта. Поэтому в случаях, когда необходимо обеспечить особую прочность соединения, его производят неразъемнымспособом: пайкой, сваркой или опрессовкой.Такой метод соединения проводов, как пайка, широко применяется для соединения электрических контактов – и в проводах, и в электробытовых приборах для соединений выводов электроэлементов. Очень часто пайку используют в радиоэлектронной аппаратуре. Однако применение пайки не распространяется на контакты, которые подвергаются механическим воздействиям или нагреву.
В процессе пайки, помимо жил проводов и поверхностей контактов, к которым провода присоединяют, участвуют также припои и флюсы.
Припоем называется свинцово-оловянный сплав в виде проволоки или палочки, который при пайке играет роль соединяющего материала. Для пайки обычных проводов выпускаются припои двух марок: ПОС-30 или ПОС-40; они отличаются друг от друга содержанием олова в процентах по массе (соответственно 30 и 40 %). Температура плавления припоев для ПОС-30 равна 225 °C, а для ПОС-40 – 234 °C. Для пайки полупроводниковых приборов используют припои с добавлением висмута, галлия, кадмия; добавки сообщают припоям легкоплавкость, температура их плавления не превышает 150 °C. Если в пайке участвуют детали из металлокерамики, то в качестве припоя используют порошковую смесь.
Флюсы в процессе пайки играют роль изоляторов припаиваемых поверхностей от образования окисной пленки при нагреве; кроме того, они снижают поверхностное натяжение припоя. Флюсы должны отвечать следующим требованиям:
– в интервале температур плавления припоя флюсы должны сохранять стабильность своего химического состава (не разлагаться на составляющие) и активности;
– они не должны вступать в химическую реакцию с металлом и припоем;
– продукты взаимодействия флюсов с окисной пленкой должны легко удаляться промывкой или испарением;
– флюсы должны обладать достаточно высокой жидкотекучестью.
Универсальными флюсами (подходящими для пайки и алюминиевых, и медных проводов с деталями из различных металлов) являются канифоль и паяльная кислота. Для пайки стальных проводов более подходящим будет флюс следующего состава: 3 части травленой соляной кислоты и 1 часть насыщенного водного раствора нашатырного спирта.
В продаже имеются сплавы в виде брусков или проволоки, в которых объединены припой и флюс.
Перед спайкой концы проводов освобождают от изоляции и тщательно зачищают наждачной бумагой до появления блеска. Чтобы получить более прочное соединение, концы жил предпочтительнее залудить (покрыть слоем расплавленного припоя).
Далее концы закрепляют между собой скруткой. Способов скрутки жил для осуществления пайки существует множество (рис. 19–22). Применение того или иного способа зависит от материала жилы, ее сечения и функционального назначения соединения.
Медные жилы перед пайкой можно скручивать любым способом, а алюминиевые предпочтительнее желобком (при этом способе практически вся поверхность контактируемых жил закрывается припоем, поэтому она надежнее защищена от образования оксидной пленки.
При пайке проводов с большим сечением жил лучше всего применить бандажную скрутку или сочетание бандажной скрутки и скрутки желобком, так как плотно и прочно скрутить между собой жилы большого сечения затруднительно. Поверхность проволоки бандажа также следует залудить расплавленным припоем.
Если предстоит соединить пайкой многопроволочные жилы, то после зачистки проволочки каждой жилы переплетают между собой в косички и только после этого производят скрутку (рис. 22).
Техника пайки не представляет особой сложности. Она состоит из следующих этапов:
1. Нагревают паяльник. Степень нагрева можно проверить погружением жала паяльника в твердый нашатырь: если нашатырь шипит и от него идет сизый дым, то паяльник прогрет достаточно и можно приступать к пайке; перегревать паяльник не стоит;
2. В процессе нагревания на жале паяльника обычно образуется окалина, поэтому ее необходимо очистить напильником;
3. Рабочую часть паяльника погружают сначала во флюс, а затем в припой, так чтобы на его жале остались капельки расплавленного припоя. Не стоит брать очень большие капли припоя, вполне достаточно такого количества, чтобы припой при пайке охватил провода со всех сторон и при этом витки бандажа или скрутки просматривались из-под слоя;
4. Прогревают паяльником поверхности скрученных жил, заполняя зазоры между ними расплавленным припоем;
6. Когда место спайки остынет, ватным тампоном, смоченным в ацетоне, удаляют остатки флюса и продукты его реакции с оксидной пленкой.
Если паяется скрутка из толстых жил, то для получения прочного соединения необходимо большое количество припоя, которое невозможно донести за один раз на жале паяльника. В этом случае пайку проще выполнять несколько иначе: паяльником нагревают скрученные жилы проводов, затем непосредственно к жалу паяльника подносят палочку припоя, припой плавится и сам затекает на скрутку.
Как мы уже говорили, паять алюминиевые жилы достаточно сложно из-за оксидной пленки, которая моментально образуется на поверхности алюминия даже после тщательной его зачистки.
Чтобы облегчить процесс пайки, можно воспользоваться одним из двух способов:
– во-первых, алюминиевые жилы можно предварительно зачистить наждачной бумагой, обильно смазанной вазелином. Абразивные частички наждачной бумаги удалят оксидную пленку, а вазелин будет препятствовать ее повторному образованию;
– во-вторых, чтобы избежать образования оксидной пленки, залуживание концов жил перед скруткой нужно производить под слоем швейного масла или расплавленной канифоли, добавив в них немного стальных опилок. Жалом паяльника под нажимом натирают жилу, стальные опилки при этом сдирают оксидную пленку, а слой масла или канифоли изолирует жилу от взаимодействия алюминия с кислородом воздуха.
После пайки стальных проводов продукты взаимодействия флюса с оксидной пленкой удаляют масляной тряпкой и охлаждают. Слой припоя, как и в других случаях, должен покрывать всю скрутку.
Но самое надежное и прочное соединение как алюминиевых, так и медных проводов обеспечивает сварка. Хотя этот способ более сложен и более трудоемок по сравнению с другими видами соединений, а также требует специального оборудования, он все же доступен в бытовых условиях (при прокладке и ремонте электропроводки и электроприборов своими силами). Суть сварки заключается в контактном разогреве концов жил угольным электродом до образования расплавленного шарика, который образуется в месте контакта проводов с электродом.
Применение метода сварки при соединении алюминиевых или медных жил ограничено их сечением: можно сваривать алюминиевые жилы, если их сечение не превышает 10 мм2, а медные – при сечении 4 мм2.
Для производства сварочных работ используют лабораторный 9-амперный автотрансформатор (ЛАТР), несколько видоизмененный для выполнения данной операции. С трансформатора необходимо снять ползунок, регулирующий напряжение, а поверх сетевой (первичной) обмотки намотать обмотку вторичную. Вторичную обмотку необходимо изолировать от сетевой несколькими слоями специальной трансформаторной бумаги и несколькими слоями изоляционной ленты на хлопчатобумажной основе или лакоткани. После такого переоборудования напряжение на выходе трансформатора должно быть не менее 6–10 В и мощность не менее 0,5 кВт.
Электрод и концы свариваемых жил подключают к концам вторичной обмотки трансформатора.
При отсутствии прибора ЛАТР его можно изготовить (намотать) самостоятельно. В качестве сердечника трансформатора берут Ш-образное трансформаторное железо; сечение магнитопровода должно быть не менее 25 см2. Количество витков для первичной и вторичной обмоток несложно подсчитать по следующим формулам:
U1 и U2 – напряжение на входе и на выходе трансформатора;
S – сечение магнитопровода трансформаторного Ш-образного железа.
Рассмотрим конкретный пример: необходимо намотать трансформатор с сечением магнитопровода в 30 см2, который можно использовать при сетевом напряжении 220 В; напряжение на выходе должно быть 10 В. При таких условиях W1 = 40 x 220/30 = 293,33, то есть 293; W2 = 40 x 10/30 = 13,33, то есть 13. Таким образом, первичная обмотка трансформатора должна состоять из 293 витков, а вторичная – из 13. При условии, что для первичной обмотки необходимо использовать провод диаметром 0,8–1 мм, общее сечение проводов вторичной обмотки должно быть не меньше 15–20 мм2. Обмотку удобнее всего наматывать одновременно тремя параллельными проводами диаметром по 3 мм.
Для изготовления электрода можно использовать угольную щетку старого коллекторного электродвигателя или графитовый вкладыш троллейбусной штанги. В щетке или вкладыше выдалбливают небольшую лунку, в которую помещают флюс и которая способствует формированию из расплава шарика. Готовый электрод с флюсом надежно фиксируют в зажимах.
При сварочных работах на таком оборудовании необходим помощник, поскольку, манипулируя двумя контактами одновременно, нельзя самостоятельно включить и выключить трансформатор. Но если, кроме трансформатора, сделать зажим (рис. 23), который одновременно будет фиксировать и угольный электрод, и соединяемые провода, то помощник окажется лишним.
Подготовка проводов для осуществления неразъемного соединения способом сварки аналогична подготовке к пайке, хотя имеет одну особенность: скручивание проводов для сварки необходимо выполнять только параллельным способом, а оставшиеся от скрутки концы жил должны иметь одинаковую длину, обеспечивающую обеим жилам надежный контакт с угольным электродом (рис. 24).
В процессе сварки также участвует флюс. Его назначение то же, что и при пайке, – защитить расплав от кислорода воздуха. Состоит флюс для сварки из 5 частей хлористого калия, 3 частей хлористого натрия и 2 частей криолита; можно использовать в качестве сварочного флюса и обычную буру (тетраборат натрия).
Процесс сварки производят в следующем порядке: угольный электрод обжигают (безопаснее это делать на открытом воздухе), в лунку угольного электрода насыпают флюс, в массу флюса опускают скрутку проводов и прижимают к электроду, включают трансформатор. Под действием электрического тока угольный электрод начинает разогреваться, флюс расплавляется и обволакивает свариваемые жилы, прекращая доступ к ним кислорода и тем самым предотвращая окисление металла жил. Когда достигается температура плавления металла, жилы оплавляются и сливаются в шарик. Трансформатор отключают. Для того чтобы трансформатор можно было отключить в любой момент, в его конструкции используют проходной выключатель (такие обычно применяются на шнурах торшеров), который отводят отдельным шнуром и держат в руке.
После того как место спайки окончательно остынет и затвердеет (размыкать контакт жил и электрода раньше этого времени нельзя, так как можно получить серьезный ожог брызгами расплавленного металла), его очищают от флюса, покрывают лаком и изолируют.
Где следует установить сварочный трансформатор на время сварки? Исходя из соображений качества сварных работ, трансформатор должен находиться в непосредственной близости от места работы, то есть длина жил, соединяющих трансформатор с угольным электродом и свариваемыми жилами, должна быть минимальной. Чем дальше находится трансформатор от того места, где делают сварку, тем больше потери напряжения из-за протяженности электрической линии, а следовательно, страдает качество сварного соединения.
Без опыта сварных работ при необходимости получить соединение проводов (или провода с деталью) именно посредством сварки не следует торопиться делать сразу ответственную операцию – сначала лучше освоить технологию сварки на ненужных обрезках проводов.
Соединение и оконцевание проводов опрессовкойпроизводят следующим образом. Провода и кабели освобождают от изоляции на участке, равном по длине трубчатой части наконечника (половина длины соединительной гильзы) плюс 2 мм для проводов и 10 мм для кабелей. Освобожденный от изоляции конец провода покрывают слоем вазелина или пасты и зачищают металлической щеткой до блеска. Затем очищают конец провода от загрязненного вазелина и снова покрывают его чистым вазелином.
Зачищенный конец жилы вводят в очищенный и заполненный цинковазелиновой или кварцево-вазелиновой пастой наконечник или соединительную гильзу таким образом, чтобы жила входила в наконечник до упора, а в соединительную гильзу – на половину ее длины. После этого вдавливают в двух местах, то есть делают опрессовку. Для жил сечением 16–50 мм2используют клещи типа ПК-1, для жил сечением 16–240 мм2– гидропресс типа РГП-7М, а при сечении жил 2,5–10 мм2– клещи типа ПК-2.
После удаления заусенцев и контрольного осмотра опрессованных гильз или наконечников участок жилы провода или кабеля между наконечником и изоляцией или гильзой и изоляцией тщательно очищают от остатков пасты, покрывают для защиты от коррозии влагонепроницаемым лаком воздушной сушки (например, асфальтовым) и обматывают изоляционной лентой.
Сверху изоляционную ленту покрывают слоем такого же лака.
Соединение и ответвление предварительно скрученных однопроволочных алюминиевых жил сечением 2,5–10 мм2может быть выполнено опрессовкой (без гильз и пасты) с помощью клещей КСП-4. При этом способе для получения хорошего контакта необходимо особо тщательно зачистить соединительные концы и сохранить в процессе опрессовки их чистоту и чистоту обжимающих элементов клещей.