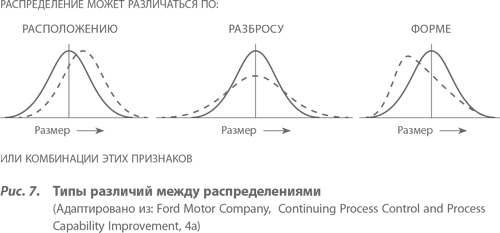
Как видно из рисунка 7, распределения могут отличаться во многих отношениях. Термин «положение» относится к положению среднего значения, «разброс» характеризует степень вариабельности относительно среднего, а «форма» указывает, например, расположены ли данные значения симметрично относительно среднего или, напротив, есть некоторые сжатия с одной стороны и растяжения с другой.
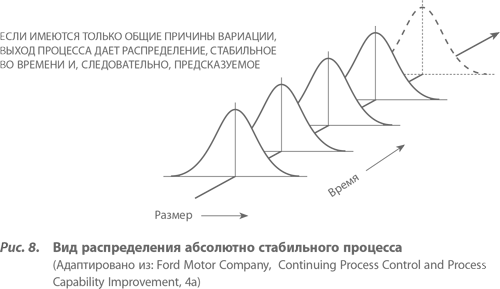
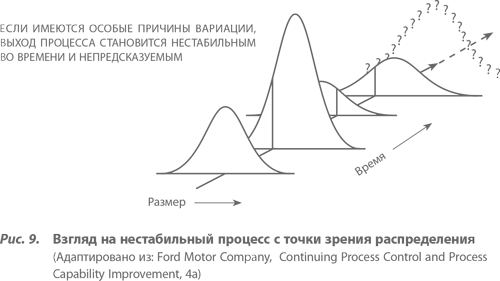
В терминах статистического распределения рисунки 8 и 9 соответственно определяют, так сказать, на глаз, что подразумевается под процессами, находящимися и не находящимися в статистически управляемом состоянии.
Процесс находится в состоянии статистического контроля (статистически управляемый процесс), если лежащее в его основе распределение остается практически неизменным во времени. Если же распределение изменяется во времени существенно и непредсказуемо, то говорят о процессе, вышедшем из-под контроля (ставшем неуправляемым).
Как ученый, Шухарт знал: во всем, что поддается измерению, обязательно есть вариации. Вариации могут быть крайне большими, ничтожно малыми или находиться между этими двумя крайностями, но они есть всегда[21].
Исследования Шухарта по статистическому управлению процессами вдохновлялись его наблюдениями за характером вариации в изучаемых им производственных процессах. Часто их характер отличался от того, что Шухарт видел в так называемых «естественных» процессах (под последними он понимал, например, такое явление, как броуновское движение). На стр. 5 книги Дональда Дж. Уиллера и Дэвида С. Чамберса «Понимание статистического управления процессом» (Understanding Statistical Process Control) эти два важных наблюдения объединяются следующим образом:
«Несмотря на то что все процессы проявляют вариабельность (изменчивость), в некоторых из них вариации контролируемые (управляемые), а в других – неконтролируемые (неуправляемые)».В частности, Шухарт часто находил контролируемые (стабильные) вариации (представленные на рисунках 5а, 5b) в естественных процессах, а неконтролируемые (нестабильные) вариации (такие, как на рисунках 5с, 5d и 9) – в производственных процессах. Различия в них ясны. В первом случае мы знаем, чего можно ожидать в терминах изменчивости: процесс находится в статистически управляемом состоянии (состоянии статистического контроля); во втором случае мы этого не знаем: процесс статистически неуправляем (находится в статистически неконтролируемом состоянии). Если в первом случае мы можем предсказать будущее с некоторыми шансами на успех, то во втором мы этого сделать не можем.
Теперь проясним, что в данном контексте имеется в виду под «предсказанием». Мы не думаем, что способны точно спрогнозировать, какими именно будут следующие значения процесса. Традиционные статистики иногда говорят о «точечных оценках», или «точечных предсказаниях», – так может создаться впечатление, будто подобная точность достижима. Но то, что они делают на самом деле, – это получение некоторых ожидаемых средних значений. Кроме того, нам нужны также знания о вариациях вокруг этих средних, чтобы узнать нечто вразумительное о возможных будущих значениях.
Давайте обобщим три наиболее значимые предпосылки, о которых мы узнали выше.
Во-первых, если выход процесса определяется влиянием особых причин, то его поведение меняется непредсказуемо и, таким образом, невозможно оценить результат изменений в конструкции, обучении, политике закупок комплектующих и т. д., которые менеджмент мог бы ввести в этот процесс (или в систему, которая содержит этот процесс) с целью улучшения. Пока процесс находится в неуправляемом состоянии, никто не может предсказать его возможности. Это и есть та мысль, которую я тщетно старался довести до сведения компании, «внедрившей статистический контроль».
Во-вторых, когда особые причины устранены, так что остаются только общие, тогда улучшения могут зависеть от управляющих воздействий. Поскольку в этом случае наблюдаемые вариации системы определяются тем, каким образом были спроектированы и построены процессы и система, только управляющий персонал, менеджеры имеют полномочия для изменений системы и процессов. Как часто говорит Майрон Трайбус, директор американского Института качества и производительности, «люди работают в системе. Задача менеджера – работать над системой, улучшая ее с их помощью»[22].
И в-третьих, мы приходим к проблеме компании Western Electric с их телефонным оборудованием: если мы (на практике) не отличаем один тип изменчивости от другого и действуем без понимания, мы не только не улучшим дело, а несомненно, сделаем положение еще худшим. Ясно, что так оно и будет, причем останется загадкой для тех, кто не понимают природы изменчивости (вариаций).
Эти предпосылки и основанная на них целостная концепция статистического управления процессами имели глубокое воздействие на Деминга. Многие аспекты его философии менеджмента проистекают из соображений, основывающихся только на этих трех предпосылках. Как отмечалось ранее, кроме существенных, чисто гуманитарных аргументов, два наиболее противоречивых из его четырнадцати пунктов – нацеленные на устранение произвольных числовых критериев (планов и норм) и на отказ от аттестации персонала – проистекают как раз отсюда. Действительно, если установленное задание или план превышают производственные возможности системы (не соответствуют ее стабильному, подконтрольному состоянию), то единственный путь их достижения – деформировать процесс, что приведет к повсеместным трудностям. С другой стороны, влияние общих причин вариаций (т. е. определяемых внешней по отношению к человеку системой) на поведение сотрудника в основном таково, что они в конечном итоге скрывают, нивелируют реальный вклад человека[23].
Много лет назад доктор Джозеф Джуран[24] сделал вывод, что не более 15 % всех проблем (или возможностей улучшения) в организациях связаны с особыми причинами вариаций; таким образом, они, возможно (но не обязательно!), находятся в поле деятельности рядовых работников. В этом случае на долю менеджеров приходится как минимум 85 % всех потенциальных возможностей улучшений системы, в которой работают их служащие. Эти числа подвергались проверке долгие годы, пока Деминг в 1985 г. не пересмотрел их и не дал новую оценку: соответственно, 6 % и 94 %[25].
Очень часто сотрудники (если, конечно, их об этом спрашивают) могут выделить особые случаи, которые приводят к проблемам в реализации возможностей системы, – в конце концов, они сами страдают от этих проблем. Но только руководство может изменить действующую систему, в рамках которой работают сотрудники и которая до поры содержит массу препятствий к улучшению качества, надежности и производительности. В то же время, как указывал Трайбус, менеджеры, по всей видимости, все же нуждаются в помощи сотрудников для выявления проблем, которые им надо решать. Однако изменение системы – не во власти сотрудников. Как определяет это Деминг, «в случае если сотрудник достиг состояния статистической управляемости, – он вложил в процесс все, что у него было» («Выход из кризиса», стр. 348; см. также главу 24 этой книги).
Обещанная иллюстрация вреда, который может быть вызван неумением отличить один тип вариаций от другого, получена также от Ford Motor Company (см.: William W. Scherkenbach, The Deming Rout to Quality and Productivity, р. 29–31[26]).
Входные валы трансмиссии обрабатывались на станке, оснащенном автоматическим компенсирующим прибором. Если диаметр очередного вала по результатам его измерений оказывался слишком большим, компенсатор изменял настройку станка на величину соответствующего расхождения; и наоборот, если диаметр вала был слишком мал, настройка машины изменялась в сторону его увеличения. Разумно? Конечно.
Рисунок 10 – гистограмма диаметров 50 валов, последовательно полученных в результате этого процесса. Статистики предложили изготовить подобный набор из 50 валов с выключенным компенсатором. На рисунке 11 показан результат: вариации уменьшились, т. е. качество улучшилось. Как это могло случиться?

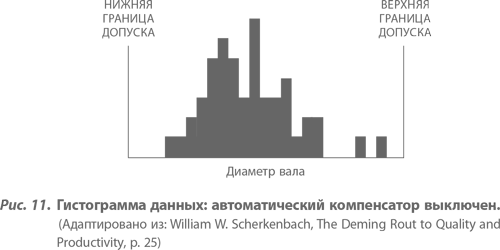
Ответ заключался в том, что технологический процесс без работающего компенсирующего прибора уже был в управляемом состоянии, т. е. проявлял наименьший разброс, на какой он был способен, поэтому имелись только общие причины вариаций. Уменьшение этого разброса достигается только улучшением самого процесса. Компенсатор не улучшал процесса. Он лишь вмешивался в процесс, который уже был стабилен. («Вмешательство» – это собственный термин Деминга.)
Поскольку без компенсирующего прибора разброс (вариабельность) уже находился на минимально возможном уровне, вмешательство, производимое прибором, оказывалось тем внешним воздействием, о котором мы говорили ранее. Единственный возможный эффект такого внешнего влияния – увеличение вариаций, разброса – эффект, совершенно противоположный желаемому. Конечно, если бы имелись особые причины разброса, компенсатор помог бы смягчить их эффект. Но в отсутствие особых причин он мог только ухудшить выход процесса. Можно показать, что в этом случае компенсационный прибор увеличивал вариабельность более чем на 40 %.
Этот пример демонстрирует, как важно, чтобы менеджмент понимал изменчивость в том смысле, какой придавал ей Шухарт. Вышеприведенный пример с компенсацией – это на самом деле один из наименее разрушительных типов вмешательства. Прочие подобные искренние попытки улучшить дело могут сделать его только хуже, причем не на 40 %, а на целые порядки (см. главу 5).
Пример, относящийся к Ford Motor Company, возник в сравнительно простой производственной ситуации. Известно высказывание Деминга о том, что самые первые контрольные карты, которые следует построить в любой организации, должны относиться не к процессам в цехах, а к данным, которые ложатся на стол руководителя организации (данные по бюджету, прогнозы, невыходы на работу, происшествия и травмы).
Находятся ли эти процессы под контролем? Если да, то улучшаются они или просто подвергаются вмешательству с результатом, подобным тому, который мы только что рассмотрели, или во много раз худшим?
Приведенный пример с вмешательством показывает, какой вред может причинить интерпретация общих причин вариаций как особых (ошибка первого рода). «Ужасный пример», с которого мы начинали эту главу, – свидетельство ущерба от суждений о потенциальных возможностях процесса, находящегося в неуправляемом (неподконтрольном) состоянии, – ошибка второго рода, ибо такие суждения можно применить лишь к процессам с доминированием общих причин вариаций.
Большинство примеров, которые Деминг рассматривает в этой области, касается ошибок первого рода: случается что-либо нежелательное (пожар, происшествие, жалоба) – и в ответ на этот изолированный случай, рассматриваемый как особое, выходящее из ряда вон событие, следует почти автоматическая реакция. В основе такой реакции лежит предпосылка, что система сама по себе никогда не делает ничего неправильного. Хорошо, если бы это так и было, поскольку особые (конкретные, исключительные, специальные) причины всегда намного легче распознать и устранить, чем причины общие (обычные). На самом деле как оценка Джурана (85 %: 15 %), так и оценки Деминга (94 %: 6 %) предполагают, к сожалению, что подавляющее большинство нежелательных событий обусловлено самой системой. Поэтому обращение с ними как с особыми, исключительными случаями – простое вмешательство в систему с вредными последствиями, которые мы уже наблюдали. Как и в примере, взятом из опыта Ford Motor Company, реакция на отдельно взятые случаи в данной ситуации приводит к общему увеличению вариаций, таким образом, ухудшает качество, надежность, предсказуемость того, что случится в будущем. Этот трудно воспринимаемый новичком принцип – один из многих, с которыми ему придется столкнуться, изучая труды Деминга. Не пытайтесь оспорить эти выводы. Изучите теорию, потому что если теория не вызывает возражений, а логика, ведущая от теории к выводам, верна, то как могут быть неверны выводы? (См. главу 16.)
Некоторые из иллюстрирующих эту проблему случаев, рассмотренных в «Выходе из кризиса», относятся к дефектным изделиям с производственной линии, дорожным происшествиям, пожарам, совмещению цветов при печати, стрельбе, калибровке инструментов, дефектным трубам для атомного реактора, дефектным шинам, весу медных слитков и работе менеджера на грузовом терминале.
Сейчас хотелось бы внести ясность: мы не утверждаем, что не нужно принимать никаких мер при возникновении происшествия, жалобы и т. д. Некоторые действия, конечно, понадобятся в любом случае (положенная по закону юридическая процедура, извинения, замена и т. п.), поскольку это не те действия, которые ставятся под сомнение. Под сомнение ставятся соответствующие данному случаю действия по предотвращению (уменьшению) вероятности такого происшествия в будущем. Для этих действий нам нужен некоторый критерий, чтобы понять, свидетельствует случившееся о некоем особом случае (требующем непосредственной реакции) или же это проявление потенциальных свойств системы (и в этом случае прямая реакция на проявления окажется вредным вмешательством, так как на самом деле требуется всестороннее улучшение системы в целом). Как же сделать правильный выбор?
В качестве рабочего инструмента, помогающего нам различить эти две ситуации, Шухарт предложил контрольные карты. В наши цели сейчас не входит полное изложение деталей техники построения и использования контрольных карт; они доступны из многих других источников (см., например: Kaoru Ishikawa, Guide to Quality Control; Lloyd Nelson, Technical Aids, Journal of Quality Technology, October 1984). Ниже мы лишь кратко обозначим принципы, на которых они основываются.
Если мы наносим на график последовательность результатов измерений некоторого параметра, появляющихся во времени, или их средние значения и размахи[27], взятые для нескольких измерений, либо ведем подсчет числа дефектов на приборах или самих дефектных приборов во времени, то получаем карты текущих значений или временные последовательности. На такие карты наносят три горизонтальные линии: центральную линию, а также верхние и нижние контрольные границы. Центральная линия представляет некоторое усреднение[28] для наносимых точек. Контрольные границы располагаются на расстоянии трех стандартных отклонений, рассчитанных для рассматриваемых точек, по обе стороны от центральной линии. Стандартное отклонение, часто обозначаемое греческой буквой «сигма» (σ), – это наиболее распространенная статистическая мера разброса, изменчивости. Данные, сильно разбросанные вокруг среднего, имеют большое стандартное отклонение, а данные, тесно сгруппированные вокруг своего среднего, – малое.

Формула, по которой оценивается σ, меняется в зависимости от типа рассматриваемых данных таким образом, чтобы получить наилучшую оценку стандартного отклонения для изменчивости, обусловленной общими причинами вариаций.
Правило Шухарта заключается в том, что действия, соответствующие наличию особых причин вариаций, должны предприниматься в тех случаях, когда наносимые точки выходят за любую из контрольных границ. В соответствии с критериями Нельсона предлагается принятие таких мер при появлении и других типов «сигналов», как, например, расположение девяти последовательных точек по одну сторону от центральной линии либо непрерывное уменьшение или увеличение наблюдаемой величины в шести последовательных точках. Контрольные карты для данных на рисунках 5a–5d, показанные на рисунках 12а–12d[29], подтверждают качественные суждения, сделанные нами ранее касательно того, какие из этих процессов находятся, а какие не находятся в управляемом состоянии.
При этом не утверждается, что и правило Шухарта, и критерии Нельсона всегда дают правильный ответ. Чем более осторожно применяется правило для выбора прямых действий, соответствующих особым причинам, тем чаще мы будем допускать ошибку второго рода и реже – ошибку первого рода. Чем «чувствительнее» правило для выделения особой причины, тем чаще мы будем допускать ошибку первого рода, но реже – ошибку второго рода. Цель – минимизация ущерба от этих двух видов ошибок. Здесь не существует точного решения, поскольку действует метод проб и ошибок:
«Что мы должны делать? Как мы должны это делать? Шухарт помог нам в этих важных вопросах, и это было его великим вкладом в образ мышления людей и их способности управлять».Выбор Шухартом именно 3σ как расстояния между центральной линией и контрольными границами, в противоположность любым другим множителям для σ, не вытекал из каких-либо конкретных математических расчетов. В основе лежало лишь то, «что это кажется экономически приемлемым» (см. стр. 277 в его книге 1931 г.). Этот здоровый прагматический подход заметно отличается от более строгих математических подходов к установлению контрольных границ, которые мы обсудим в конце данной главы.
Еще более пагубны идеи, в соответствии с которыми контрольные границы даже не рассчитываются по данным, полученным из процесса. В «Выходе из кризиса» (стр. 311–312) Деминг приводит два примера (один из них взят в компании, завоевавшей премию Деминга в Японии), где линии были нанесены на карты в соответствии с «суждениями» или даже «требованиями менеджера». Этот раздел в «Выходе из кризиса» озаглавлен как «Примеры дорогостоящего непонимания». Деминг относит сюда также использование в контрольных картах требований допусков вместо расчета контрольных границ. Цель контрольных границ – выявление того, как процесс протекает сейчас и как он мог бы протекать. Конечно, мы должны принимать в расчет запросы потребителя, но использование требований допусков, а не контрольных границ на контрольных картах может вызвать только путаницу:
«Если вы используете требования допусков как контрольные границы, вы все время будете вмешиваться в процесс, делая его еще хуже».Поэтому, повторюсь, целью работ Шухарта было дать общий принцип действий, направленных на улучшение функционирования процесса. Должны ли мы реагировать на отдельные изолированные проявления процесса (что разумно только в том случае, если процесс вышел из-под контроля) или мы должны нацеливаться на изменение самого процесса на основе накопленных данных о результатах его функционирования (что разумно, если только процесс находится в управляемом состоянии)?
Улучшения процесса стоит разбить по времени на три фазы.
Фаза 1: стабилизация процесса (т. е. приведение его в управляемое состояние) путем идентификации и устранения особых причин.
Фаза 2: активные усилия по улучшению самого процесса, т. е. уменьшению общих причин вариаций.
Фаза 3: мониторинг процесса для поддержания достигнутых улучшений.
Относительно того, что можно назвать ортодоксальным деминговским подходом, указанная версия фазы 3 никогда не достигается, поскольку это противоречит цели постоянного улучшения. Поэтому мы должны включить в фазу 3 поиск и внедрение дополнительных улучшений, как только для этого появляется хоть малейшая возможность.
Следует указать здесь, что некоторые подходы к улучшению качества избыточно концентрируются на фазе 1. Это так же плохо, как и ее игнорирование (что и наблюдалось в случае, рассмотренном в начале этой главы).
Те, кто используют метод поиска и «решения проблем», могут угодить в эту же ловушку. Некоторые, говоря о поиске и устранении специальных причин, сравнивают эти процессы с тушением пожара. Если возник пожар, его, конечно же, надо тушить. Идея, однако, заключается в том, что если даже пожар в здании успешно потушили, это действие не улучшает самого здания, а просто останавливает процесс его разрушения, ухудшения по сравнению с исходным состоянием. Фаза 1 просто возвращает процесс туда, где он уже должен быть и совершать то, что он был способен делать с самого начала. Только тогда можно начинать улучшение процесса.
Контрольные карты играют важную роль в каждой из трех фаз. Точки за пределами контрольных границ (плюс другие соответствующие сигналы) определяют, когда нужно приступать к поиску особых случаев. Поэтому контрольные карты – первичное диагностирующее средство в фазе 1. На протяжении фазы 2 может использоваться всем известный статистический инструментарий, включая анализ Парето, построение диаграмм Исикава, блок-схем различного вида и т. п. (см. книгу Исикавы, а также книгу П. Шолтеса «Настольная книга команды» (The Team Handbook). Пересчитывая затем контрольные границы, можно оценить, какого успеха (в терминах уменьшения вариаций) удалось достигнуть. На этой же фазе контрольные карты, как обычно, покажут те случаи, где нужно заняться устранением особых причин. В укороченной версии определения фазы 3 цель контрольных карт – диагностика появления каких-либо особых причин, которые негативно воздействуют на состояние стабильности, достигнутое в конце фазы 2. При расширенной трактовке содержания фазы 3, так же как и в фазе 2, мы можем пересчитывать контрольные границы после произведенных изменений в процессе, чтобы оценить их эффект.
Ход рассуждений Шухарта и его подход к построению контрольных карт были, как мы видим, практичными, разумными и конструктивными. Он намеренно избегал избыточной математической формалистики. К сожалению, по прошествии многих лет после первой публикации работ Шухарта в этой области некоторые математические статистики (в основном, кажется, британские) ухватились за его идеи, заполнив то, что они считали разрывом в математической логике. Таким образом, они попали в ловушку, которой Шухарт старательно избегал, и полезность его методов была уменьшена.
Проблема заключается в том, что, как правило, возможность разработки сложной математической аргументации связана с необходимостью введения исходных предположений, чрезмерно идеализированных с точки зрения реального мира. Контрольные карты – не исключение. В этом случае предпосылки, необходимые математикам, требуют гораздо большего, чем нужно для ответа на те вопросы, на которые начал искать ответы Шухарт. К еще большему сожалению, эта ослабленная версия (хотя она часто и рассматривается как усиленная из-за ее математической строгости) распространилась и стала более известной, чем работа самого Шухарта, в особенности в Британии и Европе в целом.
Точные математические подходы легче преподнести, с ними легче произвести внушительное впечатление. Но они серьезно уменьшают потенциал того, что могло бы быть достигнуто с использованием статистического управления процессами. Без всякого сомнения, компания, которая «внедрила статистический контроль», получала консультации у представителей направления, которое я назвал бы «вероятностный подход». Кто может винить их учеников? Это, вероятно, было все, что они знали; и делали они самое лучшее из того, что могли.
Что значит термин «вероятностный подход»? В самой обычной версии такого подхода контрольные границы рассчитываются в предположении, что процесс находится в управляемом состоянии, а произвольно взятая точка будет лежать за пределами контрольных границ в одном из тысячи случаев. В другой версии рассматриваются две пары контрольных границ: первая (только что упомянутая) называется «границы действий», а вторая, соответствующая вероятности выхода за них в одном из сорока случаев, – «предупредительные границы».
Конец бесплатного ознакомительного фрагмента