Страница:
Разнообразие биологии отдельных групп Г. очень затрудняет борьбу с ним в целом. Общие противоличиночные мероприятия практически невозможны. Наибольшее значение имеют неспецифические меры борьбы и профилактики. Плановое культурное освоение территории снижает численность отдельных групп или всего комплекса кровососов. Так, в результате выборочной вырубки в широколиственных лесах на Дальнем Востоке происходит подсыхание лесной подстилки и резко снижается численность мокрецов. Регулирование стока воды в реках, особенно строительство гидроэлектростанций, приводит к значительному сокращению численности мошек. Дренаж и др. осушительные и мелиоративные работы способствуют уменьшению численности комаров, слепней и мокрецов. Для индивидуальной защиты людей и с.-х. животных применяют
репелленты
, отпугивающие наибольшее число групп и видов Г. Лучшие из существующих репеллентов — диэтилтолуамид (ДЭТА) и бензимин. Применяется механическая зашита от залёта Г. в помещения (сетки на окна и двери), устройство тамбуров. Вылетевших кровососов уничтожают в природе и в помещениях с помощью ядовитых дымов и туманов (см.
Аэрозоли
).
Лит.:Мончадский А. С., Летающие кровососущие двукрылые — гнус, М. — Л., 1952; Набоков В. А. и Шленова М. Ф., Гнус. Биология и меры борьбы с ним, М., 1955.
А. С. Мончадский.
Незаращение нёба
), а также при дефектах и параличах мягкого нёба, когда значительная часть воздуха при произнесении звуков речи попадает в нос — голос приобретает резко носовой оттенок, речь становится невнятной. Закрытая Г. возникает вследствие затруднённого прохождения воздуха через нос при хроническом насморке, аденоидах, полипах в носу; при этом особенно нарушается произношение носовых звуков «м» и «н» — они звучат, как «б» и «д», голос становится глухим. Нередко Г. наблюдается и без всяких анатомических нарушений как результат закрепившегося навыка неправильного произношения слов, в частности при глухоте вследствие отсутствия слухового контроля. Г. устраняют специальными логопедическими упражнениями. При анатомических нарушениях проводят предварительное лечение, часто хирургическое.
Лит.:Мончадский А. С., Летающие кровососущие двукрылые — гнус, М. — Л., 1952; Набоков В. А. и Шленова М. Ф., Гнус. Биология и меры борьбы с ним, М., 1955.
А. С. Мончадский.
Незаращение нёба
), а также при дефектах и параличах мягкого нёба, когда значительная часть воздуха при произнесении звуков речи попадает в нос — голос приобретает резко носовой оттенок, речь становится невнятной. Закрытая Г. возникает вследствие затруднённого прохождения воздуха через нос при хроническом насморке, аденоидах, полипах в носу; при этом особенно нарушается произношение носовых звуков «м» и «н» — они звучат, как «б» и «д», голос становится глухим. Нередко Г. наблюдается и без всяких анатомических нарушений как результат закрепившегося навыка неправильного произношения слов, в частности при глухоте вследствие отсутствия слухового контроля. Г. устраняют специальными логопедическими упражнениями. При анатомических нарушениях проводят предварительное лечение, часто хирургическое.
Л. В. Нейман.
Гнутьё древесины
). Г. с. широко применяются в производстве мебели, лыж, колёс и т.д. Действие их основано на использовании пластических свойств древесины. На Г. с. можно осуществлять гнутьё деревянных заготовок без прессования, а также с прессованием их на 10—30% поперёк волокон (в зависимости от породы древесины). На Г. с. установлен сменный шаблон, который соединён с передним концом металлической шины и служит для придания обрабатываемой заготовке требуемой криволинейной формы. Обжимной ролик производит прессование заготовки поперёк волокон в процессе гнутья. При гнутье без прессования обжимной ролик отводится в сторону или снимается. Перед гнутьём заготовки подвергаются гидротермической обработке.
Н. К. Якунин.
гнутарных станках
. Для гнутья малопластичных хвойных и мягких лиственных пород древесины применяют горячее Г. д. с одновременным прессованием заготовок поперек волокон, обычно при помощи прессующего ролика (
рис. 2
). Поверхность шаблона при Г. д. с прессованием делают рифлёной. Это исключает смещение заготовки относительно шаблона, делает её вогнутую сторону мелко-волнистой и вместе с возникающими при прессовании поперечным сжатием и продольным сдвигом слоев устраняет возможность образования на ней крупных складок. Поперечная усадка заготовки при прессовании происходит только за счёт ранней древесины годичных слоев. Гнутьё с одновременным прессованием сопровождается уменьшением толщины заготовок на 10—30% и увеличением плотности и прочности древесины.
Холодное Г. д. — широко распространённый способ получения многослойных гнуто-клеёных деталей. Оно основано на природной гибкости древесины. Для получения детали заданной формы и сечения необходимое количество смазанных клеем сухих (влажность 7—12%) деревянных пластин (доски, планки, листы или полосы шпона или фанеры) укладывают в виде пакета в пресс-форму, зажимают и выдерживают до полного схватывания клея. Процесс затвердевания клея может быть ускорен прогревом пакета. Это способствует также удалению из древесины внесённого с клеем излишка влаги. Форма у деталей, полученных холодным гнутьём, сохраняется лучше, чем у деталей, изготовленных горячим способом. Устойчивость формы при этом тем выше, чем больше количество входящих в склеиваемый пакет пластин и, следовательно, чем тоньше каждая из них. Малая толщина слоев пакета позволяет, кроме того, получать гнуто-клеёные детали крупного сечения с очень небольшим радиусом кривизны. Допустимое отношение
h/rпри холодном гнутье слоистых заготовок, набранных из тонких (2—5
мм) пластин, достигает 0,05 и даже 0,2. Это становится возможным потому, что отношение толщины отдельной изгибаемой пластины к
rочень мало и не превышает 0,02—0,01.
Лит.:Леонтьев И. И. и Абухов Л. Г., Производство гнутой мебели, М. — Л., 1954; Манкевич Л. А., Основы гнутья древесины, Минск, 1961; Сахаров М. Д., Запрессовочные устройства для производства гнутоклееных деталей, М., 1964; Хухрянский П. Н., Прессование древесины, 3 изд., М., 1964.
И. К. Черкасов.
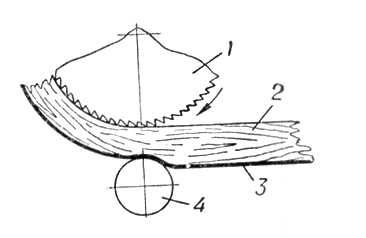 Рис. 2. Схема гнутья древесины с одновременным прессованием: 1 — шаблон; 2 — заготовка; 3 — шина; 4 — прессующий ролик.
Рис. 2. Схема гнутья древесины с одновременным прессованием: 1 — шаблон; 2 — заготовка; 3 — шина; 4 — прессующий ролик.
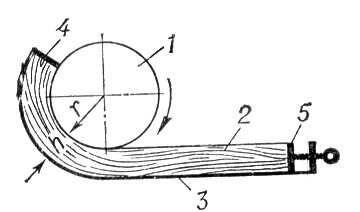 Рис. 1. Принципиальная схема гнутья древесины: 1 — шаблон; 2 — заготовка; 3 — шина; 4 — неподвижный торцевой упор; 5 — подвижный торцевой упор.
Рис. 1. Принципиальная схема гнутья древесины: 1 — шаблон; 2 — заготовка; 3 — шина; 4 — неподвижный торцевой упор; 5 — подвижный торцевой упор.