Страница:
5
н/м
2(3
кгс/
см
2); на гидравлических станках капельная струя воды выбрасывается из сопла под давлением 15Ч10
5
н/
м
2(15
кгс/см
2). Скорость прокладывания уточной нити на этих станках достигает 35
м/сек. Пневматические станки применяются для изготовления хлопчатобумажных и шёлковых тканей, гидравлические — для изготовления тканей из синтетических нитей (они не смачиваются водой).
На рапирном Т. с. уточная нить вводится в зев захватами, укрепленными на концах стержней (рапир) или гибких металлических лент, которые совершают возвратно-поступательное движение с 2 сторон станка. Рапирные станки применяются в основном для изготовления суконных тканей и тканей с утком различного вида (цвета).
Выпускаются Т. с. с комбинированным (пневматическим и рапирным) способом прокладывания уточной нити в зеве (так называемые пневморапирные станки). На этих станках справа и слева вводятся в зев 2 полые рапиры, которые образуют воздушный канал. В правую рапиру сжатым воздухом под давлением около 0,4Ч10 5 н/м 2(0,4 кгс/см 2) вдувается уточная нить. Одновременно из левой рапиры воздух отсасывается, что обеспечивает большую надёжность продвижения нити в каналах рапир. После прокладывания утка (со скоростью 1820 м/сек) рапиры выходят из зева и бёрдо прибивает уточную нить к опушке ткани.
В многозевных Т. с. (опытные образцы имелись в 1974 в СССР и ЧССР) переплетение нитей выполняется челноками в нескольких участках по ширине основы, т.к. расстояние между челноками значительно меньше ширины ткани ( рис. 2 ).
Ремизка станка состоит из отдельных секций шириной 2—4 см. Эти секции перемещаются независимо друг от друга с помощью кулачкового механизма, образуя так называемый волновой (или ступенчатый) зев. В каждой волне зева движется челнок с уточной нитью. Перемещение челноков происходит с помощью роликов цепного конвейера, расположенного под нитями основы. Прибой каждой уточной нити производится синхронно с движением челнока и может выполняться, например, с помощью дисков, установленных на валу. Между дисками имеются промежутки, в которых проходят нити основы. При вращении вала уточная нить захватывается дисками и прижимается к опушке ткани. Зарядка челноков осуществляется мотальными головками, которые после выхода челнока из работы наматывают на его катушку нить длиной на одну прокладку. Скорость движения челноков 2 м/сек.
Дальнейшее совершенствование Т. с. направлено в основном на повышение скорости прокладывания утка и, следовательно, скорости работы станка. Перспективно широкое использование многозевных Т. с.
Лит.:Сидоров Ю. П., Кокорев В. А., Пневматические П-105 и гидравлические Г-1055 ткацкие станки, М., 1962; Топилин А. П., Казуров А. А., Янпольский В. А., Высокопроизводительные автоматические ткацкие станки типа СТБ, М., 1969; Пневморапирные ткацкие станки, М., 1974.
В. Н. Полетаев.
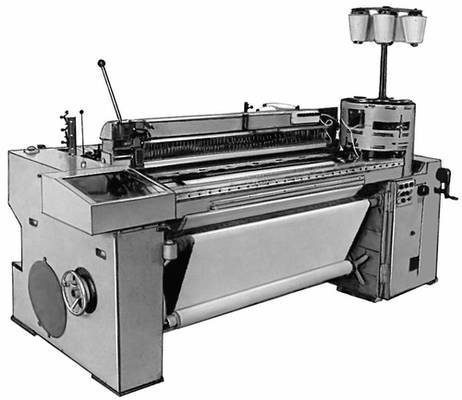 Рис. 2. Многозевный ткацкий станок.
Рис. 2. Многозевный ткацкий станок.
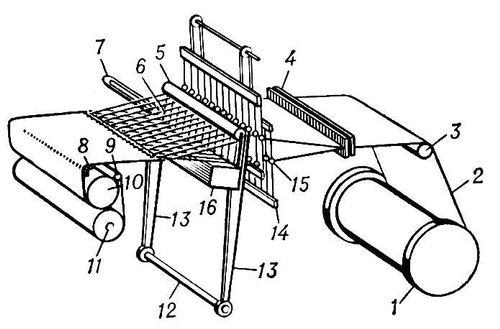 Рис. 1. Принципиальная схема образования ткани на ткацком станке: 1 — навой; 2 — нити основы; 3 — скало; 4 — ламели; 5 — вершник; 6 — бёрдо; 7 — челнок; 8 — грудница; 9 — направляющий валик; 10 — вальян; 11 — товарный валик; 12 — подбатанный вал; 13 — лопасть батана; 14 — ремизка; 15 — глазок галева; 16 — батан.
Рис. 1. Принципиальная схема образования ткани на ткацком станке: 1 — навой; 2 — нити основы; 3 — скало; 4 — ламели; 5 — вершник; 6 — бёрдо; 7 — челнок; 8 — грудница; 9 — направляющий валик; 10 — вальян; 11 — товарный валик; 12 — подбатанный вал; 13 — лопасть батана; 14 — ремизка; 15 — глазок галева; 16 — батан.
тканей текстильных
. Иногда Т. п. называют ткачеством. В зависимости от вида перерабатываемого сырья (волокон, нитей) различают хлопко-, шерсто-, шёлко-, льноткачество и т.п.
На рапирном Т. с. уточная нить вводится в зев захватами, укрепленными на концах стержней (рапир) или гибких металлических лент, которые совершают возвратно-поступательное движение с 2 сторон станка. Рапирные станки применяются в основном для изготовления суконных тканей и тканей с утком различного вида (цвета).
Выпускаются Т. с. с комбинированным (пневматическим и рапирным) способом прокладывания уточной нити в зеве (так называемые пневморапирные станки). На этих станках справа и слева вводятся в зев 2 полые рапиры, которые образуют воздушный канал. В правую рапиру сжатым воздухом под давлением около 0,4Ч10 5 н/м 2(0,4 кгс/см 2) вдувается уточная нить. Одновременно из левой рапиры воздух отсасывается, что обеспечивает большую надёжность продвижения нити в каналах рапир. После прокладывания утка (со скоростью 1820 м/сек) рапиры выходят из зева и бёрдо прибивает уточную нить к опушке ткани.
В многозевных Т. с. (опытные образцы имелись в 1974 в СССР и ЧССР) переплетение нитей выполняется челноками в нескольких участках по ширине основы, т.к. расстояние между челноками значительно меньше ширины ткани ( рис. 2 ).
Ремизка станка состоит из отдельных секций шириной 2—4 см. Эти секции перемещаются независимо друг от друга с помощью кулачкового механизма, образуя так называемый волновой (или ступенчатый) зев. В каждой волне зева движется челнок с уточной нитью. Перемещение челноков происходит с помощью роликов цепного конвейера, расположенного под нитями основы. Прибой каждой уточной нити производится синхронно с движением челнока и может выполняться, например, с помощью дисков, установленных на валу. Между дисками имеются промежутки, в которых проходят нити основы. При вращении вала уточная нить захватывается дисками и прижимается к опушке ткани. Зарядка челноков осуществляется мотальными головками, которые после выхода челнока из работы наматывают на его катушку нить длиной на одну прокладку. Скорость движения челноков 2 м/сек.
Дальнейшее совершенствование Т. с. направлено в основном на повышение скорости прокладывания утка и, следовательно, скорости работы станка. Перспективно широкое использование многозевных Т. с.
Лит.:Сидоров Ю. П., Кокорев В. А., Пневматические П-105 и гидравлические Г-1055 ткацкие станки, М., 1962; Топилин А. П., Казуров А. А., Янпольский В. А., Высокопроизводительные автоматические ткацкие станки типа СТБ, М., 1969; Пневморапирные ткацкие станки, М., 1974.
В. Н. Полетаев.
тканей текстильных
. Иногда Т. п. называют ткачеством. В зависимости от вида перерабатываемого сырья (волокон, нитей) различают хлопко-, шерсто-, шёлко-, льноткачество и т.п.
Историческая справка.Ткачество, как и прядение, возникло в эпоху неолита и широко распространилось при первобытнообщинном строе. Ручной
ткацкий станок
с вертикальным расположением основы появился примерно за 5—6 тыс. лет до н. э. Изобретение ткацкого станка Ф. Энгельс считал одним из важнейших достижений человека на первой ступени его развития (см. К.
Маркс
и Ф.
Энгельс
, Соч., 2 изд., т. 21, с. 161). В феодальный период совершенствуется конструкция ткацкого станка, создаются приспособления для подготовки пряжи к ткачеству. Первые попытки механизации процесса ткачества относятся к 16—18 вв. Среди них наибольшее значение имело изобретение Дж.
Кеем
в 1733 так называемого самолётного челнока. В конце 18 в. в Великобритании Э.
Картрайтом
был изобретён механический ткацкий станок, в конструкцию которого в дальнейшем вносились различные усовершенствования (главным образом в Великобритании): приёмный товарный механизм (Р. Миллер, 1796), ремизо-подъёмные устройства (Дж. Тодд, 1803), механизм координации движения основного навоя и товарного валика (Р. Роберте, 1822) и др. В 1833 в Северной Америке была изобретена самодействующая шпарутка (устройство для растяжения ткани у опушки).
Существенный вклад в совершенствование конструкции ткацкого станка внесли и русские изобретатели: Д. С. Лепёшкин, запатентовавший в 1844 механический самоостанов при обрыве уточной нити; С. Петров, предложивший в 1853 наиболее совершенную систему боевого механизма для прокладки челнока, и др. В кон. 19 и начале 20 вв. были созданы станки с автоматической сменой
челноков
. Наиболее удачное решение проблемы автоматической смены уточной шпули в челноке принадлежит англичанину Дж. Нортропу (1890). Однако челночные ткацкие станки имеют существенные недостатки: малый размер уточной паковки; свободный, с большими ускорениями полёт челнока через зев; одновременная прокладка лишь одной уточной нити и др.
В начале 20 в. появилось несколько конструкций бесчелночных станков, в которых уточная нить сматывалась с больших неподвижных паковок и особыми механическими устройствами прокладывалась в зеве. Станки этого типа создали в 1926 Габлер (Германия), советский инженер В. Е. Леонтьев в 1936 и др. В 1927 С. А. Дынник (СССР) предложил конструкцию многозевного круглого ткацкого станка; в 1949 В. А. Прозоровым (СССР) был создан плоский многозевный станок.
Технология Т. п.В соответствии с технологическим процессом изготовления тканей Т. п. состоит из подготовительных операций, собственно ткачества и заключительных операций. К подготовительным операциям относятся перематывание нитей
основы
и
утка
,
снование
,
шлихтование
,
пробирание основы
и связывание концов нитей. Цель подготовительных операций — создание
паковок
нитей основы и утка, пригодных для работы на ткацком станке. Перематывание нитей основы обычно производится с прядильных початков на конические бобины крестовой намотки (реже на катушки), необходимые для следующей операции — снования. Перематывание осуществляется на
мотальных машинах
и мотальных автоматах. Если прядильные паковки удовлетворяют требованиям процесса снования, то перематывание исключают. При сновании нити с большого числа бобин или катушек (до 1000 нитей) навивают на сновальный валик. Процесс осуществляется на сновальных машинах. Шлихтование основы (пропитка клейким коллоидным раствором — шлихтой) повышает выносливость нитей и сопротивляемость истиранию и многократному растяжению их при ткачестве. Пробирание нитей основы в ламели необходимо для автоматического останова станка при обрыве нити; в глазки галев ремизок нити продеваются для образования зева на станке (пространство для движения челнока) и получения ткани заданного переплетения (
см.
Переплетение нитей
). Пробирание нитей в зубья бёрда обеспечивает прибой уточной нити к опушке ткани и получение необходимой плотности ткани по основе.
Перематывание утка на шпули для челночных станков производится на
уточно-перемоточных автоматах
. Для бесчелночных ткацких станков используется бобина с мотальных или непосредственно с прядильных машин. Уточная пряжа часто подвергается дополнительной операции — увлажнению (либо эмульсированию, запариванию) для сматывания её без так называемых слётов (спадение с паковки нескольких витков).
Для ткачества основа и уток из приготовительного цеха поступают в ткацкий цех для выработки из них ткани. Нити основы в процессе ткачества испытывают большие воздействия рабочих органов станка, чем уточные, поэтому к ним предъявляются повышенные требования по прочности, выносливости и износостойкости. Основа, как правило, изготавливается из лучшего, чем уток, сырья, с более высокой
круткой
и дополнительно усиливается шлихтованием. Обрывность нитей, особенно основных, — главная причина останова ткацких станков, она ухудшает качество тканей и создаёт отходы пряжи.
Заключительные операции Т. п. — измерение длины ткани на мерильных машинах, чистка и стрижка её (см.
Стрижка тканей
), контроль качества на браковочных машинах и укладка на складальных машинах. Все заключит. операции осуществляются на поточных линиях, на которых суровая ткань движется непрерывным полотном, сшитым из отдельных кусков ткани. Пороки суровой ткани оцениваются по баллам (порочным единицам), число которых определяет сорт ткани.
Т. п. называют также совокупность ткацкого цеха (цехов), приготовит, цеха и браковочного отдела. Т. п. может быть самостоятельным (обычно называют фабрикой) или входить в состав текстильного комбината, состоящего из прядильного, крутильного, ткацкого и отделочного производств. Оптимальная мощность ткацких фабрик зависит от отрасли промышленности, например хлопчатобумажная фабрика обычно имеет 2—4 тыс. челночных станков или до 2 тыс. бесчелночных, шёлкоткацкая — до 3 тыс. пневматических, камвольно-суконная — до 800 бесчелночных.
Дальнейшее совершенствование Т. п. направлено на механизацию трудоёмких операций и автоматизацию производств. процессов; внедрение бесчелночных и мно-гозевных ткацких станков, разработку на их основе и освоение новых форм организации труда; агрегирование процессов и машин с целью сокращения переходов в подготовке пряжи к ткачеству. См. также
Текстильная промышленность
.
Лит.:Цейтлин Е. А., Очерки истории текстильной техники, М. — Л., 1940; Рыбаков Б. А., Ремесло древней Руси, [М.], 1948; Канарский Н. Я., Эфрос Б. Е., Будников В. И., Русские люди в развитии текстильной науки, М., 1950; Технология ткачества, т. 1—2, М., 1966—67: Гордеев В. А., Арефьев Г. И., Волков П. В., Ткачество, 3 изд., М., 1970; Проектирование ткацких фабрик, М., 1971.
И. Г. Иоффе, В. Н. Полетаев.
народничестве
, литературный критик и публицист. Из мелкопоместных дворян. Окончил экстерном юридический факультет Петербургского университета (1868), литературную деятельность начал в 1862. С 1865 сотрудничал в журнале
«Русское слово»
и «Дело» под псевдонимом П. Никитин, П. Нионов, Всё тот же и др. За революционную пропаганду среди студенчества подвергался тюремному заключению, постоянно находился под надзором полиции. Во время студенческих волнений в Петербурге в 1868—69 вместе с С. Г.
Нечаевым
возглавлял радикальное меньшинство. Арестован в 1869, судился по
«процессу нечаевцев»
, после отбытия тюремного заключения выслан на родину. В 1873 бежал за границу. В эмиграции сотрудничал в журналом
«Вперёд!»
, примкнул к группе польско-русских эмигрантов (см.
Якобинцы русские
), после разрыва с П. Л.
Лавровым
начал издавать журнал «Набат» (1875—81), совместно с К. М.
Турским
был одним из создателей «Общества народного освобождения» (1877), деятельность которого в России была незначительна. В середине 1870-х гг. сблизился с французскими бланкистами, сотрудничал в их газете «Ni dieu, ni maмtre» («Ни бога, ни господина»). В конце 1882 тяжело заболел и последние годы провёл в психиатрической больнице.
Воззрения Т. сложились под влиянием демократической и социалистической идеологии 50—60-х гг. 19 в. Т. отвергал идею «самобытности» русского общественного строя и утверждал, что пореформенное развитие страны совершается в сторону капитализма. Считал, что предотвратить победу капитализма можно лишь заменив буржуазно-экономический принцип социалистическим. Как и все народники, Т. связывал надежду на социалистическое будущее России с крестьянством, коммунистическим «по инстинкту, по традиции», проникнутым «принципами общинного владения». Но, в отличие от др. народников, Т. полагал, что крестьянство в силу своей пассивности и темноты неспособно самостоятельно совершить социальную революцию, а община может стать «ячейкой социализма» лишь после того, как будет уничтожен существующий государственный и социальный строй. В противовес господствовавшему в революционном движении аполитизму Т. развивал идею политической революции как первого шага к революции социальной. Вслед за П. Г.
Заичневским
он считал, что создание тайной централизованной и законспирированной революционной организации является важнейшей гарантией успеха политической революции. Революция, по Т., сводилась к захвату власти и установлению диктатуры «революционного меньшинства», открывающей путь для «революционно-устроительной деятельности», которая, в отличие от «революционно-разрушительной», осуществляется исключительно убеждением. Проповедь политической борьбы, требование организации революционных сил, признание необходимости революционной диктатуры отличали концепцию Т. от идей М. А.
Бакунина
и Лаврова.
Свои философские воззрения Т. называл «реализмом», понимая под этим «... строго реальное, разумно научное, а потому самому и в высшей степени человеческое миросозерцание» (Избранные соч. на социально-политические темы, т.4, 1933, с. 27). Выступая противником идеализма, Т. отождествлял его в гносеологическом плане с «метафизикой», а в социальном — с идеологической апологией существующего строя. Ценность любой теории Т. ставил в зависимость от её отношения к общественным вопросам. Под влиянием работ Н. Г.
Чернышевского
и отчасти К. Маркса Т. усвоил отдельные элементы материалистического понимания истории, признавал «экономический фактор» важнейшим рычагом социального развития и рассматривал исторический процесс с точки зрения борьбы экономических интересов отдельных классов. Руководствуясь этим принципом, Т. выступал с критикой субъективного метода в социологии Лаврова и Н. К.
Михайловского
, их теорий социального прогресса. Однако в вопросе о роли личности в истории Т. склонялся к субъективизму. Качественная особенность исторической действительности состоит, по Т., в том, что она не существует вне и помимо деятельности людей. Личность выступает в истории как активная творческая сила и поскольку пределы возможного в истории подвижны, то личности, «активное меньшинство», могут и должны вносить «... в процесс развития общественной жизни много такого, что не только не обусловливается, но подчас даже решительно противоречит как предшествующим историческим предпосылкам, так и данным условиям общественности...» (Избранные соч. на социально-политические темы, т.3, 1933, с. 193). Руководствуясь этим положением, Т. создал собственную схему исторического процесса, согласно которой источником прогресса является воля «активного меньшинства». Эта концепция стала философским обоснованием теории революции Т.
В области литературной критики Т. выступал последователем Чернышевского, Н. А.
Добролюбова
и Д. И.
Писарева
. Продолжая разработку теории «реальной критики», Т. требовал от художественного произведения высокой идейности и общественной значимости. Эстетические достоинства художественного произведения Т. зачастую игнорировал, ошибочно оценил ряд современных литературных произведений, обвинял И. С. Тургенева в искажении картины народной жизни, отвергал сатиру М. Е. Салтыкова-Щедрина, называл Л. Н. Толстого «салонным писателем».
Революционеры народники конца 1860 — начала 1870-х гг., отрицавшие политическую революцию во имя социальной, отвергали доктрину Т. Лишь в конце 1870-х гг. логика исторического процесса привела народовольцев к прямому политическому выступлению против самодержавия. «Подготовленная проповедью Ткачева и осуществленная посредством “устрашающего” и действительно устрашавшего террора попытка захватить власть — была величественна...» — писал В. И. Ленин (Полн. собр. соч., 5 изд., т. 6, с. 173). Высоко оценив заслуги Т. и народовольцев, Ленин подверг критике заговорщическую тактику
бланкизма
(см. там же, т.13, с.76). Разгром
«Народной воли»
означал по существу поражение теории Т. и вместе с тем — крах якобинского (бланкистского) направления в русском революционном движении.
Соч.: Соч., т.1—2, М., 1975—76; Избр. соч., т.1—6, М., 1932—37; Избр. лит.-критич. статьи, М. — Л., 1928.
Лит.:Энгельс Ф., Эмигрантская литература, Маркс К. и Энгельс Ф., Соч., 2 изд., т.18, с.518—48; Ленин В. И., Что делать?, Полн. собр. соч., 5 изд., т.6, с.173—74; Плеханов Г. В., Наши разногласия, Избр. филос. произв., т.1, М., 1956; Козьмин Б. П., П. Н. Ткачев и революционное движение 1860-х гг., М., 1922; его же, Из истории революционной мысли в России, М., 1961; его же, Литература и история, М., 1969; Реуэль А. Л., Русская экономическая мысль 60-70-х гг. XIX в. и марксизм, М., 1956; Седов М. Г., Некоторые проблемы истории бланкизма в России. [Революционная доктрина П. Н. Ткачева], «Вопросы истории», 1971, №10; П. Н. Ткачев, в кн.: История русской литературы XIX в. Библиографический указатель, М. — Л., 1962, с. 675—76; П. Н. Ткачев, в кн.: Народничество в работах советских исследователей за 1953—70 гг. Указатель литературы, М., 1971, с. 39—41; П. Н. Ткачев, в кн.: История русской философии. Указатель литературы, изданной в СССР на русском языке за 1917—1967 гг., ч, 3, М., 1975, с. 732—35.
Б. М. Шахматов.
 П. Н. Ткачёв.
П. Н. Ткачёв.