Страница:
Но иногда диаметр измеряется не в миллиметрах, а в дюймах, и в таком случае речь идет уже о внешнем диаметре резьбы, нарезанной на конкретной трубе.
При прокладке трубопровода в жилых домах используют полудюймовые и трехчетвертные трубы, внутренний диаметр которых составляет 15 и 20 мм.
Любая труба, на которой можно нарезать ту или иную резьбу, называется в соответствии с диаметром этой резьбы. Исходя из этого правила, труба дюймового размера будет иметь диаметр, равный примерно 32,9 мм, труба 7/8 дюйма – около 30мм, 3/4 – 26,8 мм, 5/8 – 22,5 мм, а полудюймовая – 21,5мм.
Современной промышленностью выпускаются стальные оцинкованные и неоцинкованные трубы разной длины, без резьбы и с резьбой на одном или обоих концах.
Выпускают чугунные канализационные трубы с раструбами, длина которых варьируется в диапазоне от 60 до 80 мм. Толщина стенок составляет около 10–12 мм, а длина – от 2 до 7 м. Нормальная ширина зазора при стыке, достаточная для надежной изоляции, составляет 5–6 мм для труб диаметром 50–100 мм.
Реактопласты не поддаются формовке, при нагреве не плавятся, а разрушаются. Поэтому из такого материала производить сантехнические элементы и узлы невозможно.
Термопласты, в отличие от описанных выше реактопластов, менее хрупкие, а потому многие из них, например полипропилен, непластифицированный поливинилхлорид, полиэтилен повышенной прочности и некоторые другие, применяются для изготовления пластиковых труб и др.
Главными преимуществами, благодаря которым пластиковые трубы сразу же завоевали всеобщую популярность, являются их легкость, высокая антикоррозийная стойкость, невозможность образования конденсата, простота обработки и монтажа. Гладкая внутренняя поверхность обеспечивает им высокую пропускную способность. Кроме этого, пластиковые трубы допускают применение металлических фасонных частей и переходных элементов.
Но, несмотря на все это, пластиковые трубы имеют большой недостаток: сфера их применения довольна узка из-за хрупкости при низких температурах и из-за высокого коэффициента теплового удлинения. Таким образом, пластиковые трубы целесообразнее использовать в помещениях при прокладке трубопроводов системы канализации, изготовлении различных фасонных частей, сифонов и отводов.
Промышленностью выпускаются пластиковые трубы различной длины (3, 6, 8, 10 и 12 м) и с условными проходами 40, 50, 85 и 100 мм. Кроме самих труб, изготавливается достаточно широкий ассортимент частей и элементов к ним.
При выборе пластиковых изделий следует обратить внимание на отсутствие вздутий, трещин, посторонних включений и других дефектов. Такие изъяны в будущем могут послужить причиной поломки трубопровода. Поверхность пластиковых труб и фасонных частей должна быть гладкой, торцы обрезаны строго перпендикулярно к оси и зачищены от заусенцев.
Современной промышленностью производятся керамические трубы диаметром от 150 мм и более, с толщиной стенок от 190 до 400 мм.
Асбестоцементные трубы можно использовать не только для устройства канализации, но и в качестве вытяжных.
Выпускается 2 вида этих труб: безнапорные (диаметром от 100 мм и более) и напорные (марок ВТ6, ВТ12, ВТЭ). При их соединении используют асбестоцементные или чугунные муфты. Асбестоцементные трубы в канализационных системах, как правило, соединяются цилиндрическими муфтами из того же материала с нарезкой.
Существенным недостатком этих труб является относительно невысокая механическая прочность, и поэтому обращаться с ними нужно бережно.
При выборе асбестоцементных труб обращают внимание на состояние торцов: не допускаются обломы и особенно расслоение материала.
Металлополимерные трубы поставляются в комплекте с оригинальной арматурой, которая облегчает монтаж и позволяет стыковать трубу с помощью герметичных соединений с трубами и приборами, изготовленными как из пластмасс, так и из бронзы, латуни или стали. Конструкция труб обеспечивает им необыкновенно высокую гибкость без потери прочности.
В продажу трубы поступают в так называемых бухтах, в каждой из которых от 40 до 200 погонных метров, при этом 1 м трубы, в зависимости от ее диаметра, весит всего лишь 100–200 г.
Трубы имеют широкую сферу применения, так как не теряют своих качеств при температурном диапазоне от –40 до 95 °C.
При этом трубы, предназначенные для холодного водоснабжения (для удобства окрашиваются в голубой или синий цвет), рассчитаны на температуру до 30 °C, а трубы для системы отопления и горячего водоснабжения (окрашиваются в белый цвет) выдерживают кратковременное повышение температуры до 110 °C.
И, наконец, еще одно преимущество этого вида труб: средний срок эксплуатации металлополимерных труб более 50 лет.
Подготовка труб
Вентили
При прокладке трубопровода в жилых домах используют полудюймовые и трехчетвертные трубы, внутренний диаметр которых составляет 15 и 20 мм.
Любая труба, на которой можно нарезать ту или иную резьбу, называется в соответствии с диаметром этой резьбы. Исходя из этого правила, труба дюймового размера будет иметь диаметр, равный примерно 32,9 мм, труба 7/8 дюйма – около 30мм, 3/4 – 26,8 мм, 5/8 – 22,5 мм, а полудюймовая – 21,5мм.
Современной промышленностью выпускаются стальные оцинкованные и неоцинкованные трубы разной длины, без резьбы и с резьбой на одном или обоих концах.
Чугунные трубы
Чугун традиционно используется для изготовления канализационных труб. От коррозии трубы предохраняют с помощью покрытия из нефтяного битума или забеленного чугуна повышенной прочности. Главным условием для долгой службы этих труб является отсутствие шлаковых включений, свищей и швов. Выявить скрытые дефекты чугунных труб можно с помощью простукивания.Выпускают чугунные канализационные трубы с раструбами, длина которых варьируется в диапазоне от 60 до 80 мм. Толщина стенок составляет около 10–12 мм, а длина – от 2 до 7 м. Нормальная ширина зазора при стыке, достаточная для надежной изоляции, составляет 5–6 мм для труб диаметром 50–100 мм.
Пластиковые трубы
Среди материалов, объединенных общим названием «пластмасса», принято различать 2 большие группы: термопласты и реактопласты.Реактопласты не поддаются формовке, при нагреве не плавятся, а разрушаются. Поэтому из такого материала производить сантехнические элементы и узлы невозможно.
Термопласты, в отличие от описанных выше реактопластов, менее хрупкие, а потому многие из них, например полипропилен, непластифицированный поливинилхлорид, полиэтилен повышенной прочности и некоторые другие, применяются для изготовления пластиковых труб и др.
Главными преимуществами, благодаря которым пластиковые трубы сразу же завоевали всеобщую популярность, являются их легкость, высокая антикоррозийная стойкость, невозможность образования конденсата, простота обработки и монтажа. Гладкая внутренняя поверхность обеспечивает им высокую пропускную способность. Кроме этого, пластиковые трубы допускают применение металлических фасонных частей и переходных элементов.
Но, несмотря на все это, пластиковые трубы имеют большой недостаток: сфера их применения довольна узка из-за хрупкости при низких температурах и из-за высокого коэффициента теплового удлинения. Таким образом, пластиковые трубы целесообразнее использовать в помещениях при прокладке трубопроводов системы канализации, изготовлении различных фасонных частей, сифонов и отводов.
Промышленностью выпускаются пластиковые трубы различной длины (3, 6, 8, 10 и 12 м) и с условными проходами 40, 50, 85 и 100 мм. Кроме самих труб, изготавливается достаточно широкий ассортимент частей и элементов к ним.
При выборе пластиковых изделий следует обратить внимание на отсутствие вздутий, трещин, посторонних включений и других дефектов. Такие изъяны в будущем могут послужить причиной поломки трубопровода. Поверхность пластиковых труб и фасонных частей должна быть гладкой, торцы обрезаны строго перпендикулярно к оси и зачищены от заусенцев.
Керамические трубы
Керамические трубы иногда используются в домашнем строительстве в качестве альтернативы чугунным. Внешняя и внутренняя поверхности керамических труб покрыты водонепроницаемым слоем из химически стойкой глазури, что способствует их высокой антикоррозийной устойчивости.Современной промышленностью производятся керамические трубы диаметром от 150 мм и более, с толщиной стенок от 190 до 400 мм.
Асбестоцементные трубы
Эти трубы сравнительно легкие, поддаются механической обработке и не подвержены воздействию сточных вод.Асбестоцементные трубы можно использовать не только для устройства канализации, но и в качестве вытяжных.
Выпускается 2 вида этих труб: безнапорные (диаметром от 100 мм и более) и напорные (марок ВТ6, ВТ12, ВТЭ). При их соединении используют асбестоцементные или чугунные муфты. Асбестоцементные трубы в канализационных системах, как правило, соединяются цилиндрическими муфтами из того же материала с нарезкой.
Существенным недостатком этих труб является относительно невысокая механическая прочность, и поэтому обращаться с ними нужно бережно.
При выборе асбестоцементных труб обращают внимание на состояние торцов: не допускаются обломы и особенно расслоение материала.
Металлополимерные трубы
Эти трубы можно назвать воплощением высоких технологий. Они характеризуются хорошей антикоррозийной стойкостью, не зарастают отложениями и химически нейтральны. При монтаже эти трубы не требуют сварки или нагрева, так как легко гнутся вручную. Эта особенность позволяет обойтись без точной подгонки линейных размеров – металлополимерные трубы могут с легкостью огибать любые препятствия.Металлополимерные трубы поставляются в комплекте с оригинальной арматурой, которая облегчает монтаж и позволяет стыковать трубу с помощью герметичных соединений с трубами и приборами, изготовленными как из пластмасс, так и из бронзы, латуни или стали. Конструкция труб обеспечивает им необыкновенно высокую гибкость без потери прочности.
В продажу трубы поступают в так называемых бухтах, в каждой из которых от 40 до 200 погонных метров, при этом 1 м трубы, в зависимости от ее диаметра, весит всего лишь 100–200 г.
Трубы имеют широкую сферу применения, так как не теряют своих качеств при температурном диапазоне от –40 до 95 °C.
При этом трубы, предназначенные для холодного водоснабжения (для удобства окрашиваются в голубой или синий цвет), рассчитаны на температуру до 30 °C, а трубы для системы отопления и горячего водоснабжения (окрашиваются в белый цвет) выдерживают кратковременное повышение температуры до 110 °C.
И, наконец, еще одно преимущество этого вида труб: средний срок эксплуатации металлополимерных труб более 50 лет.
Подготовка труб
Первый этап подготовки – это нарезка труб на куски требуемой длины. Нарезать трубы можно напильником, но гораздо удобнее, качественнее и с меньшими усилиями это можно сделать с помощью трубореза. И в том, и в другом случае место разреза перед началом работы следует смазать любым смазочным маслом. По завершении нарезки края срезов необходимо обработать напильником для удаления заусенцев.
Так как у любого помещения есть углы, они неизбежно будут и у трубопроводов. Если все соединения коммуникаций труб имеют только прямые углы, это избавит от кропотливой и трудоемкой работы по изгибанию труб, и можно будет воспользоваться стандартными сгонами, прямыми муфтами, уголками, тройниками и крестовинами. Но в большинстве случаев избежать изгибания труб под тем или иным углом не удается.
Самое простейшее приспособление для изгибания – плита с отверстиями, в которых располагают штырьки таким образом, чтобы получить трубу нужной конфигурации, а изгиб нужного радиуса. Однако если труба слишком коротка, то ее изгибание может оказаться очень затруднительным. Дело в том, что данное приспособление представляет собой не что иное, как рычажное устройство, где рычагом является сама труба.
Как известно, сила действия на рычаг обратно пропорциональна длине рычага, то есть чем короче рычаг, тем больше должна быть сила действия на него. Иными словами, мастеру просто может не хватить физической силы. Еще одним недостатком такого приспособления является то, что не всегда можно добиться чистого изгиба в одной плоскости.
Специальный станок Вольнова для изгибания труб лишен этих недостатков: массивный металлический верстак не позволит «убежать» трубе в трехмерное измерение, а благодаря подвижному ролику и нескольким съемным роликам-шаблонам различных радиусов можно произвести практически все необходимые типы изгибов.
Действует станок следующим образом: длинную сторону трубы закладывают под хомутик верстака, изгибаемое место смазывают любым смазочным маслом (для лучшего скольжения подвижного ролика) и гнут короткую сторону.
Изгиб – это один из видов деформации: стенки трубы на внешней стороне изгиба растягиваются, на внутренней сжимаются. Поэтому шов трубы, как наиболее уязвимую ее часть, следует расположить так, чтобы он не пришелся ни на растянутую, ни на сжатую сторону.
Во избежание деформации просвета трубы в месте сгиба (чтобы труба из круглой не стала овальной), трубу (если она не оцинкованная) перед изгибанием нагревают, а чтобы предотвратить появление трещин и вмятин, перед нагреванием набивают ее песком.
Сама процедура сгибания труб – процесс несложный в техническом отношении, но определить угол изгиба, его конфигурацию, длину каждой из сторон и заготовки трубы в целом бывает не так-то просто. Чтобы не ошибиться и не испортить трубу, можно, например, поступить так: взять 2 отрезка проволоки (сталистая не подойдет, так как она пружинит и не сохраняет заданную конфигурацию) и, изогнув их, сделать макет необходимого изгиба трубы. Один отрезок следует распрямить – по его длине определяется длина требуемой заготовки трубы; второй отрезок, оставшийся согнутым, послужит своеобразным шаблоном изгиба.
Существуют и определенные соотношения между минимальным радиусом изгиба и диаметром самой трубы, которых следует придерживаться. Например, для труб с внутренним диаметром 15 и 20 мм минимальный радиус изгиба должен равняться удвоенному наружному диаметру трубы, если же внутренний диаметр трубы 25 мм и более – то утроенному наружному диаметру.
Нарезают резьбу плашкой (леркой) нужного диаметра. Плашка закрепляется в леркодержателе (воротке). Производят эту операцию в определенной последовательности:
– закрепляют заготовку трубы в прижиме или тисках;
– на конце трубы, предназначенном для нарезания резьбы, снимают фаску шириной 2–3 мм;
– плашку закрепляют в леркодержателе упорными винтами;
– конец трубы смазывают смазочным маслом и строго под углом 90° накладывают на него плашку;
– с усилием прижимая плашку к трубе, делают вращательные движения рукояткой леркодержателя по часовой стрелке до появления ниток резьбы нужной длины (рис. 28).
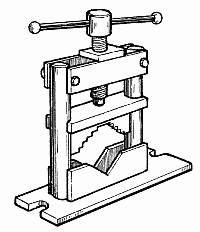 Рис. 28. Нарезка резьбы с помощью трубного прижима.
Рис. 28. Нарезка резьбы с помощью трубного прижима.
Следует иметь в виду, что в начале нарезания резьбы по одному и тому же месту плашку нужно прокручивать несколько раз (вперед и назад), а при нарезании последних нескольких ниток – только однажды. В результате последние нитки нарежутся на меньшую глубину, образуя так называемый сбег, что будет способствовать лучшему запиранию трубопровода.
Длина, на которую следует нарезать резьбу, должны быть немного короче половины длины муфты, соответствующей данной трубе. Это условие является обязательным, потому что только в этом случае при соединении труб муфтами участки труб с резьбой будут утоплены в муфте. В большинстве случаев длину резьбы определяют приблизительно.
В том случае, когда необходимо нарезать резьбу строго определенной длины, рекомендуется применять леркодержатель с направляющим фланцем и втулкой: леркодержатель надевают на трубу до упора плашки, втулку выворачивают на необходимую длину резьбы и фиксируют; при вращении леркодержателя фланец будет навинчиваться на втулку, увлекая за собой плашку.
Прокладку коммуникаций начинают непосредственно от местоположения прибора-потребителя, например крана, и двигаются по направлению к точке подсоединения к магистральной линии основного трубопровода. На первую трубу накручивается муфта до заклинивания ее на сбеге резьбы трубы, после чего в муфту вкручивают вторую трубу, что также нужно сделать до упора, и так по цепочке до последнего фитинга.
Там, где трубопровод поворачивает на 90°, нужно накрутить не прямую муфту, а уголок, на участке, где отводится дополнительная линия (пасынок) – тройник, а в месте примыкания двух пасынков накручивается крестовина.
Недостатком трубопровода, проложенного таким цепным способом, является то, что он неразборный, что может доставить массу хлопот, если возникнет необходимость дополнительной подводки коммуникаций к какому-либо прибору-потребителю или осуществления замены отдельного участка трубы.
Чтобы в подобных ситуациях избежать полной разборки трубопровода, рекомендуется в нескольких местах сделать соединения не только с помощью одних муфт, но и с помощью муфт и сгонов. Достаточно будет одного соединения на каждое помещение, где проходит трубопровод, и желательно в местах потенциальной дополнительной подводки еще одного потребителя (например, если в дальнейшем возникнет необходимость подключить автоматическую стиральную машину).
Сгон представляет собой короткий отрезок трубы, на одном конце которого нарезана резьба обычной длины, а на другом значительно длиннее, при этом на конец сгона с длинной резьбой заранее накручивается контргайка и муфта.
Перед навинчиванием на трубу муфты, уголка, тройника или крестовины на нити резьбы накручивают уплотнитель по направлению резьбы. Осуществляется это следующим образом. Держа трубу в левой руке, уплотнитель накручивают по направлению от себя. Если удобнее держать трубу в правой руке – уплотнитель крутят на себя. На крайние 2–3 нити уплотнитель не накручивают, так как в этом случае будет неудобно стыковать детали. В качестве уплотнителя традиционно используют пряди пеньки или льна, а в системе отопления и горячего водоснабжения – термостойкую ленту ФУМ.
Для повышения степени герметичности пряди уплотнителя можно прокрасить масляной краской. Однако в таком случае следует иметь в виду, что разбирать соединение будет затруднительно.
Прежде чем осуществить заключительный этап сборки, необходимо проверить несколько раз и убедиться, что все подобрано верно и все детали исправны. Дело в том, что муфты на трубы или трубы в муфты можно только вкручивать, и это необратимое действие: обратный ход ведет к деформации уплотнителя и может вызвать течь трубопровода.
Если используется сгон с уплотнителем на длинной резьбе, следует накручивать уплотнитель под муфту. Приступая к закручиванию контргайки, ее нужно подогнать к муфте на расстояние около 5 мм. Затем на резьбу сгона между муфтой и контргайкой нужно накрутить уплотнитель и подкрутить контргайку вплотную к муфте – такое соединение уже не даст течь.
Все перечисленные операции с трубами (раскрой, изгибание, нарезка резьбы и соединение отрезков труб между собой) являются общими. Однако каждая коммуникация, будь то система отопления или водопровод, имеет свои индивидуальные особенности.
Кран с прокладкой представляет собой стальной или латунный корпус различной формы с носиком-изливом с одной стороны и резьбовым патрубком для подключения проводящей трубы – с другой. Корпус крана предназначен для того, чтобы повернуть поток воды под углом и заставить его проходить через круглое отверстие, называемое седлом и имеющее плоскую ступеньку по окружности. К седлу примыкает прокладка клапана, перекрывающая доступ воде. В корпус крана ввинчен рабочий узел – головка (рис. 29), состоящая из нескольких деталей. Именно она переводит вращение маховика в возвратно-поступательное движение.
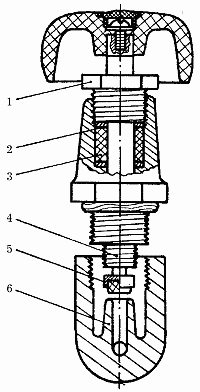 Рис. 29. Головка крана: 1 – втулка; 2 – шток; 3 – набивка сальника; 4 – резьба штока; 5 – клапан с прокладкой; 6 – седло клапана.
Рис. 29. Головка крана: 1 – втулка; 2 – шток; 3 – набивка сальника; 4 – резьба штока; 5 – клапан с прокладкой; 6 – седло клапана.
Корпус головки изготавливается из стали или латуни или же из металлокерамики. Головка закрепляется в корпусе крана с помощью резьбы. Движение штока с клапаном обеспечивает другая резьба, находящаяся внутри самой головки. На штоке жестко закрепляется клапан с прокладкой, в хвостике штока имеется отверстие с внутренней резьбой, которая предназначена для болта, соединяющего его с маховиком. Таким образом, маховик, шток и клапан являются единой конструкцией. Вращение маховика открывает или закрывает кран, а также регулирует напор воды. Пространство возле штока – сальник, в который укладывается уплотнитель, поджимающийся со стороны маховика специальной втулкой.
Краны с керамическими дисками обладают более совершенной конструкцией головки, чем краны, описанные выше.
В такой головке отсутствуют вертикальные перемещения. Открывание происходит за счет совмещения просветов в 2 притертых друг к другу дисках. Когда кран закрыт, плоскость верхнего диска перекрывает отверстие нижнего. Рабочий ход маховика более укороченный, в отличие от крана с прокладкой, следовательно, необходимость выкручивать маховик, чтобы полностью открыть или закрыть кран, исчезает (рис. 30).
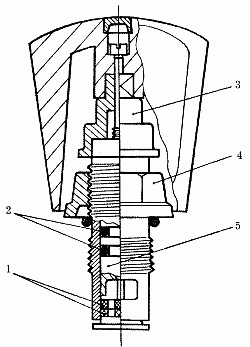 Рис. 30. Головка крана с керамическими дисками: 1 – притертые керамические диски; 2 – уплотнительное кольцо; 3 – механизм поворота; 4 – регулирующая гайка; 5 – поворотный цилиндр из самосмазывающейся пластмассы.
Рис. 30. Головка крана с керамическими дисками: 1 – притертые керамические диски; 2 – уплотнительное кольцо; 3 – механизм поворота; 4 – регулирующая гайка; 5 – поворотный цилиндр из самосмазывающейся пластмассы.
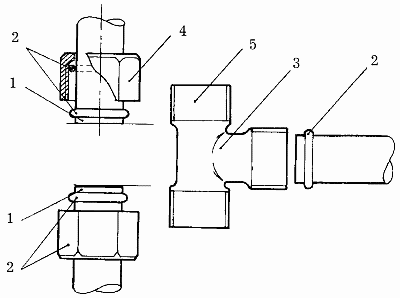 Рис. 31. Разрез трубы и подготовка к соединению: 1 – место среза трубопровода; 2 – компрессионные кольца; 3 – тройник; 4 – гайки для тройника; 5 – резьба для гаек.
Рис. 31. Разрез трубы и подготовка к соединению: 1 – место среза трубопровода; 2 – компрессионные кольца; 3 – тройник; 4 – гайки для тройника; 5 – резьба для гаек.
Труба с надетыми на нее прокладками должна туго входить в отверстия тройника до упора, после чего нужно зажать концы труб гайками так, чтобы верхняя прокладка плотно прилегала к гайке (рис. 32).
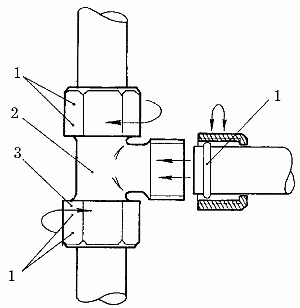 Рис. 32. Соединение с помощью тройника: 1 – компрессионные кольца; 2 – тройник; 3 – гайки для тройника.
Рис. 32. Соединение с помощью тройника: 1 – компрессионные кольца; 2 – тройник; 3 – гайки для тройника.
Затем следует измерить расстояние от тройника до того места, где предполагается сделать вывод от трубопровода. Путь такой выводящей трубы может быть достаточно сложным, например вдоль стен с изгибами, поэтому лучше всего использовать гибкую трубу диаметром 10–15 мм, которая соединяется с помощью муфты со свободным выходом тройника (рис. 33).
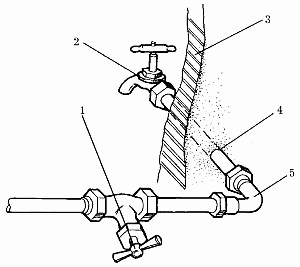 Рис. 33. Вывод наружного крана: 1 – перекрывающий вентиль; 2 – наружный кран; 3 – стена дома; 4 – отверстие в стене; 5 – уголок.
Рис. 33. Вывод наружного крана: 1 – перекрывающий вентиль; 2 – наружный кран; 3 – стена дома; 4 – отверстие в стене; 5 – уголок.
Крепление прокладки внутри крана производится 2 различными способами. В первом случае гнездо, расположенное внутри клапана, может иметь центрирующий выступ с нарезанной резьбой под гайку, которая крепит прокладку по месту установки. При втором способе удерживаться на месте прокладка может за счет того, что ее центральная, более тонкая часть накалывается на заостренный конец шпинделя и удерживается на нем только благодаря своей упругости. В задачу прокладки входит также удерживание на своем месте самого клапана, что достигается путем вдавливания прокладки с усилием в гнездо клапана на часть ее толщины между его стенками. Второй способ по сравнению с первым предполагает более легкую ее замену. Для этого нужно только вырезать необходимую прокладку из набора и, вывинтив головку крана, снять клапан с испорченной прокладкой с выступа шпинделя и наложить на ее место новую.
Прежде чем приступить к ремонту кранов и замене прокладки, необходимо перекрыть воду контрольным вентилем или вентилем на отводе стояка, а также предварительно открутить маховик, для того чтобы не пришлось преодолевать распорное усилие, создаваемое упирающимся в гнездо клапаном, а также ослабить нагрузки на резьбу штока, шпинделя, на внутреннюю резьбу головки и сам клапан.
Вследствие того что прокладка крепится шайбой и гайкой, в головке крана возможно появление ржавчины, которая приводит к намертво схваченному соединению гайка—шток. Краны с горячей водой требуют более частой замены прокладки, поэтому гайка не успевает «срастись» с шайбой и резьбовой шпилькой. В кранах холодной воды, напротив, часто наблюдается бесформенный нарост на конце шпильки вместо шайбы с гайкой, а прокладка может изнашиваться до полного исчезновения. Чтобы избежать этого, рекомендуется заменить железную или латунную гайку на стальную никелированную.
Если недавно установленная прокладка все равно не держит воду, значит, причина неисправности не в ней, а в общем состоянии коммунальных сетей водоснабжения. При подогреве горячей воды в котельных за ее фильтрацией нет должного контроля, поэтому вместе с водой по трубам могут двигаться чешуйки окалины, ржавчина, даже мелкие камешки. Попадание таких мелких частиц между прокладкой и седлом клапана может препятствовать герметичному прилеганию прокладки, в результате чего кран будет пропускать воду. Исправить это можно, не прибегая к ремонтным работам, достаточно открыть кран и повращать маховик в обе стороны. Поток воды смоет помеху с седла.
Нужно помнить, что разбирая кран для замены штока или прокладки или проверки состояния клапана, необходимо заменить все прежние уплотнения (кроме кольца из пластмассы в современных кранах и смесителях). Если по штоку просачивается вода, это свидетельствует о недостаточном уплотнении сальника. Чтобы это исправить, нужно сначала немного затянуть накидную гайку, которая подожмет втулку сальника, а та уплотнит набивку.
Стершаяся резьба штока также часто является причиной поломки крана. Как правило, это трудно поддается ремонту и лучше заменить шток или всю головку в сборе. Чтобы заменить шток, следует выкрутить на несколько оборотов втулку сальника, вывернуть шток из корпуса головки, извлечь его и заменить на новый.
Поломке может быть подвержено и резьбовое соединение крана с муфтой. В зависимости от того, где стерлась резьба на муфте или кране, следует заменить либо муфту, либо сам кран.
Устанавливая новый кран, нужно предварительно очистить резьбу соединительной муфты от остатков старого уплотнения и обернуть резьбу корпуса крана новым уплотнителем. Затем следует ввернуть кран в муфту менее чем на половину ее длины, после чего немного навернуть саму муфту и зафиксировать ее положение контргайкой, дополнительно уплотнив стык между ними. Нужно помнить также, что все соединения без контргайки следует только заворачивать, так как при отворачивании резьба рвет уплотнитель и соединение необходимо производить заново.
Изгибание металлических труб
При устройстве водопровода и канализации, а также отопительной системы многие сталкиваются с тем, что невозможно охватить коммуникациями весь дом, используя только прямые трубы.Так как у любого помещения есть углы, они неизбежно будут и у трубопроводов. Если все соединения коммуникаций труб имеют только прямые углы, это избавит от кропотливой и трудоемкой работы по изгибанию труб, и можно будет воспользоваться стандартными сгонами, прямыми муфтами, уголками, тройниками и крестовинами. Но в большинстве случаев избежать изгибания труб под тем или иным углом не удается.
Самое простейшее приспособление для изгибания – плита с отверстиями, в которых располагают штырьки таким образом, чтобы получить трубу нужной конфигурации, а изгиб нужного радиуса. Однако если труба слишком коротка, то ее изгибание может оказаться очень затруднительным. Дело в том, что данное приспособление представляет собой не что иное, как рычажное устройство, где рычагом является сама труба.
Как известно, сила действия на рычаг обратно пропорциональна длине рычага, то есть чем короче рычаг, тем больше должна быть сила действия на него. Иными словами, мастеру просто может не хватить физической силы. Еще одним недостатком такого приспособления является то, что не всегда можно добиться чистого изгиба в одной плоскости.
Специальный станок Вольнова для изгибания труб лишен этих недостатков: массивный металлический верстак не позволит «убежать» трубе в трехмерное измерение, а благодаря подвижному ролику и нескольким съемным роликам-шаблонам различных радиусов можно произвести практически все необходимые типы изгибов.
Действует станок следующим образом: длинную сторону трубы закладывают под хомутик верстака, изгибаемое место смазывают любым смазочным маслом (для лучшего скольжения подвижного ролика) и гнут короткую сторону.
Изгиб – это один из видов деформации: стенки трубы на внешней стороне изгиба растягиваются, на внутренней сжимаются. Поэтому шов трубы, как наиболее уязвимую ее часть, следует расположить так, чтобы он не пришелся ни на растянутую, ни на сжатую сторону.
Во избежание деформации просвета трубы в месте сгиба (чтобы труба из круглой не стала овальной), трубу (если она не оцинкованная) перед изгибанием нагревают, а чтобы предотвратить появление трещин и вмятин, перед нагреванием набивают ее песком.
Сама процедура сгибания труб – процесс несложный в техническом отношении, но определить угол изгиба, его конфигурацию, длину каждой из сторон и заготовки трубы в целом бывает не так-то просто. Чтобы не ошибиться и не испортить трубу, можно, например, поступить так: взять 2 отрезка проволоки (сталистая не подойдет, так как она пружинит и не сохраняет заданную конфигурацию) и, изогнув их, сделать макет необходимого изгиба трубы. Один отрезок следует распрямить – по его длине определяется длина требуемой заготовки трубы; второй отрезок, оставшийся согнутым, послужит своеобразным шаблоном изгиба.
Существуют и определенные соотношения между минимальным радиусом изгиба и диаметром самой трубы, которых следует придерживаться. Например, для труб с внутренним диаметром 15 и 20 мм минимальный радиус изгиба должен равняться удвоенному наружному диаметру трубы, если же внутренний диаметр трубы 25 мм и более – то утроенному наружному диаметру.
Нарезка резьбы
Для соединения подготовленных труб между собой на их концах необходимо нарезать резьбу.Нарезают резьбу плашкой (леркой) нужного диаметра. Плашка закрепляется в леркодержателе (воротке). Производят эту операцию в определенной последовательности:
– закрепляют заготовку трубы в прижиме или тисках;
– на конце трубы, предназначенном для нарезания резьбы, снимают фаску шириной 2–3 мм;
– плашку закрепляют в леркодержателе упорными винтами;
– конец трубы смазывают смазочным маслом и строго под углом 90° накладывают на него плашку;
– с усилием прижимая плашку к трубе, делают вращательные движения рукояткой леркодержателя по часовой стрелке до появления ниток резьбы нужной длины (рис. 28).
Следует иметь в виду, что в начале нарезания резьбы по одному и тому же месту плашку нужно прокручивать несколько раз (вперед и назад), а при нарезании последних нескольких ниток – только однажды. В результате последние нитки нарежутся на меньшую глубину, образуя так называемый сбег, что будет способствовать лучшему запиранию трубопровода.
Длина, на которую следует нарезать резьбу, должны быть немного короче половины длины муфты, соответствующей данной трубе. Это условие является обязательным, потому что только в этом случае при соединении труб муфтами участки труб с резьбой будут утоплены в муфте. В большинстве случаев длину резьбы определяют приблизительно.
В том случае, когда необходимо нарезать резьбу строго определенной длины, рекомендуется применять леркодержатель с направляющим фланцем и втулкой: леркодержатель надевают на трубу до упора плашки, втулку выворачивают на необходимую длину резьбы и фиксируют; при вращении леркодержателя фланец будет навинчиваться на втулку, увлекая за собой плашку.
Соединение труб
По завершении нарезки резьбы, изгибания труб и раскладывания их в необходимом порядке по пути трубопровода, подготовки в достаточном количестве переходных элементов (сгонов, муфт, уголков, тройников и крестовин), закрепления при необходимости в стенах крюков для поддержки трубопровода можно говорить о том, что все требуемые приготовления для сборки коммуникаций завершены.Прокладку коммуникаций начинают непосредственно от местоположения прибора-потребителя, например крана, и двигаются по направлению к точке подсоединения к магистральной линии основного трубопровода. На первую трубу накручивается муфта до заклинивания ее на сбеге резьбы трубы, после чего в муфту вкручивают вторую трубу, что также нужно сделать до упора, и так по цепочке до последнего фитинга.
Там, где трубопровод поворачивает на 90°, нужно накрутить не прямую муфту, а уголок, на участке, где отводится дополнительная линия (пасынок) – тройник, а в месте примыкания двух пасынков накручивается крестовина.
Недостатком трубопровода, проложенного таким цепным способом, является то, что он неразборный, что может доставить массу хлопот, если возникнет необходимость дополнительной подводки коммуникаций к какому-либо прибору-потребителю или осуществления замены отдельного участка трубы.
Чтобы в подобных ситуациях избежать полной разборки трубопровода, рекомендуется в нескольких местах сделать соединения не только с помощью одних муфт, но и с помощью муфт и сгонов. Достаточно будет одного соединения на каждое помещение, где проходит трубопровод, и желательно в местах потенциальной дополнительной подводки еще одного потребителя (например, если в дальнейшем возникнет необходимость подключить автоматическую стиральную машину).
Сгон представляет собой короткий отрезок трубы, на одном конце которого нарезана резьба обычной длины, а на другом значительно длиннее, при этом на конец сгона с длинной резьбой заранее накручивается контргайка и муфта.
Перед навинчиванием на трубу муфты, уголка, тройника или крестовины на нити резьбы накручивают уплотнитель по направлению резьбы. Осуществляется это следующим образом. Держа трубу в левой руке, уплотнитель накручивают по направлению от себя. Если удобнее держать трубу в правой руке – уплотнитель крутят на себя. На крайние 2–3 нити уплотнитель не накручивают, так как в этом случае будет неудобно стыковать детали. В качестве уплотнителя традиционно используют пряди пеньки или льна, а в системе отопления и горячего водоснабжения – термостойкую ленту ФУМ.
Для повышения степени герметичности пряди уплотнителя можно прокрасить масляной краской. Однако в таком случае следует иметь в виду, что разбирать соединение будет затруднительно.
Прежде чем осуществить заключительный этап сборки, необходимо проверить несколько раз и убедиться, что все подобрано верно и все детали исправны. Дело в том, что муфты на трубы или трубы в муфты можно только вкручивать, и это необратимое действие: обратный ход ведет к деформации уплотнителя и может вызвать течь трубопровода.
Если используется сгон с уплотнителем на длинной резьбе, следует накручивать уплотнитель под муфту. Приступая к закручиванию контргайки, ее нужно подогнать к муфте на расстояние около 5 мм. Затем на резьбу сгона между муфтой и контргайкой нужно накрутить уплотнитель и подкрутить контргайку вплотную к муфте – такое соединение уже не даст течь.
Все перечисленные операции с трубами (раскрой, изгибание, нарезка резьбы и соединение отрезков труб между собой) являются общими. Однако каждая коммуникация, будь то система отопления или водопровод, имеет свои индивидуальные особенности.
Кран с прокладкой представляет собой стальной или латунный корпус различной формы с носиком-изливом с одной стороны и резьбовым патрубком для подключения проводящей трубы – с другой. Корпус крана предназначен для того, чтобы повернуть поток воды под углом и заставить его проходить через круглое отверстие, называемое седлом и имеющее плоскую ступеньку по окружности. К седлу примыкает прокладка клапана, перекрывающая доступ воде. В корпус крана ввинчен рабочий узел – головка (рис. 29), состоящая из нескольких деталей. Именно она переводит вращение маховика в возвратно-поступательное движение.
Корпус головки изготавливается из стали или латуни или же из металлокерамики. Головка закрепляется в корпусе крана с помощью резьбы. Движение штока с клапаном обеспечивает другая резьба, находящаяся внутри самой головки. На штоке жестко закрепляется клапан с прокладкой, в хвостике штока имеется отверстие с внутренней резьбой, которая предназначена для болта, соединяющего его с маховиком. Таким образом, маховик, шток и клапан являются единой конструкцией. Вращение маховика открывает или закрывает кран, а также регулирует напор воды. Пространство возле штока – сальник, в который укладывается уплотнитель, поджимающийся со стороны маховика специальной втулкой.
Краны с керамическими дисками обладают более совершенной конструкцией головки, чем краны, описанные выше.
В такой головке отсутствуют вертикальные перемещения. Открывание происходит за счет совмещения просветов в 2 притертых друг к другу дисках. Когда кран закрыт, плоскость верхнего диска перекрывает отверстие нижнего. Рабочий ход маховика более укороченный, в отличие от крана с прокладкой, следовательно, необходимость выкручивать маховик, чтобы полностью открыть или закрыть кран, исчезает (рис. 30).
Установка кранов
Для этой работы понадобятся тройник, ножовка по металлу и разводной ключ. Прежде чем перерезать трубу, необходимо приложить тройник к трубе и сделать все необходимые отметки. Конструкцией тройника заранее предусмотрено, на какую глубину в него должны войти трубы. На кромках труб делают фаски с помощью напильника. Затем следует очистить концы труб и надеть на них компрессионные кольца (рис. 31).Труба с надетыми на нее прокладками должна туго входить в отверстия тройника до упора, после чего нужно зажать концы труб гайками так, чтобы верхняя прокладка плотно прилегала к гайке (рис. 32).
Затем следует измерить расстояние от тройника до того места, где предполагается сделать вывод от трубопровода. Путь такой выводящей трубы может быть достаточно сложным, например вдоль стен с изгибами, поэтому лучше всего использовать гибкую трубу диаметром 10–15 мм, которая соединяется с помощью муфты со свободным выходом тройника (рис. 33).
Ремонт кранов
Самой изнашиваемой деталью крана является прокладка, функция которой состоит в том, чтобы герметично перекрывать доступ воды и при этом выдерживать давление ее потока. Замена прокладки не должна вызывать трудностей, что достигается с помощью определенной конструкции крана и его сопряжением с прокладкой. Все прокладки заводского изготовления унифицированы в зависимости от диаметров кранов, для которых они предназначены, поэтому их крепление к клапану обеспечивает как надежную фиксацию прокладки, так и легкость при ее замене.Крепление прокладки внутри крана производится 2 различными способами. В первом случае гнездо, расположенное внутри клапана, может иметь центрирующий выступ с нарезанной резьбой под гайку, которая крепит прокладку по месту установки. При втором способе удерживаться на месте прокладка может за счет того, что ее центральная, более тонкая часть накалывается на заостренный конец шпинделя и удерживается на нем только благодаря своей упругости. В задачу прокладки входит также удерживание на своем месте самого клапана, что достигается путем вдавливания прокладки с усилием в гнездо клапана на часть ее толщины между его стенками. Второй способ по сравнению с первым предполагает более легкую ее замену. Для этого нужно только вырезать необходимую прокладку из набора и, вывинтив головку крана, снять клапан с испорченной прокладкой с выступа шпинделя и наложить на ее место новую.
Прежде чем приступить к ремонту кранов и замене прокладки, необходимо перекрыть воду контрольным вентилем или вентилем на отводе стояка, а также предварительно открутить маховик, для того чтобы не пришлось преодолевать распорное усилие, создаваемое упирающимся в гнездо клапаном, а также ослабить нагрузки на резьбу штока, шпинделя, на внутреннюю резьбу головки и сам клапан.
Вследствие того что прокладка крепится шайбой и гайкой, в головке крана возможно появление ржавчины, которая приводит к намертво схваченному соединению гайка—шток. Краны с горячей водой требуют более частой замены прокладки, поэтому гайка не успевает «срастись» с шайбой и резьбовой шпилькой. В кранах холодной воды, напротив, часто наблюдается бесформенный нарост на конце шпильки вместо шайбы с гайкой, а прокладка может изнашиваться до полного исчезновения. Чтобы избежать этого, рекомендуется заменить железную или латунную гайку на стальную никелированную.
Если недавно установленная прокладка все равно не держит воду, значит, причина неисправности не в ней, а в общем состоянии коммунальных сетей водоснабжения. При подогреве горячей воды в котельных за ее фильтрацией нет должного контроля, поэтому вместе с водой по трубам могут двигаться чешуйки окалины, ржавчина, даже мелкие камешки. Попадание таких мелких частиц между прокладкой и седлом клапана может препятствовать герметичному прилеганию прокладки, в результате чего кран будет пропускать воду. Исправить это можно, не прибегая к ремонтным работам, достаточно открыть кран и повращать маховик в обе стороны. Поток воды смоет помеху с седла.
Нужно помнить, что разбирая кран для замены штока или прокладки или проверки состояния клапана, необходимо заменить все прежние уплотнения (кроме кольца из пластмассы в современных кранах и смесителях). Если по штоку просачивается вода, это свидетельствует о недостаточном уплотнении сальника. Чтобы это исправить, нужно сначала немного затянуть накидную гайку, которая подожмет втулку сальника, а та уплотнит набивку.
Стершаяся резьба штока также часто является причиной поломки крана. Как правило, это трудно поддается ремонту и лучше заменить шток или всю головку в сборе. Чтобы заменить шток, следует выкрутить на несколько оборотов втулку сальника, вывернуть шток из корпуса головки, извлечь его и заменить на новый.
Поломке может быть подвержено и резьбовое соединение крана с муфтой. В зависимости от того, где стерлась резьба на муфте или кране, следует заменить либо муфту, либо сам кран.
Устанавливая новый кран, нужно предварительно очистить резьбу соединительной муфты от остатков старого уплотнения и обернуть резьбу корпуса крана новым уплотнителем. Затем следует ввернуть кран в муфту менее чем на половину ее длины, после чего немного навернуть саму муфту и зафиксировать ее положение контргайкой, дополнительно уплотнив стык между ними. Нужно помнить также, что все соединения без контргайки следует только заворачивать, так как при отворачивании резьба рвет уплотнитель и соединение необходимо производить заново.
Вентили
Вентили, в отличие от кранов, устанавливаются в относительно недоступном месте, в глаза не бросаются и не требуют частого ремонта. В функции запорной арматуры – вентилей и задвижек – входит перекрытие воды перед началом ремонта канализационных сетей (рис. 34).
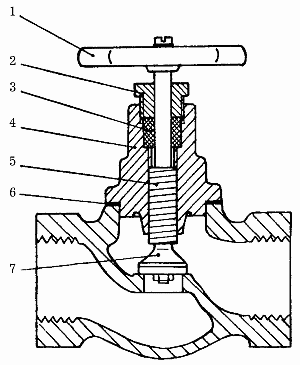 Рис. 34. Устройство вентиля: 1 – маховик; 2 – втулка; 3 – набивка сальника; 4 – корпус головки; 5 – резьба штока; 6 – изоляция; 7 – клапан с прокладкой.
Рис. 34. Устройство вентиля: 1 – маховик; 2 – втулка; 3 – набивка сальника; 4 – корпус головки; 5 – резьба штока; 6 – изоляция; 7 – клапан с прокладкой.
Вентили применяются обычно в квартирной водопроводной разводке и должны постоянно находиться в рабочем состоянии. От затопления в случае аварии квартиру спасти может только вентиль.
Отдельный вентиль должен устанавливаться на отводе к каждому потребителю (элементу сантехоборудования): к смесителю, унитазному бачку или питающей трубе отопительной системы, если имеется автономное водяное отопление. На трубе с холодной или горячей водой должен быть также отдельный вентиль. Контрольный вентиль должен стоять на самом вводе или на ответвлении от стояка. Он необходим в том случае, когда возникнет необходимость в ремонте не отдельного прибора, а целых участков внутренних коммуникаций, например для внесения изменений в схему разводки.
Устройство и принцип действия вентилей сходны с обычными кранами. У них также есть окно во внутренней перегородке корпуса, через которое проходит вода, клапан с прокладкой, запирающий это отверстие, и шток с возвратно-поступательным ходом, проходящий в головке корпуса. Отличие в том, что соединение клапана со штоком может быть плавающим с помощью шарового соединения. Втулка сальника может поджиматься накидной гайкой, или роль такой гайки может выполнять спецвтулка, имеющая резьбу и вкручивающаяся в резьбу, нарезанную внутри головки. Между корпусом и вентильной головкой может находиться полужесткая прокладка, изготовленная из паронита, либо же соединение уплотняется льняной прядью с пропиткой.
Вентили применяются обычно в квартирной водопроводной разводке и должны постоянно находиться в рабочем состоянии. От затопления в случае аварии квартиру спасти может только вентиль.
Отдельный вентиль должен устанавливаться на отводе к каждому потребителю (элементу сантехоборудования): к смесителю, унитазному бачку или питающей трубе отопительной системы, если имеется автономное водяное отопление. На трубе с холодной или горячей водой должен быть также отдельный вентиль. Контрольный вентиль должен стоять на самом вводе или на ответвлении от стояка. Он необходим в том случае, когда возникнет необходимость в ремонте не отдельного прибора, а целых участков внутренних коммуникаций, например для внесения изменений в схему разводки.
Устройство и принцип действия вентилей сходны с обычными кранами. У них также есть окно во внутренней перегородке корпуса, через которое проходит вода, клапан с прокладкой, запирающий это отверстие, и шток с возвратно-поступательным ходом, проходящий в головке корпуса. Отличие в том, что соединение клапана со штоком может быть плавающим с помощью шарового соединения. Втулка сальника может поджиматься накидной гайкой, или роль такой гайки может выполнять спецвтулка, имеющая резьбу и вкручивающаяся в резьбу, нарезанную внутри головки. Между корпусом и вентильной головкой может находиться полужесткая прокладка, изготовленная из паронита, либо же соединение уплотняется льняной прядью с пропиткой.