Мы начали процесс решения проблемы с более четкого ее определения. Проблему объективно описали следующим образом:
• 442 раза в день мы сталкивались с плохим посадочным местом заднего усилителя модели Avalon;
• этот процесс привел к одной серьезной травме;
• пришлось забраковать семь задних фар стоимостью 323,28 доллара;
• конвейер останавливали с помощью шнура андон в среднем 650 раз за смену.
Мы поставили задачу – в течение следующих трех месяцев сократить количество случаев некачественной посадки заднего усилителя на 90 %. Здесь мы применили прием генти генбуцу. Мы все пошли наблюдать за процессом, чтобы своими глазами увидеть, что происходит. Понаблюдав проблему у источника, мы смогли составить диаграмму «рыбий скелет» (диаграмму причинно-следственных связей), отражающую возможные причины (см. рис. 8.3), а потом начали сужать круг возможных причин до количества, с которым можно было работать.
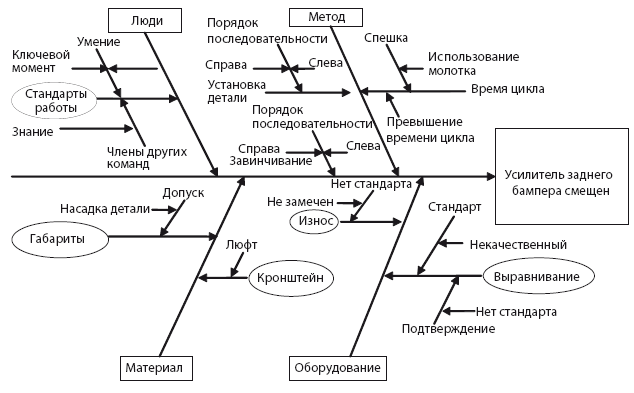 Рис. 8.3. Исследование причин
Рис. 8.3. Исследование причин
Мы сузили круг возможных причин до пяти, которые мы хотели исследовать, так что каждый член команды должен был разобраться с одной из них: пойти, посмотреть и определить, является ли это первопричиной (см. таблицу 8.2). Я отвечала за то, чтобы проверить выполнение стандарта и убедиться, что все операторы были должным образом обучены и одинаково выполняли правильную процедуру установки. Все было в порядке, и мы перешли к следующей возможной причине. В этот раз вся команда исследовала кронштейны детали, которая прикрепляется к кузову в первую очередь, а уже на нее крепится задний усилитель. Здесь нам нужна была помощь, так что мы обратились к группе производственных инженеров, которая отвечала за качество поступающих деталей; они сделали замеры, и оказалось, что с кронштейнами все было нормально.
Таблица 8.2. Матрица исследования возможных причин
 Значения колонки «Оценка»: 0 – приемлемо, 1 – нуждается в улучшении, Х – плохой результат.
Значения колонки «Оценка»: 0 – приемлемо, 1 – нуждается в улучшении, Х – плохой результат.
Значения колонки «Рейтинг»: 1 – наиболее вероятная потенциальная причина; 2 – следующая по вероятности возможная причина; 3 – следующая по вероятности – и т. д.
Тогда Марвин получил задание проверить, не смещен ли задний усилитель. Он поработал с группой контроля, чтобы проверить это. Усилитель поместили в контрольное устройство, и замеры опять показали, что все нормально. Мы не были уверены, что делать дальше, и попросили советника кружка качества подбросить нам еще идей. Нашим советником был наш лидер группы; он предложил нам вернуться на сварку кузова и посмотреть, как соединяются детали. Для нас, сборщиков, это было как в другой мир пойти, но Стив и Кристалл все-таки пошли и «прошли по линии в обратном направлении», пока не увидели, где к кузову приваривают кронштейн. Они проверили эту деталь и обнаружили проблему – нижняя панель кузова выходила за пределы допуска.
Пытаясь понять, как это исправить, они обнаружили еще одну проблему. Сам кронштейн на нижней панели кузова тоже не соответствовал стандарту. Штыри кронштейна были смещены, поэтому каждая следующая деталь, которая на нем закреплялась, тоже смещалась. Когда они стали выяснять, где эту деталь приваривают на кузов, бригадир сказал: «Эту деталь вообще не здесь делают, мы ее от поставщика получаем». Так что команда взяла образец кронштейна и отправилась к группе производственных инженеров, отвечающей за качество этой детали. Инженер Джон Маккой даже съездил к поставщикам, чтобы все осмотреть. Он обнаружил, что направляющие шпильки пресс-форм поставщика были смещены, в результате чего штыри тоже оказывались смещены. Мы прошли по цепочке пять «почему», чтобы убедиться, что нашли первопричину, – оказалось, так и есть (см. рис. 8.4).
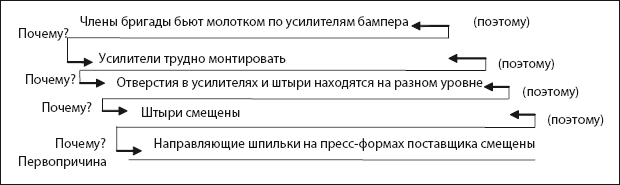 Рис. 8.4. Анализ причин по методу пять «почему»
Рис. 8.4. Анализ причин по методу пять «почему»
Мы поработали с Джоном, чтобы понять, что делать. Мы придумали три основные контрмеры, которые нужно было предпринять поставщику. Сам штырь был высоким и легко гнулся, так что мы решили сделать его толще на 0,2 мм, чтобы уменьшить его подвижность. Также было решено уменьшить отверстие, в которое входил штырь, чтобы штырь не мог двигаться. Наконец, поставщик ввел программу профилактического техобслуживания, чтобы гарантировать соответствие пресс-форм стандарту, и даже присылал нам недельные и месячные журналы в подтверждение своих слов (см. рис. 8.5).
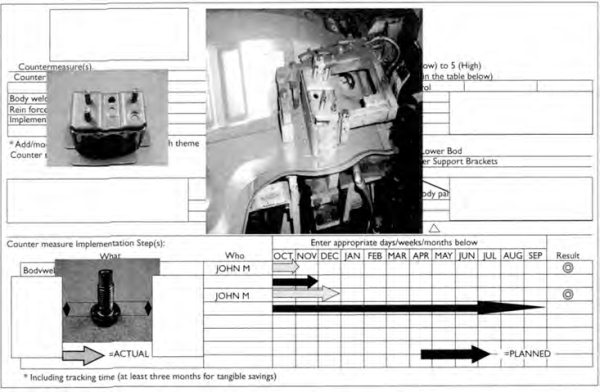 Рис. 8.5. Контрмеры
Рис. 8.5. Контрмеры
Мы с Джоном и с поставщиком решили проблему доставки на линию качественных деталей и использования оставшихся некачественных деталей. Контрмеры сработали прекрасно (см. рис. 8.8), и мы убрали молоток обратно в шкаф для инструментов. Количество проблем с посадочными местами усилителей резко сократилось – с 400 до менее 20 случаев в день. Люди больше не получали травмы на этой операции, задние фары не браковали, а количество остановок линии шнуром андон сократилось с почти 1500 до менее 1000 раз в день. Команда была очень довольна, потому что мы сами провели расследование, необходимое для выявления проблемы. Остальные члены бригады, работавшие на этом процессе, тоже оценили это. Хотя реализацией контрмер непосредственно занимался поставщик, они никогда не узнали бы о существовании этой проблемы и не занялись бы ее решением, если бы не мы.
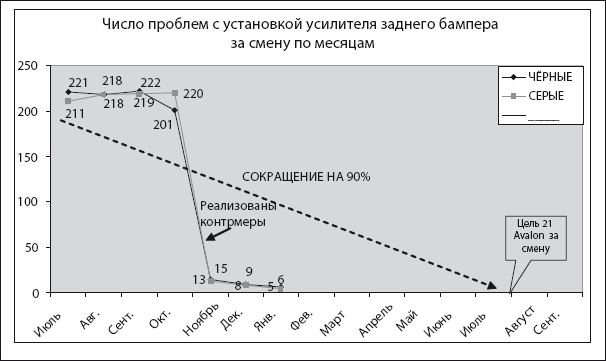 Рис. 8.6. Результаты
Рис. 8.6. Результаты
Мы хотели выиграть платиновую премию, чтобы поехать в Японию представлять там наш завод, но эту награду получила другая команда. Мы выиграли золото. Команда в какой-то момент была разочарована, что мы не взяли платину, но ненадолго. Команда была очень воодушевлена, потому что мы что-то изменили. Мы не просто избавились от молотка, мы непосредственно повлияли на ключевые показатели производительности нашей группы и нашего завода. Мы хотели продолжать, и за последние два года решили еще пять проблем и выиграли серебряную и две бронзовые награды.
• 442 раза в день мы сталкивались с плохим посадочным местом заднего усилителя модели Avalon;
• этот процесс привел к одной серьезной травме;
• пришлось забраковать семь задних фар стоимостью 323,28 доллара;
• конвейер останавливали с помощью шнура андон в среднем 650 раз за смену.
Мы поставили задачу – в течение следующих трех месяцев сократить количество случаев некачественной посадки заднего усилителя на 90 %. Здесь мы применили прием генти генбуцу. Мы все пошли наблюдать за процессом, чтобы своими глазами увидеть, что происходит. Понаблюдав проблему у источника, мы смогли составить диаграмму «рыбий скелет» (диаграмму причинно-следственных связей), отражающую возможные причины (см. рис. 8.3), а потом начали сужать круг возможных причин до количества, с которым можно было работать.
Мы сузили круг возможных причин до пяти, которые мы хотели исследовать, так что каждый член команды должен был разобраться с одной из них: пойти, посмотреть и определить, является ли это первопричиной (см. таблицу 8.2). Я отвечала за то, чтобы проверить выполнение стандарта и убедиться, что все операторы были должным образом обучены и одинаково выполняли правильную процедуру установки. Все было в порядке, и мы перешли к следующей возможной причине. В этот раз вся команда исследовала кронштейны детали, которая прикрепляется к кузову в первую очередь, а уже на нее крепится задний усилитель. Здесь нам нужна была помощь, так что мы обратились к группе производственных инженеров, которая отвечала за качество поступающих деталей; они сделали замеры, и оказалось, что с кронштейнами все было нормально.
Таблица 8.2. Матрица исследования возможных причин
Значения колонки «Рейтинг»: 1 – наиболее вероятная потенциальная причина; 2 – следующая по вероятности возможная причина; 3 – следующая по вероятности – и т. д.
Тогда Марвин получил задание проверить, не смещен ли задний усилитель. Он поработал с группой контроля, чтобы проверить это. Усилитель поместили в контрольное устройство, и замеры опять показали, что все нормально. Мы не были уверены, что делать дальше, и попросили советника кружка качества подбросить нам еще идей. Нашим советником был наш лидер группы; он предложил нам вернуться на сварку кузова и посмотреть, как соединяются детали. Для нас, сборщиков, это было как в другой мир пойти, но Стив и Кристалл все-таки пошли и «прошли по линии в обратном направлении», пока не увидели, где к кузову приваривают кронштейн. Они проверили эту деталь и обнаружили проблему – нижняя панель кузова выходила за пределы допуска.
Пытаясь понять, как это исправить, они обнаружили еще одну проблему. Сам кронштейн на нижней панели кузова тоже не соответствовал стандарту. Штыри кронштейна были смещены, поэтому каждая следующая деталь, которая на нем закреплялась, тоже смещалась. Когда они стали выяснять, где эту деталь приваривают на кузов, бригадир сказал: «Эту деталь вообще не здесь делают, мы ее от поставщика получаем». Так что команда взяла образец кронштейна и отправилась к группе производственных инженеров, отвечающей за качество этой детали. Инженер Джон Маккой даже съездил к поставщикам, чтобы все осмотреть. Он обнаружил, что направляющие шпильки пресс-форм поставщика были смещены, в результате чего штыри тоже оказывались смещены. Мы прошли по цепочке пять «почему», чтобы убедиться, что нашли первопричину, – оказалось, так и есть (см. рис. 8.4).
Мы поработали с Джоном, чтобы понять, что делать. Мы придумали три основные контрмеры, которые нужно было предпринять поставщику. Сам штырь был высоким и легко гнулся, так что мы решили сделать его толще на 0,2 мм, чтобы уменьшить его подвижность. Также было решено уменьшить отверстие, в которое входил штырь, чтобы штырь не мог двигаться. Наконец, поставщик ввел программу профилактического техобслуживания, чтобы гарантировать соответствие пресс-форм стандарту, и даже присылал нам недельные и месячные журналы в подтверждение своих слов (см. рис. 8.5).
Мы с Джоном и с поставщиком решили проблему доставки на линию качественных деталей и использования оставшихся некачественных деталей. Контрмеры сработали прекрасно (см. рис. 8.8), и мы убрали молоток обратно в шкаф для инструментов. Количество проблем с посадочными местами усилителей резко сократилось – с 400 до менее 20 случаев в день. Люди больше не получали травмы на этой операции, задние фары не браковали, а количество остановок линии шнуром андон сократилось с почти 1500 до менее 1000 раз в день. Команда была очень довольна, потому что мы сами провели расследование, необходимое для выявления проблемы. Остальные члены бригады, работавшие на этом процессе, тоже оценили это. Хотя реализацией контрмер непосредственно занимался поставщик, они никогда не узнали бы о существовании этой проблемы и не занялись бы ее решением, если бы не мы.
Мы хотели выиграть платиновую премию, чтобы поехать в Японию представлять там наш завод, но эту награду получила другая команда. Мы выиграли золото. Команда в какой-то момент была разочарована, что мы не взяли платину, но ненадолго. Команда была очень воодушевлена, потому что мы что-то изменили. Мы не просто избавились от молотка, мы непосредственно повлияли на ключевые показатели производительности нашей группы и нашего завода. Мы хотели продолжать, и за последние два года решили еще пять проблем и выиграли серебряную и две бронзовые награды.
Конец бесплатного ознакомительного фрагмента