Страница:
В качестве водосточных используются трубы диаметром 100–140 мм, которые располагаются на расстоянии не менее 120 мм от стены. На кровлях с асбестоцементным или черепичным покрытием для отвода атмосферной воды используются водосточные трубы и желоба. Последние изготавливаются из кровельной стали и подвешиваются с уклоном 2–3° к углам здания.
Слуховые окна покрываются тем же материалом, что и вся кровля. Особое внимание следует уделять разделке мест их соединения со скатом крыши.
Инструменты и материалы
Материалы для кровельных работ
Слуховые окна покрываются тем же материалом, что и вся кровля. Особое внимание следует уделять разделке мест их соединения со скатом крыши.
Инструменты и материалы
Устройство кровли лучше всего начать с подбора необходимого инвентаря (который нужно подбирать с учетом материала для кровли), что значительно облегчит и ускорит работу, потому что в дальнейшем не придется отвлекаться на поиски того или иного инструмента.
Молоток. При устройстве кровли в зависимости от того, с каким кровельным материалом проводится работа, каков характер работы, используют различные виды молотков. Для выравнивания листов, имеющих неровности, берут такие молотки, как малый молоток-подсекальник массой от 0,4 до 0,6 кг, молоток-ручник массой не более 1,5 кг, молоток с загнутым концом для отделки соединений кровельной стали в труднодоступных участках, молоток-киянка, фигурный молоток массой от 0,4 до 0,6 кг для работы с поверхностями сферической формы. К молоткам приделывают кизиловую или березовую рукоятку длиной от 280 до 350 мм.
Киянка– деревянный молоток, который применяется, как правило, в работах, где используются стамески и долота, а также в других видах работ. Благодаря тому что обушок киянки намного больше обушка молотка, наносить удары по нужному месту ею гораздо легче.
Ситоиспользуют для процеживания растворов и просеивания сыпучих материалов.
Домкратприменяют для подъема тяжестей на небольшую высоту.
Толкушкаслужит для перемешивания и тщательного разминания замоченной в воде глины.
Шпательиспользуют для грунтовки, шпатлевания поверхностей, а также перемешивания красок.
Кисть(маховая) применяют для окрашивания больших поверхностей, например крыш.
Краскопультиспользуют для более ровного и качественного окрашивания поверхностей.
Колющее лезвиепредназначено для раскалывания плахи на гонтины.
Колотушка служит для колки плахи на гонтины. Используется одновременно с колющим лезвием.
Гладилкуприменяют для заглаживания мастики при заделывании щелей, пазов небольших размеров.
Линейкуприменяют для измерения деталей небольших размеров.
Рулеткуиспользуют для определения размеров больших деталей.
Метр складнойслужит для определения размеров небольших деталей. Так называемые чертилкиизготовлены из стальной проволоки, имеют закаленный, заточенный в виде конуса конец или два конца, необходимых для проведения различных линий на металлических поверхностях. Во время работы инструмент держат с небольшим наклоном в направлении перемещения ручки строго у кромки линейки.
Универсальный рейсмусс упором и очертка(рейсмус с разметочным зевом) нужны для проведения параллельных рисок на рабочей поверхности. Перед нанесением линий рейсмусом или очерткой проверяют, ровная ли кромка, вдоль которой будет перемещаться инструмент.
Угольникиз металла используют для разметки прямых углов, различных измерений и т. д. Кроме угольников, имеющих прямой угол, вам могут понадобиться угольники с острыми углами (30, 45, 60°).
Кернер– стальной стержень, имеющий круглое сечение. Один из концов стержня заточен под углом 60°. Инструмент применяют для нанесения отметок. Его ставят в вертикальное положение и по верхнему концу ударяют молотком. Кроме ручного кернера, существует автоматический кернер. Преимущество автоматического кернера перед ручным заключается в том, что благодаря ему отметины получаются одинаковых размеров.
В кровельных работах применяют реечный циркуль. Им наносят различные отметки на рабочую поверхность.
Кронциркульиспользуют для определения диаметров деталей, их толщины, для перенесения размеров с измерительной линейки на поверхность металла.
Штангенциркульслужит для определения как наружных, так и внутренних размеров деталей.
Разметочный циркульпредназначен для черчения, а также для перенесения небольших размеров с измерительной линейки на металлическую поверхность. Такой инструмент, как нутрометр, необходим для измерения диаметров полых деталей.
Ножницыиспользуют для разрезания листовой стали. Стальной лист толщиной не более 0,7 мм режут ручными ножницами. Ножницы могут быть правыми и левыми. У левых ножниц режущий нож расположен справа, у правых – слева. Правые ножницы гораздо удобнее левых, потому что в процессе резки можно видеть отрезаемую полоску листа. Если эта полоска узкая, то она снизу сворачивается в спираль, в то время как вторая половина листа не деформируется. Левые ножницы чаще всего используются для выполнения отверстий, находящихся далеко от края листа, а также для отрезания левых краев. Отверстия, расположенные внутри листа, вырезают так: сначала при помощи зубила в листе прорубают отверстие и вставляют в него режущий нож инструмента, затем по намеченной риске в форме круга ведут нож ножниц.
Стуловые ножницыприменяют для нарезания листовой стали толщиной не более 1,4 мм. Инструмент ставят на невысоком деревянном столе или верстаке и выполняют резку.
Дырокол –этот инструмент используют для проделывания отверстий.
Пилыиспользуют для распиливания древесных материалов и металлов. Пила имеет металлическую ленту (диск), которая снабжена зубьями. Промежуток между вершинами двух соседних зубьев называется шагом, а промежуток между вершиной зуба и основанием – высотой зуба. У зубьев пилы есть две боковые и одна передняя режущие кромки.
У пилы, предназначенной для продольного распиливания пиломатериалов, зубья сделаны в форме треугольника и имеют прямую заточку, благодаря которой пилить можно в одном направлении. Передняя режущая кромка такой пилы разрезает волокна, две боковые отделяют их друг от друга. У пилы, предназначенной для поперечного распиливания, зубья в основном выполнены в виде равнобедренного треугольника и имеют двухстороннюю заточку. У этой пилы передняя заточка отделяет волокна, боковые же кромки разрезают их.
Ножовкипредназначены для резки прутков. Обычная ручная ножовка имеет правую и левую полурамки, которые сращены обоймой. На стороне правой полурамки находится рукоятка. Полотно ножовки помещают в зазор натяжного винта и стержня, а затем штифтуют, т. е. фиксируют штифтом. После этого полотно инструмента натягивают барашком.
Полотна ножовки выпускаются длиной 320, 370 мм. Ширина ножовки составляет 15 мм, а толщина – не более 0,75 мм. Профиль зуба ножовки может быть от 55 до 60 мм. Выбор количества зубьев у полотна ножовки зависит от работы с тем или иным металлом. Так, например, полотна, имеющие 16 зубьев, пригодны только для работы с мягкими металлами, полотна с 19 зубьями предназначены для изделий из твердых металлов, а полотна с 22 зубьями используются при работе со сверхтвердыми металлами.
Для того чтобы пруток разрезать ножовкой, его помещают в тиски и зажимают таким образом, чтобы линия отреза находилась близко к тисковым губкам. Если режут деталь большой ширины, то ножовку устанавливают в горизонтальном положении, а если режут детали из угловой или полосовой стали, то ножовку держат наклонно. Для получения наилучшего результата за минуту выполняют от 40 до 50 движений ножовкой. При движении инструмента вперед делают нажим, при движении назад нажим не делают. От того, с каким металлом проводится работа, зависит сила нажима. Так, при резке мягких металлов сила нажима должна быть значительно меньше, чем при резке изделий из твердого металла.
Поперечные пилыиспользуют для поперечного распиливания, а также для плотничных работ. Зубья пилы сделаны в виде равнобедренных треугольников и имеют косую заточку. Угол у вершины зуба обычно делают 42–45°. Полотна пилы могут быть толщиной 1,1 и 1,4 мм.
Лучковые пилысостоят из лучка, изготовленного из древесины твердых пород дерева, полотна длиной от 785 до 800 мм, тетивы, сделанной из крученого пенькового или льняного шнура толщиной 3–4 мм. Они могут быть поперечными и продольными.
У поперечных лучковых пил полотно имеет ширину от 22 до 25 мм, расстояние между зубьями 4,5–5 мм, а угол заострения 70–79°. У продольных лучковых пил полотно делают шириной 50–55 мм, толщиной 0,5–0,7 мм, расстояние между зубьями 5 мм, угол заострения 45–50°.
Выкружные пилыприменяют для распиливания материала по кривым линиям. Длина полотна этих пил 500 мм, ширина 5–15 мм, расстояние между зубьями 5 мм, угол заострения 55–60°. Зубья пилы имеют прямую заточку. Для того чтобы уменьшить силу трения, из-за которой полотно инструмента может застрять в пропиле, зубья разводят. Для этого полотно помещают в тиски и зажимают. Затем берут универсальную разводку и отгибают вершины зубьев от основания не менее чем на 2/3 их высоты. Все четные зубья отклоняют в одну, а нечетные в другую сторону. Если предстоит работа с твердыми породами дерева, то зубья разводят на 1/4–1/2 мм. Если же нужно распилить материалы из мягких пород дерева, то зубья пилы разводят на 1/2–1 мм. Чтобы проверить, правильно ли выполнен развод, используют шаблон. Для того чтобы тетива долго не растягивалась, после окончания работ с пилой закрутку слегка отпускают.
Топорпригодится в процессе изготовления кровли при условии использования в качестве материала древесины, при этом он может быть как с прямым, так и с округлым лезвием. Топор с прямым лезвием необходим для рубки древесных материалов, топор с округлым лезвием – для его отделки.
Для вырубания отверстий, перерубания проволоки и отдельных полосок используют зубиларазличных видов. Например, слесарным зубилом, изготовленным из специальной инструментальной стали овального сечения, рубят сталь толщиной примерно 1 мм, зубилом Когана, имеющим достаточно широкую режущую часть, прорубают стальные листы толщиной до 1 мм.
Детали небольших размеров рубят по намеченным линиям, предварительно зажав в тиски, а детали больших размеров рубят также по намеченным линиям, но только на столе, покрытом листовой сталью толщиной 13–15 мм. В процессе рубки в тисках обращают внимание на то, чтобы режущий край зубила шел на одном уровне с губками. Деталь для этого зажимают так, чтобы риска совмещалась с краем вкладыша тисков. Детали из стали толщиной до 1,5 мм обрубают в один прием, а толщиной в 1,6 мм и более – в два приема. Во время рубки следят за тем, чтобы режущий край инструмента двигался строго по намеченной линии. Инструмент держат левой рукой с легким наклоном к отрубаемой части. По зубилу ударяют молотком. Выполнив прорубы на одной стороне детали, деталь переворачивают на другую сторону и повторяют ту же операцию, затем деталь разламывают руками. В процессе рубки деталей следят за тем, чтобы мелкие кусочки, отлетев в сторону, не поранили тех, кто находится поблизости. Зубила точат точно так же, как и ножницы.
После того как древесину распилят, ее строгают. Для этого используют или обычный нож, или различные виды рубанков, которые состоят из деревянного корпуса и ножа, закрепленного клином. Кроме этого, рубанок имеет вклейку из твердых пород дерева, которая защищает подошву рубанка от быстрого износа (все эти инструменты были описаны в главе, посвященной плотницким работам).
Фальцгебель– инструмент служит как для обработки, так и для зачистки четвертей. Он имеет подошву в виде ступенек.
Зензубельприменяют для выборки фальцев, четвертей, а также для их зачистки. В корпусе инструмента имеются ножи в виде лопаток и боковое отверстие для выхода стружки.
Штап– этот инструмент используют для сглаживания кромок деталей.
Инструменты для выборки и зачистки различных отверстий – долото и стамеска. Следует добавить, что во время работы со стамесками необходимо соблюдать общие правила безопасности.
Кровельные клещи– такой инструмент, как кровельные клещи, используют при сборке металлических листов, когда нужно загибать кромки листов. Клещи могут быть прямые, полукруглые и кривые. Первые имеют плоские широкие губки, благодаря которым не повреждается цинковый слой металла. Они нужны при устройстве дымовых труб, вентиляционных и слуховых отверстий. Полукруглыми клещами выполняют многие операции, например окантовку гребней, отгибы различных видов, отделку фасонных элементов кровли, разборку желобов и покрытий для их ремонта. Кривые клещи необходимы для сборки кровли на труднодоступных участках.
Кромкогибщикприменяют для загибания стоячих фальцев. Он имеет в середине продольную прорезь высотой от 25 до 35 мм.
Заклепочник– этим инструментом пользуются при сращивании листовых деталей.
Как зажимные приспособления используют тиски, которые могут быть параллельными и стуловыми. И параллельные, и стуловые тиски состоят из подвижной и неподвижной губок и рычагов для вращения винтов. Тиски закрепляют на верстаке.
Напильники. При опиливании (выборки верхнего слоя с поверхности детали) используют напильники различных видов. Каждый напильник имеет на своей рабочей поверхности насечки, благодаря которым он может снимать слой металла. Напильники состоят из носа, тела, пятки и хвостовика. Они бывают различного сечения, например квадратного, прямоугольного, полукруглого, круглого, треугольного. Напильники с такими сечениями называют обыкновенными. Напильники с квадратным сечением нужны для обработки поверхностей прямоугольной формы. Напильники с прямоугольным сечением – универсальные, ими можно обрабатывать практически любую поверхность, включая и фасонную. Напильники с полукруглым сечением предназначены для работы с вогнутыми поверхностями. Напильники с треугольным сечением – для доводки отверстий с треугольным сечением и углов, с круглым сечением – для круглых отверстий.
Опиливать металлическую поверхность можно двумя способами: чистовым и черновым. Опиливание первым способом проводится личным напильником длиной от 125 до 450 мм, опиливание вторым способом – драчевым напильником длиной также от 125 до 450 мм. Затем обрабатываемую поверхность доводят бархатным напильником длиной от 125 до 250 мм. Напильники предназначены также для отделки пазов, зазоров, канавок, плоскостей. Кроме этого, с их помощью деталям из металла можно придать необходимую форму или размеры, обработать кромку деталей и т. д. Для того чтобы правильно опилить деталь, опиливание выполняют перекрестным способом, т. е. сначала движения напильником делают слева направо, а затем справа налево. Чтобы проверить, ровно ли опилена деталь, прикладывают к поверхности детали линейку или угольник: если между линейкой и плоскостью нет просветов, то все сделано правильно.
Сверла. Отверстия выполняют путем сверления. Для этого используют сверла в виде спиралей, дрели (ручные и электрические), буравчики и т. д. Сверло имеет рабочую часть, которая делится на режущую и цилиндрическую, хвостовик, который помещается в шпиндель (вращающийся вал с приспособлением для закрепления сверла и т. п.) станка, и лапку. Чтобы в процессе работы стружки отлетали в сторону, в цилиндрической части сверла делают две винтовые канавки, по краям которых располагаются ленточки. Ленточки нужны для того, чтобы уменьшить трение сверла о кромки отверстия. Другая, режущая, часть сверла выполнена в виде конуса, на котором располагаются три кромки: две режущих и одна поперечная. В зависимости от того, из какого металла изготовлена деталь, угол заточки сверла делают от 110 до 150°.
Хвостовик сверла может быть цилиндрической и конической формы. Первый закрепляется в шпинделе станка кулачковым патроном, второй держится в шпинделе из-за трения между переходной конусной втулкой и конусом самого хвостовика. Лапка сверла нужна для упора при извлечении сверла из патрона или гнезда.
Если углы режущей кромки сверла быстро становятся тупыми, то это говорит о том, что скорость вращения слишком большая и ее следует уменьшить. Сделать это можно только после полной остановки привода. С электродрелью работают в резиновых перчатках или во время сверления одной ногой стоят на резиновом коврике. Если становятся тупыми сами кромки, то это признак слишком сильной подачи. Чтобы сверло служило как можно дольше, не крошилось и не ломалось, подачу в конце высверливания всегда уменьшают. Наилучшего результата при сверлении можно добиться при достаточно большой скорости вращения и небольшой подаче.
В процессе работы сверло время от времени охлаждают водой, но ни в коем случае не мокрой ветошью. Вращающиеся элементы сверлильных машин, как ручных, так и электрических, регулярно смазывают машинным маслом. Кроме этого, постоянно обращают внимание на состояние провода электродрели. После завершения сверлильных работ стружку тщательно собирают веником и выбрасывают.
Зенковка. Такой инструмент служит для отделки углублений цилиндрической или конической формы, а также фасок высверленных отверстий под головки винтов, болтов и заклепок. Зенковка может быть цилиндрической и конической. Первая состоит из хвостовика, рабочей части, у которой может быть от 4 до 8 зубьев, и направляющей цапфы, опускающейся в высверленное отверстие, благодаря чему происходит совмещение оси отверстия и полученного зенковкой углубления. Вторая также имеет хвостовик и рабочую часть. Чаще всего применяют зенковки с углом конуса 60, 90 и 120°.
Зенкерслужит для доводки отверстий, полученных различным способом, например штампованием, ковкой, сверлением или литьем. Зенкер напоминает сверло. Но если сверло имеет две режущих кромки, то у зенкера их три или четыре. Хвостовик зенкера зажимают в патроне. В том случае, если отверстие будет высверливаться сверлом, а затем будет доводиться зенкером, то диаметр сверла должен быть меньше, чем диаметр готового отверстия.
Пробойникиспользуют для проделывания отверстий.
Молоток. При устройстве кровли в зависимости от того, с каким кровельным материалом проводится работа, каков характер работы, используют различные виды молотков. Для выравнивания листов, имеющих неровности, берут такие молотки, как малый молоток-подсекальник массой от 0,4 до 0,6 кг, молоток-ручник массой не более 1,5 кг, молоток с загнутым концом для отделки соединений кровельной стали в труднодоступных участках, молоток-киянка, фигурный молоток массой от 0,4 до 0,6 кг для работы с поверхностями сферической формы. К молоткам приделывают кизиловую или березовую рукоятку длиной от 280 до 350 мм.
Киянка– деревянный молоток, который применяется, как правило, в работах, где используются стамески и долота, а также в других видах работ. Благодаря тому что обушок киянки намного больше обушка молотка, наносить удары по нужному месту ею гораздо легче.
Ситоиспользуют для процеживания растворов и просеивания сыпучих материалов.
Домкратприменяют для подъема тяжестей на небольшую высоту.
Толкушкаслужит для перемешивания и тщательного разминания замоченной в воде глины.
Шпательиспользуют для грунтовки, шпатлевания поверхностей, а также перемешивания красок.
Кисть(маховая) применяют для окрашивания больших поверхностей, например крыш.
Краскопультиспользуют для более ровного и качественного окрашивания поверхностей.
Колющее лезвиепредназначено для раскалывания плахи на гонтины.
Колотушка служит для колки плахи на гонтины. Используется одновременно с колющим лезвием.
Гладилкуприменяют для заглаживания мастики при заделывании щелей, пазов небольших размеров.
Линейкуприменяют для измерения деталей небольших размеров.
Рулеткуиспользуют для определения размеров больших деталей.
Метр складнойслужит для определения размеров небольших деталей. Так называемые чертилкиизготовлены из стальной проволоки, имеют закаленный, заточенный в виде конуса конец или два конца, необходимых для проведения различных линий на металлических поверхностях. Во время работы инструмент держат с небольшим наклоном в направлении перемещения ручки строго у кромки линейки.
Универсальный рейсмусс упором и очертка(рейсмус с разметочным зевом) нужны для проведения параллельных рисок на рабочей поверхности. Перед нанесением линий рейсмусом или очерткой проверяют, ровная ли кромка, вдоль которой будет перемещаться инструмент.
Угольникиз металла используют для разметки прямых углов, различных измерений и т. д. Кроме угольников, имеющих прямой угол, вам могут понадобиться угольники с острыми углами (30, 45, 60°).
Кернер– стальной стержень, имеющий круглое сечение. Один из концов стержня заточен под углом 60°. Инструмент применяют для нанесения отметок. Его ставят в вертикальное положение и по верхнему концу ударяют молотком. Кроме ручного кернера, существует автоматический кернер. Преимущество автоматического кернера перед ручным заключается в том, что благодаря ему отметины получаются одинаковых размеров.
В кровельных работах применяют реечный циркуль. Им наносят различные отметки на рабочую поверхность.
Кронциркульиспользуют для определения диаметров деталей, их толщины, для перенесения размеров с измерительной линейки на поверхность металла.
Штангенциркульслужит для определения как наружных, так и внутренних размеров деталей.
Разметочный циркульпредназначен для черчения, а также для перенесения небольших размеров с измерительной линейки на металлическую поверхность. Такой инструмент, как нутрометр, необходим для измерения диаметров полых деталей.
Ножницыиспользуют для разрезания листовой стали. Стальной лист толщиной не более 0,7 мм режут ручными ножницами. Ножницы могут быть правыми и левыми. У левых ножниц режущий нож расположен справа, у правых – слева. Правые ножницы гораздо удобнее левых, потому что в процессе резки можно видеть отрезаемую полоску листа. Если эта полоска узкая, то она снизу сворачивается в спираль, в то время как вторая половина листа не деформируется. Левые ножницы чаще всего используются для выполнения отверстий, находящихся далеко от края листа, а также для отрезания левых краев. Отверстия, расположенные внутри листа, вырезают так: сначала при помощи зубила в листе прорубают отверстие и вставляют в него режущий нож инструмента, затем по намеченной риске в форме круга ведут нож ножниц.
Стуловые ножницыприменяют для нарезания листовой стали толщиной не более 1,4 мм. Инструмент ставят на невысоком деревянном столе или верстаке и выполняют резку.
Дырокол –этот инструмент используют для проделывания отверстий.
Пилыиспользуют для распиливания древесных материалов и металлов. Пила имеет металлическую ленту (диск), которая снабжена зубьями. Промежуток между вершинами двух соседних зубьев называется шагом, а промежуток между вершиной зуба и основанием – высотой зуба. У зубьев пилы есть две боковые и одна передняя режущие кромки.
У пилы, предназначенной для продольного распиливания пиломатериалов, зубья сделаны в форме треугольника и имеют прямую заточку, благодаря которой пилить можно в одном направлении. Передняя режущая кромка такой пилы разрезает волокна, две боковые отделяют их друг от друга. У пилы, предназначенной для поперечного распиливания, зубья в основном выполнены в виде равнобедренного треугольника и имеют двухстороннюю заточку. У этой пилы передняя заточка отделяет волокна, боковые же кромки разрезают их.
Ножовкипредназначены для резки прутков. Обычная ручная ножовка имеет правую и левую полурамки, которые сращены обоймой. На стороне правой полурамки находится рукоятка. Полотно ножовки помещают в зазор натяжного винта и стержня, а затем штифтуют, т. е. фиксируют штифтом. После этого полотно инструмента натягивают барашком.
Полотна ножовки выпускаются длиной 320, 370 мм. Ширина ножовки составляет 15 мм, а толщина – не более 0,75 мм. Профиль зуба ножовки может быть от 55 до 60 мм. Выбор количества зубьев у полотна ножовки зависит от работы с тем или иным металлом. Так, например, полотна, имеющие 16 зубьев, пригодны только для работы с мягкими металлами, полотна с 19 зубьями предназначены для изделий из твердых металлов, а полотна с 22 зубьями используются при работе со сверхтвердыми металлами.
Для того чтобы пруток разрезать ножовкой, его помещают в тиски и зажимают таким образом, чтобы линия отреза находилась близко к тисковым губкам. Если режут деталь большой ширины, то ножовку устанавливают в горизонтальном положении, а если режут детали из угловой или полосовой стали, то ножовку держат наклонно. Для получения наилучшего результата за минуту выполняют от 40 до 50 движений ножовкой. При движении инструмента вперед делают нажим, при движении назад нажим не делают. От того, с каким металлом проводится работа, зависит сила нажима. Так, при резке мягких металлов сила нажима должна быть значительно меньше, чем при резке изделий из твердого металла.
Поперечные пилыиспользуют для поперечного распиливания, а также для плотничных работ. Зубья пилы сделаны в виде равнобедренных треугольников и имеют косую заточку. Угол у вершины зуба обычно делают 42–45°. Полотна пилы могут быть толщиной 1,1 и 1,4 мм.
Лучковые пилысостоят из лучка, изготовленного из древесины твердых пород дерева, полотна длиной от 785 до 800 мм, тетивы, сделанной из крученого пенькового или льняного шнура толщиной 3–4 мм. Они могут быть поперечными и продольными.
У поперечных лучковых пил полотно имеет ширину от 22 до 25 мм, расстояние между зубьями 4,5–5 мм, а угол заострения 70–79°. У продольных лучковых пил полотно делают шириной 50–55 мм, толщиной 0,5–0,7 мм, расстояние между зубьями 5 мм, угол заострения 45–50°.
Выкружные пилыприменяют для распиливания материала по кривым линиям. Длина полотна этих пил 500 мм, ширина 5–15 мм, расстояние между зубьями 5 мм, угол заострения 55–60°. Зубья пилы имеют прямую заточку. Для того чтобы уменьшить силу трения, из-за которой полотно инструмента может застрять в пропиле, зубья разводят. Для этого полотно помещают в тиски и зажимают. Затем берут универсальную разводку и отгибают вершины зубьев от основания не менее чем на 2/3 их высоты. Все четные зубья отклоняют в одну, а нечетные в другую сторону. Если предстоит работа с твердыми породами дерева, то зубья разводят на 1/4–1/2 мм. Если же нужно распилить материалы из мягких пород дерева, то зубья пилы разводят на 1/2–1 мм. Чтобы проверить, правильно ли выполнен развод, используют шаблон. Для того чтобы тетива долго не растягивалась, после окончания работ с пилой закрутку слегка отпускают.
Топорпригодится в процессе изготовления кровли при условии использования в качестве материала древесины, при этом он может быть как с прямым, так и с округлым лезвием. Топор с прямым лезвием необходим для рубки древесных материалов, топор с округлым лезвием – для его отделки.
Для вырубания отверстий, перерубания проволоки и отдельных полосок используют зубиларазличных видов. Например, слесарным зубилом, изготовленным из специальной инструментальной стали овального сечения, рубят сталь толщиной примерно 1 мм, зубилом Когана, имеющим достаточно широкую режущую часть, прорубают стальные листы толщиной до 1 мм.
Детали небольших размеров рубят по намеченным линиям, предварительно зажав в тиски, а детали больших размеров рубят также по намеченным линиям, но только на столе, покрытом листовой сталью толщиной 13–15 мм. В процессе рубки в тисках обращают внимание на то, чтобы режущий край зубила шел на одном уровне с губками. Деталь для этого зажимают так, чтобы риска совмещалась с краем вкладыша тисков. Детали из стали толщиной до 1,5 мм обрубают в один прием, а толщиной в 1,6 мм и более – в два приема. Во время рубки следят за тем, чтобы режущий край инструмента двигался строго по намеченной линии. Инструмент держат левой рукой с легким наклоном к отрубаемой части. По зубилу ударяют молотком. Выполнив прорубы на одной стороне детали, деталь переворачивают на другую сторону и повторяют ту же операцию, затем деталь разламывают руками. В процессе рубки деталей следят за тем, чтобы мелкие кусочки, отлетев в сторону, не поранили тех, кто находится поблизости. Зубила точат точно так же, как и ножницы.
После того как древесину распилят, ее строгают. Для этого используют или обычный нож, или различные виды рубанков, которые состоят из деревянного корпуса и ножа, закрепленного клином. Кроме этого, рубанок имеет вклейку из твердых пород дерева, которая защищает подошву рубанка от быстрого износа (все эти инструменты были описаны в главе, посвященной плотницким работам).
Фальцгебель– инструмент служит как для обработки, так и для зачистки четвертей. Он имеет подошву в виде ступенек.
Зензубельприменяют для выборки фальцев, четвертей, а также для их зачистки. В корпусе инструмента имеются ножи в виде лопаток и боковое отверстие для выхода стружки.
Штап– этот инструмент используют для сглаживания кромок деталей.
Инструменты для выборки и зачистки различных отверстий – долото и стамеска. Следует добавить, что во время работы со стамесками необходимо соблюдать общие правила безопасности.
Кровельные клещи– такой инструмент, как кровельные клещи, используют при сборке металлических листов, когда нужно загибать кромки листов. Клещи могут быть прямые, полукруглые и кривые. Первые имеют плоские широкие губки, благодаря которым не повреждается цинковый слой металла. Они нужны при устройстве дымовых труб, вентиляционных и слуховых отверстий. Полукруглыми клещами выполняют многие операции, например окантовку гребней, отгибы различных видов, отделку фасонных элементов кровли, разборку желобов и покрытий для их ремонта. Кривые клещи необходимы для сборки кровли на труднодоступных участках.
Кромкогибщикприменяют для загибания стоячих фальцев. Он имеет в середине продольную прорезь высотой от 25 до 35 мм.
Заклепочник– этим инструментом пользуются при сращивании листовых деталей.
Как зажимные приспособления используют тиски, которые могут быть параллельными и стуловыми. И параллельные, и стуловые тиски состоят из подвижной и неподвижной губок и рычагов для вращения винтов. Тиски закрепляют на верстаке.
Напильники. При опиливании (выборки верхнего слоя с поверхности детали) используют напильники различных видов. Каждый напильник имеет на своей рабочей поверхности насечки, благодаря которым он может снимать слой металла. Напильники состоят из носа, тела, пятки и хвостовика. Они бывают различного сечения, например квадратного, прямоугольного, полукруглого, круглого, треугольного. Напильники с такими сечениями называют обыкновенными. Напильники с квадратным сечением нужны для обработки поверхностей прямоугольной формы. Напильники с прямоугольным сечением – универсальные, ими можно обрабатывать практически любую поверхность, включая и фасонную. Напильники с полукруглым сечением предназначены для работы с вогнутыми поверхностями. Напильники с треугольным сечением – для доводки отверстий с треугольным сечением и углов, с круглым сечением – для круглых отверстий.
Опиливать металлическую поверхность можно двумя способами: чистовым и черновым. Опиливание первым способом проводится личным напильником длиной от 125 до 450 мм, опиливание вторым способом – драчевым напильником длиной также от 125 до 450 мм. Затем обрабатываемую поверхность доводят бархатным напильником длиной от 125 до 250 мм. Напильники предназначены также для отделки пазов, зазоров, канавок, плоскостей. Кроме этого, с их помощью деталям из металла можно придать необходимую форму или размеры, обработать кромку деталей и т. д. Для того чтобы правильно опилить деталь, опиливание выполняют перекрестным способом, т. е. сначала движения напильником делают слева направо, а затем справа налево. Чтобы проверить, ровно ли опилена деталь, прикладывают к поверхности детали линейку или угольник: если между линейкой и плоскостью нет просветов, то все сделано правильно.
Сверла. Отверстия выполняют путем сверления. Для этого используют сверла в виде спиралей, дрели (ручные и электрические), буравчики и т. д. Сверло имеет рабочую часть, которая делится на режущую и цилиндрическую, хвостовик, который помещается в шпиндель (вращающийся вал с приспособлением для закрепления сверла и т. п.) станка, и лапку. Чтобы в процессе работы стружки отлетали в сторону, в цилиндрической части сверла делают две винтовые канавки, по краям которых располагаются ленточки. Ленточки нужны для того, чтобы уменьшить трение сверла о кромки отверстия. Другая, режущая, часть сверла выполнена в виде конуса, на котором располагаются три кромки: две режущих и одна поперечная. В зависимости от того, из какого металла изготовлена деталь, угол заточки сверла делают от 110 до 150°.
Хвостовик сверла может быть цилиндрической и конической формы. Первый закрепляется в шпинделе станка кулачковым патроном, второй держится в шпинделе из-за трения между переходной конусной втулкой и конусом самого хвостовика. Лапка сверла нужна для упора при извлечении сверла из патрона или гнезда.
Если углы режущей кромки сверла быстро становятся тупыми, то это говорит о том, что скорость вращения слишком большая и ее следует уменьшить. Сделать это можно только после полной остановки привода. С электродрелью работают в резиновых перчатках или во время сверления одной ногой стоят на резиновом коврике. Если становятся тупыми сами кромки, то это признак слишком сильной подачи. Чтобы сверло служило как можно дольше, не крошилось и не ломалось, подачу в конце высверливания всегда уменьшают. Наилучшего результата при сверлении можно добиться при достаточно большой скорости вращения и небольшой подаче.
В процессе работы сверло время от времени охлаждают водой, но ни в коем случае не мокрой ветошью. Вращающиеся элементы сверлильных машин, как ручных, так и электрических, регулярно смазывают машинным маслом. Кроме этого, постоянно обращают внимание на состояние провода электродрели. После завершения сверлильных работ стружку тщательно собирают веником и выбрасывают.
Зенковка. Такой инструмент служит для отделки углублений цилиндрической или конической формы, а также фасок высверленных отверстий под головки винтов, болтов и заклепок. Зенковка может быть цилиндрической и конической. Первая состоит из хвостовика, рабочей части, у которой может быть от 4 до 8 зубьев, и направляющей цапфы, опускающейся в высверленное отверстие, благодаря чему происходит совмещение оси отверстия и полученного зенковкой углубления. Вторая также имеет хвостовик и рабочую часть. Чаще всего применяют зенковки с углом конуса 60, 90 и 120°.
Зенкерслужит для доводки отверстий, полученных различным способом, например штампованием, ковкой, сверлением или литьем. Зенкер напоминает сверло. Но если сверло имеет две режущих кромки, то у зенкера их три или четыре. Хвостовик зенкера зажимают в патроне. В том случае, если отверстие будет высверливаться сверлом, а затем будет доводиться зенкером, то диаметр сверла должен быть меньше, чем диаметр готового отверстия.
Пробойникиспользуют для проделывания отверстий.
Материалы для кровельных работ
В качестве стального покрытия используются профилированные листы
оцинкованной или неоцинкованной(
черной)
кровельной стали. Профилирование листов может быть прямым, гофрированным (рифленым) или штампованным под черепичное покрытие.
Неоцинкованная кровельная сталь – кровельное железо – выпускается листами длиной 710–2000 мм, шириной 510–1000 мм, толщиной 0,35–0,8 мм. Оцинкованная кровельная сталь покрыта с двух сторон слоем цинка толщиной 0,02 мм, она выпускается листами толщиной 0,45–1 мм, шириной 710 мм, длиной 1420 мм. На 1 м2 кровли требуется в среднем 5,1 кг кровельной стали.
Для асбестоцементного покрытияиспользуются готовые плоские и волнистые листы обычного профиля, не требующие дополнительной обработки. Изготавливают их из обычного и цветного цемента с добавлением асбестовых волокон. Они бывают гладкими и тисненными, неокрашенными и окрашенными эмалями. Асбестоцементные листы обладают повышенной прочностью, легкостью, долговечностью, огнестойкостью, водонепроницаемостью, высокой сопротивляемостью к действию щелочей. Плоские асбестоцементные листы выпускают толщиной 4, 5, 8, 10, 12 мм, шириной 800, 1200, 1500 мм и длиной 1200, 2500, 3200, 3600 мм. Волнистые асбестоцементные листы обыкновенного профиля (ОВ) выпускают двух видов: обычные размером 1200 х 686 мм, толщиной 5,5 мм, массой 8,5 кг и усиленные размером 1000 х 2800 мм, толщиной 8 мм, с высотой волны 50 мм.
Помимо листов, промышленностью выпускаются желобчатые элементы для покрытия конька и ребер крыши.
Промышленностью выпускается также глиняная(керамическая) и цементно-песчаная черепица. Глиняная черепица изготавливается на предприятиях по аналогии с производством кирпича, а цементно-песчаную можно сделать самостоятельно при помощи самодельного пресса. Для этого надо тщательно перемешать 2 части чистого кварцевого песка, 1 часть сосновых или еловых опилок, 1 часть цемента и в полученную смесь добавить 0,5 части воды.
Для перекрытия конька и ребер крыши выпускаются готовые желобчатые элементы ( рис. 31). По характеру соединения черепица бывает простой (только одно ребро цепляется за желоб); сложной (зацепление происходит двумя или более ребрами). По форме изготовления различают следующие виды черепицы: ленточная с одним загнутым краем; ленточная с двойным загнутым краем («противень» и «бобровый хвост») ( рис. 32).
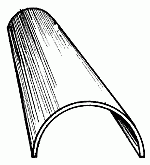 Рис. 31. Коньковая ленточная черепица с двойным загнутым краем
Рис. 31. Коньковая ленточная черепица с двойным загнутым краем
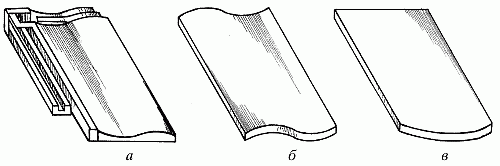 Рис. 32. Виды ленточных черепиц: а – с загнутым краем; б – с двойным загнутым краем типа «противень»; в – с двойным загнутым краем типа «бобровый хвост»
Рис. 32. Виды ленточных черепиц: а – с загнутым краем; б – с двойным загнутым краем типа «противень»; в – с двойным загнутым краем типа «бобровый хвост»
С тыльной стороны каждой черепицы имеется ушко или какое-либо другое приспособление, с помощью которого она крепится к обрешетке.
Рулонные материалы подразделяются на битумные, дегтевые и полимерные, а по структуре – на покровные и беспокровные. Для защиты рулонного материала от вредного воздействия атмосферных осадков используются различные посыпки, фольга, щелоче– и кислотостойкие пленки. В качестве основы для покровных битумных и гидроизоляционных материалов используют кровельный картон; стеклоткани, которые в последнее время стали вытеснять картон благодаря своей долговечности; алюминиевую фольгу.
К покровным материалам на картонной основе относят рубероид с мелкой посыпкой, рубероид с чешуйчатой посыпкой, рубероид с крупнозернистой односторонней посыпкой для наружного слоя, стеклорубероид для верхнего и нижнего слоев кровельного покрытия и оклеечной гидроизоляции, толь с посыпкой, изол, дегтебитумные и гидрокамовые полотна.
Для кровельного и гидроизоляционного покрытия также используется армобитэп, изготавливаемый на стекловолокнистой основе (стеклохолст, стеклосетка, стеклоткань) двусторонним нанесением полимербитумного вяжущего вещества, содержащего битум, каучук, индустриальное масло, минеральную двустороннюю посыпку или крупнозернистую одностороннюю; выпускается двух марок: АБСК (для верхних слоев), АБСМ (для нижних слоев); ширина рулона – 960 или 1000 мм, площадь – 10 м2. В качестве беспокровных рулонных материалов используют следующие: пергамин кровельный для внутреннего слоя, толь-кожа, гидроизол для многослойных кровельных покрытий. В последнее время промышленностью выпускаются новые кровельные и гидроизоляционные материалы: монобитэп, экарбит, фольгобитэп и др.
Мастики кровельные. Рулонные битуминозные материалы (рубероид, пергамин) наклеиваются на специальные битумные мастики, дегтевые (толь) – на дегтевые (каменноугольные). Покровные материалы могут наклеиваться с применением как горячих (битумных, дегтевых), так и холодных мастик (битумных). Беспокровные – только горячих.
Горячие мастики бывают разных марок в зависимости от степени их теплостойкости, определяемой максимальной температурой, при которой мастика, склеивающая два слоя толя, не вытекает при выдержке на уклоне 45°. Не рекомендуется смешивать разные марки мастик.
Для деревянного покрытия используются фрезерованные доски хвойных пород толщиной 19–25 мм и шириной 160–200 мм; кровельная дрань хвойных пород в виде пластинок длиной 1000 мм, шириной 90–130 мм и толщиной 3–5 мм; гонт хвойных пород в виде дощечек треугольного сечения длиной 500–700 мм.
Покрытия из древесно-волокнистой цементной плиты. Эти плиты, изготовленные прессованием, благодаря своей гофрированной волнообразной поверхности обладают большой прочностью. Размер плиты – 1000 х 1095 мм, масса – 11,5 кг. Окрашивается в процессе производства в стандартные цвета: черный, серый, красный, коричневый.
В последнее время в промышленном и индивидуальном строительстве стали широко использоваться новые высококачественные материалы, которые значительно изменяют привычный облик российских домов. Все они, как правило, отличаются не только высокими техническими показателями, но и повышенной декоративностью. К ним, в частности, относятся следующие.
1. Ондулин – волнистые кровельные листы, отличающиеся долговечно-стью, прочностью, экономичностью и легкостью монтажа. Размеры одного листа: длина – 2000 мм, ширина – 950 мм, масса – 5,7 кг. Выпускается четырех цветов (красного, черного, зеленого и коричневого) в комплекте с коньковыми элементами, специальными гвоздями и необходимым набором аксессуаров. Гарантийный срок – 15 лет, но реальный срок его эксплуатации составляет более 50 лет. Ондулин – экологически чистый материал, не содержит асбеста и устойчив к воздействиям окружающей среды.
2. Бардолин – эластичная полосная битумная черепица, армированная стекловолокном и покрытая минеральным гранулятом. Хорошо зарекомендовала себя в качестве покрытия кровель со сложной конфигурацией. Гарантийный срок – 10 лет, реальный срок эксплуатации – до 20 лет.
3. Ондустил – металлочерепица, покрытая минеральным гранулятом, создает эффект объемной черепичной кровли. Высокая цена этого материала позволяет отнести его к разряду элитных покрытий, но она полностью соответствует его высоким техническим показателям. Ондустил прочен, долговечен, устойчив к атмосферным явлениям, пожаростоек и является хорошим шумоизолятором.
Неоцинкованная кровельная сталь – кровельное железо – выпускается листами длиной 710–2000 мм, шириной 510–1000 мм, толщиной 0,35–0,8 мм. Оцинкованная кровельная сталь покрыта с двух сторон слоем цинка толщиной 0,02 мм, она выпускается листами толщиной 0,45–1 мм, шириной 710 мм, длиной 1420 мм. На 1 м2 кровли требуется в среднем 5,1 кг кровельной стали.
Для асбестоцементного покрытияиспользуются готовые плоские и волнистые листы обычного профиля, не требующие дополнительной обработки. Изготавливают их из обычного и цветного цемента с добавлением асбестовых волокон. Они бывают гладкими и тисненными, неокрашенными и окрашенными эмалями. Асбестоцементные листы обладают повышенной прочностью, легкостью, долговечностью, огнестойкостью, водонепроницаемостью, высокой сопротивляемостью к действию щелочей. Плоские асбестоцементные листы выпускают толщиной 4, 5, 8, 10, 12 мм, шириной 800, 1200, 1500 мм и длиной 1200, 2500, 3200, 3600 мм. Волнистые асбестоцементные листы обыкновенного профиля (ОВ) выпускают двух видов: обычные размером 1200 х 686 мм, толщиной 5,5 мм, массой 8,5 кг и усиленные размером 1000 х 2800 мм, толщиной 8 мм, с высотой волны 50 мм.
Помимо листов, промышленностью выпускаются желобчатые элементы для покрытия конька и ребер крыши.
Промышленностью выпускается также глиняная(керамическая) и цементно-песчаная черепица. Глиняная черепица изготавливается на предприятиях по аналогии с производством кирпича, а цементно-песчаную можно сделать самостоятельно при помощи самодельного пресса. Для этого надо тщательно перемешать 2 части чистого кварцевого песка, 1 часть сосновых или еловых опилок, 1 часть цемента и в полученную смесь добавить 0,5 части воды.
Для перекрытия конька и ребер крыши выпускаются готовые желобчатые элементы ( рис. 31). По характеру соединения черепица бывает простой (только одно ребро цепляется за желоб); сложной (зацепление происходит двумя или более ребрами). По форме изготовления различают следующие виды черепицы: ленточная с одним загнутым краем; ленточная с двойным загнутым краем («противень» и «бобровый хвост») ( рис. 32).
С тыльной стороны каждой черепицы имеется ушко или какое-либо другое приспособление, с помощью которого она крепится к обрешетке.
Рулонные материалы подразделяются на битумные, дегтевые и полимерные, а по структуре – на покровные и беспокровные. Для защиты рулонного материала от вредного воздействия атмосферных осадков используются различные посыпки, фольга, щелоче– и кислотостойкие пленки. В качестве основы для покровных битумных и гидроизоляционных материалов используют кровельный картон; стеклоткани, которые в последнее время стали вытеснять картон благодаря своей долговечности; алюминиевую фольгу.
К покровным материалам на картонной основе относят рубероид с мелкой посыпкой, рубероид с чешуйчатой посыпкой, рубероид с крупнозернистой односторонней посыпкой для наружного слоя, стеклорубероид для верхнего и нижнего слоев кровельного покрытия и оклеечной гидроизоляции, толь с посыпкой, изол, дегтебитумные и гидрокамовые полотна.
Для кровельного и гидроизоляционного покрытия также используется армобитэп, изготавливаемый на стекловолокнистой основе (стеклохолст, стеклосетка, стеклоткань) двусторонним нанесением полимербитумного вяжущего вещества, содержащего битум, каучук, индустриальное масло, минеральную двустороннюю посыпку или крупнозернистую одностороннюю; выпускается двух марок: АБСК (для верхних слоев), АБСМ (для нижних слоев); ширина рулона – 960 или 1000 мм, площадь – 10 м2. В качестве беспокровных рулонных материалов используют следующие: пергамин кровельный для внутреннего слоя, толь-кожа, гидроизол для многослойных кровельных покрытий. В последнее время промышленностью выпускаются новые кровельные и гидроизоляционные материалы: монобитэп, экарбит, фольгобитэп и др.
Мастики кровельные. Рулонные битуминозные материалы (рубероид, пергамин) наклеиваются на специальные битумные мастики, дегтевые (толь) – на дегтевые (каменноугольные). Покровные материалы могут наклеиваться с применением как горячих (битумных, дегтевых), так и холодных мастик (битумных). Беспокровные – только горячих.
Горячие мастики бывают разных марок в зависимости от степени их теплостойкости, определяемой максимальной температурой, при которой мастика, склеивающая два слоя толя, не вытекает при выдержке на уклоне 45°. Не рекомендуется смешивать разные марки мастик.
Для деревянного покрытия используются фрезерованные доски хвойных пород толщиной 19–25 мм и шириной 160–200 мм; кровельная дрань хвойных пород в виде пластинок длиной 1000 мм, шириной 90–130 мм и толщиной 3–5 мм; гонт хвойных пород в виде дощечек треугольного сечения длиной 500–700 мм.
Покрытия из древесно-волокнистой цементной плиты. Эти плиты, изготовленные прессованием, благодаря своей гофрированной волнообразной поверхности обладают большой прочностью. Размер плиты – 1000 х 1095 мм, масса – 11,5 кг. Окрашивается в процессе производства в стандартные цвета: черный, серый, красный, коричневый.
В последнее время в промышленном и индивидуальном строительстве стали широко использоваться новые высококачественные материалы, которые значительно изменяют привычный облик российских домов. Все они, как правило, отличаются не только высокими техническими показателями, но и повышенной декоративностью. К ним, в частности, относятся следующие.
1. Ондулин – волнистые кровельные листы, отличающиеся долговечно-стью, прочностью, экономичностью и легкостью монтажа. Размеры одного листа: длина – 2000 мм, ширина – 950 мм, масса – 5,7 кг. Выпускается четырех цветов (красного, черного, зеленого и коричневого) в комплекте с коньковыми элементами, специальными гвоздями и необходимым набором аксессуаров. Гарантийный срок – 15 лет, но реальный срок его эксплуатации составляет более 50 лет. Ондулин – экологически чистый материал, не содержит асбеста и устойчив к воздействиям окружающей среды.
2. Бардолин – эластичная полосная битумная черепица, армированная стекловолокном и покрытая минеральным гранулятом. Хорошо зарекомендовала себя в качестве покрытия кровель со сложной конфигурацией. Гарантийный срок – 10 лет, реальный срок эксплуатации – до 20 лет.
3. Ондустил – металлочерепица, покрытая минеральным гранулятом, создает эффект объемной черепичной кровли. Высокая цена этого материала позволяет отнести его к разряду элитных покрытий, но она полностью соответствует его высоким техническим показателям. Ондустил прочен, долговечен, устойчив к атмосферным явлениям, пожаростоек и является хорошим шумоизолятором.