Страница:
По краям листа из парафина дополнительно выполняют герметичные стенки высотой около 7 мм. Теперь можно приступать к процессу травления, для чего в приготовленную форму на 5–10 мин заливают концентрированную серную кислоту.
После завершения травления серную кислоту сливают, а обработанную поверхность неоднократно промывают холодной водой.
Затем оргстекло сушат, удаляют с него парафин, в результате на поверхности остается нужная надпись или рисунок молочного цвета.
Нанесение надписей и рисунков на органическое стекло методом гравировки
Штамповка органического стекла
Способ гибки органического стекла с помощью паяльника
Основные приемы росписи стекла
Инструменты, приспособления и материалы
Виды красок
Таблица 1
Красители, использующиеся при изготовлении красок
Силикатные эмали, как правило, приготавливают из измельченного в порошок флюса, смешанного с пигментом ( табл. 2).
Таблица 2
Пигменты, использующиеся при изготовлении эмалей
Силикатные краски часто используют в живописи по стеклу, а также при нанесении рисунка в технике аэрографии, декалькомании, шелкографии и печати.
После нанесения рисунка отжигать готовое изделие нужно с соблюдением определенных температурных условий. Следует установить в печи такую температуру, при которой краска или эмаль сплавились бы с изделием, но само изделие при этом не изменило бы формы. Нередко при отжиге случается так, что на поверхности окрашенного стекла образуются тончайшие трещинки, так называемый цеп. Такой дефект, как правило, не считается браком и часто служит в качестве дополнительного элемента декора. Однако это допустимо лишь в том случае, если краска не отслаивается от изделия, а прочно сплавлена с его поверхностью.
Люстровые краскисоставляют из смолянокислых солей тяжелых металлов, смешанных с органическими растворителями. Поверхность изделий, отделанных такой краской, приобретает определенный цвет в зависимости от оксида металла.
Нередко слой краски оказывается настолько тонким, что кажется прозрачным и даже бесцветным. При этом на присутствие декоративного покрытия указывает лишь слабый металлический отблеск, характерный для люстровых красок.
Существуют и прозрачные (перламутровые) «люстры». Их приготавливают, растворяя в органическом растворителе соли таких металлов, как кобальт, железо, никель или хром. Подобные краски часто используют, смешав с цветными для лучшего сцепления с поверхностью стекла.
«Люстры», включающие соли золота, серебра или платины, образуют на поверхности изделия из стекла или искусственного хрусталя тончайшую пленку, приобретающую в отраженном свете цвет, указывающий на присутствие в составе краски того или иного металла.
Растворенные соли золота, входящие в состав люстровой краски, образуют на поверхности стекла пленку ярко-пурпурного цвета.
Краски на основе растворов солей цинка придают поверхности изделия пурпурную окраску.
«Люстры» с солями олова после отжига приобретают фиолетовый цвет.
Свинцовые краски образуют пленку цвета металла.
Соли железа и марганца, на основе которых созданы люстровые краски, придают изделию коричневую окраску.
Люстровые краски должны быть достаточно жидкими. Для того чтобы они не растекались по поверхности изделия при росписи отдельных деталей рисунка, необходимо ограничить небольшие участки линиями, прорезанными с помощью стеклореза или маленького медного круга. Для этого можно использовать также силикатную краску либо обозначить пограничные линии деталей, протравив их по контурным линиям плавиковой кислотой.
Готовое и отделанное изделие отжигают в печи при температуре 500–540 °С.
Поверхность декорированных люстровой краской изделий можно украсить кракле или «мрамором». Для этого на слой чуть подсохшей краски наносят клей. В результате после полного высыхания на поверхности изделия образуются либо мелкие трещинки, либо краска собирается в складочки, образуя «мраморные разводы». Величина фрагментов, образующих орнамент, зависит от толщины пленки краски: чем толще слой, тем крупнее трещинки и разводы, и, наоборот, сеточку мелких трещинок можно сделать, нанеся на поверхность тонкую пленку.
Изделия, поверхность которых обработана люстровой краской и клеем, отжигают в предварительно разогретой печи при температуре 540–560 °С.
Эффектно выглядят витражи, разрисованные люстровыми красками, в состав которых входят смеси солей висмута или олова с раствором солей жидкого золота. После отжига поверхность обработанных таким способом изделий приобретает нежно-розовую или бледно-фиолетовую окраску с золотистым отливом.
Льдистые краскисостоят из одного только флюса. Используются они в виде небольших (диаметром 0,1–0,5 мм) гранул, которые при отделке наносятся на предварительно обработанную олифой поверхность стеклянного изделия.
При отжиге гранулы растекаются и приплавляются к стеклу. Отдельные крупинки могут и не растекаться, а лишь округляться, что создает дополнительный декоративный эффект. Уменьшить текучесть краски можно, нанеся с помощью трафарета на поверхность изделия любое густое техническое масло.
Особого внимания заслуживают изделия, поверхность которых расписана льдистыми красками и мелкой цветной крошкой.
Вспенивающиеся краски. К такому виду относятся краски, набухающие и частично отслаивающиеся от стекла при отжиге. В результате создается дополнительный декоративный эффект, нанесенный рисунок становится более рельефным.
Организация работ
Способы нанесения краски на стекло
Организация работ
Окрашивание изделий драгоценными металлами
После завершения травления серную кислоту сливают, а обработанную поверхность неоднократно промывают холодной водой.
Затем оргстекло сушат, удаляют с него парафин, в результате на поверхности остается нужная надпись или рисунок молочного цвета.
Нанесение надписей и рисунков на органическое стекло методом гравировки
Гравировку поверхности оргстекла осуществляют фрезами или борами.
Фреза должна быть быстрорежущей. Скорость вращения фрезы с 10–36 зубцами составляет 2200 оборотов в минуту.
Гравировку также обычно наносят борами, установленными на конце гибкого вала, соединенного с мотором небольшой мощности, либо для этого используют небольшую старую зубоврачебную бормашину, имеющую 6–8 сверл. Кроме того, можно применять и резцы.
Вести бор нужно плавно, не прилагая больших усилий. Нельзя допускать при сверлении рывков. Мешающую гравировке стружку следует периодически убирать. При необходимости образовавшиеся канавки прочищают с помощью иглы. Борозда, оставляемая бором, должна быть ровной и не слишком глубокой.
Прежде чем приступать к выполнению работ, рекомендуется потренироваться сначала на обрезках оргстекла и приноровиться к работе бора или фрезы. Также заранее следует нарисовать мягким карандашом на оргстекле эскиз гравировки.
Очень красива часто применяемая гравировка фрезами с обратной стороны оргстекла. Это позволяет получить эффект как бы объемного рельефного рисунка. Поверхность изделия с такой гравировкой остается гладкой, а изображение с внутренней стороны завораживает преломляющимся в его гранях светом. Для большей выразительности фрезерные прорезы окрашивают изнутри в различные цвета.
Фреза должна быть быстрорежущей. Скорость вращения фрезы с 10–36 зубцами составляет 2200 оборотов в минуту.
Гравировку также обычно наносят борами, установленными на конце гибкого вала, соединенного с мотором небольшой мощности, либо для этого используют небольшую старую зубоврачебную бормашину, имеющую 6–8 сверл. Кроме того, можно применять и резцы.
Вести бор нужно плавно, не прилагая больших усилий. Нельзя допускать при сверлении рывков. Мешающую гравировке стружку следует периодически убирать. При необходимости образовавшиеся канавки прочищают с помощью иглы. Борозда, оставляемая бором, должна быть ровной и не слишком глубокой.
Прежде чем приступать к выполнению работ, рекомендуется потренироваться сначала на обрезках оргстекла и приноровиться к работе бора или фрезы. Также заранее следует нарисовать мягким карандашом на оргстекле эскиз гравировки.
Очень красива часто применяемая гравировка фрезами с обратной стороны оргстекла. Это позволяет получить эффект как бы объемного рельефного рисунка. Поверхность изделия с такой гравировкой остается гладкой, а изображение с внутренней стороны завораживает преломляющимся в его гранях светом. Для большей выразительности фрезерные прорезы окрашивают изнутри в различные цвета.
Штамповка органического стекла
Благодаря относительной легкости этот процесс вполне выполним без каких-либо особо сложных специальных приспособлений.
Матрицу (форму) и пуансон (пресс) для штамповки можно сделать из твердых пород дерева.
Подходящий по размеру лист оргстекла разогревают уже известным способом – помещают в емкость с водой, которую доводят до кипения. Иногда вместо воды заливают машинное масло. Стекло доводят до состояния полного размягчения.
Матрицу и пуансон перед использованием также лучше нагреть до температуры приблизительно 60–80 °С. После этого разогретый лист устанавливают на матрицу, сверху накладывают пуансон. Для вдавливания стекла матрицу и пуансон зажимают в тиски. Эти операции нужно выполнять очень осторожно и быстро – пока оргстекло еще горячее.
Когда отштампованная деталь остынет, тиски развинчивают, вынимают пуансон и само изделие. Последнее отмывают от машинного масла (при его применении) в теплой воде с мылом. Излишки нужно срезать. По необходимости производят обработку мелкой наждачной шкуркой.
Готовое изделие можно отполировать и покрасить.
Примерно тем же способом возможно изготовить из оргстекла фигурные штамповки, например буквы, различные знаки или символы.
В этом случае матрицу выполняют из алюминиевого листа толщиной 6–8 мм. На нем с помощью фрезы прорезают нужную форму. Пуансон тоже лучше сделать из этого же материала.
Для прессования стекло разогревают до нужного пластичного состояния. Иногда приготавливают специальную массу для штамповки. Для этого берут следующие ингредиенты:
– порошок цинковых белил – 35 г;
– акрилатный порошок – 80 г;
– дибутилфталат – 30 г;
– стеарин – 30 г;
– мономер – 250 г.
В емкость из нейтрального материала (стекла или фарфора) засыпают цинковые белила. Их тщательно перемешивают с дибутилфталатом, который служит пластификатором, а затем с мономером. После этого при постоянном помешивании массы вводят растопленный стеарин. После получения однородной массы часть ее (50 г) откладывают в другую посуду. В нее добавляют акрилатный порошок и также перемешивают с массой.
Нагревают заложенную в пресс-форму массу с помощью кипящей воды. Для штамповки также может применяться специальный пресс с электриче-ским подогревом пресс-формы.
Отштампованную фигуру (или обычно сразу несколько) вынимают из матрицы. Если извлечь материал из пресс-формы не удалось, то необходимо ею слегка постучать о стол. Излишки штамповки в виде перегородок срезают и срезы обрабатывают. Они обычно есть всегда, так как масса закладывается в матрицу с небольшим запасом для того, чтобы избежать образования пустот.
По такому же принципу – разогрев оргстекло и придав ему усилием требуемую форму – можно сделать выгнутые детали различных форм и размеров.
Матрицу (форму) и пуансон (пресс) для штамповки можно сделать из твердых пород дерева.
Подходящий по размеру лист оргстекла разогревают уже известным способом – помещают в емкость с водой, которую доводят до кипения. Иногда вместо воды заливают машинное масло. Стекло доводят до состояния полного размягчения.
Матрицу и пуансон перед использованием также лучше нагреть до температуры приблизительно 60–80 °С. После этого разогретый лист устанавливают на матрицу, сверху накладывают пуансон. Для вдавливания стекла матрицу и пуансон зажимают в тиски. Эти операции нужно выполнять очень осторожно и быстро – пока оргстекло еще горячее.
Когда отштампованная деталь остынет, тиски развинчивают, вынимают пуансон и само изделие. Последнее отмывают от машинного масла (при его применении) в теплой воде с мылом. Излишки нужно срезать. По необходимости производят обработку мелкой наждачной шкуркой.
Готовое изделие можно отполировать и покрасить.
Примерно тем же способом возможно изготовить из оргстекла фигурные штамповки, например буквы, различные знаки или символы.
В этом случае матрицу выполняют из алюминиевого листа толщиной 6–8 мм. На нем с помощью фрезы прорезают нужную форму. Пуансон тоже лучше сделать из этого же материала.
Для прессования стекло разогревают до нужного пластичного состояния. Иногда приготавливают специальную массу для штамповки. Для этого берут следующие ингредиенты:
– порошок цинковых белил – 35 г;
– акрилатный порошок – 80 г;
– дибутилфталат – 30 г;
– стеарин – 30 г;
– мономер – 250 г.
В емкость из нейтрального материала (стекла или фарфора) засыпают цинковые белила. Их тщательно перемешивают с дибутилфталатом, который служит пластификатором, а затем с мономером. После этого при постоянном помешивании массы вводят растопленный стеарин. После получения однородной массы часть ее (50 г) откладывают в другую посуду. В нее добавляют акрилатный порошок и также перемешивают с массой.
Нагревают заложенную в пресс-форму массу с помощью кипящей воды. Для штамповки также может применяться специальный пресс с электриче-ским подогревом пресс-формы.
Отштампованную фигуру (или обычно сразу несколько) вынимают из матрицы. Если извлечь материал из пресс-формы не удалось, то необходимо ею слегка постучать о стол. Излишки штамповки в виде перегородок срезают и срезы обрабатывают. Они обычно есть всегда, так как масса закладывается в матрицу с небольшим запасом для того, чтобы избежать образования пустот.
По такому же принципу – разогрев оргстекло и придав ему усилием требуемую форму – можно сделать выгнутые детали различных форм и размеров.
Способ гибки органического стекла с помощью паяльника
Таким способом выгибают небольшие детали из оргстекла. Для этого используют разогретый электропаяльник с прямым жалом.
Сначала следует приложить жало к подготовленной полосе оргстекла в месте нужного изгиба. Затем материал нагревают до появления своеобразного треска – это предельная точка плавления, после чего медленно проводят жалом немного дальше и убирают его.
Далее быстро сгибают оргстекло под нужным углом, для чего вполне достаточно усилия рук. Иногда применяют заранее изготовленную металлическую форму, куда закладывают деталь. Также можно прижать полоску оргстекла в месте изгиба к шаблону прямого угла, сделанного, например, из деревянного бруска, и зафиксировать ее в таком положении. После этого нужно дождаться полного остывания материала, и только затем отделить готовую деталь.
Перед выгибанием стекла следует обратить особое внимание на то, нет ли на жале паяльника старого оловянного припоя. Если есть загрязнения, то их нужно удалить, потому что олово может пристать к оргстеклу.
Данная методика имеет единственный недостаток, заключающийся в ограниченности размера обрабатываемой детали.
Если требуется придать большому листу оргстекла округлую форму или даже свернуть его в трубу, то это можно сделать следующим способом.
Необходимо найти подходящий обрезок металлической трубы. Ее диаметр должен соответствовать крутизне желаемого изгиба оргстекла. Таким образом, труба послужит для нагревания и формования листа стекла, который будет оборачиваться вокруг нее. Поэтому (если важно качество выгибаемого изделия) не годится окрашенная или сильно ржавая труба, загрязняющая стекло.
В качестве нагревателя используется паяльная лампа. Труба будет раскаляться ее пламенем изнутри. В связи с этим важно выбрать трубу нужной длины. Слишком большая будет недостаточно хорошо раскаляться и не разогреет накладываемый на нее лист оргстекла. Необходимая для дальнейшей работы температура трубы должна составлять 90–100 °С.
Трубу закрепляют за края на подставке. Устройство этого своеобразного станка дополняют зажимы для удержания стекла.
Нужный по размеру лист стекла подготавливают, предварительно промыв его раствором соды. Потом закрепляют на трубе заготовку зажимами и нагревают трубу с постепенным выгибанием изделия.
Если нужно полностью свернуть оргстекло в трубу, то следует заранее рассчитать длину листа. Для этого нужно измерить окружность металличе-ской трубы с помощью сантиметра и отрезать стеклянную заготовку такой же длины.
Сначала следует приложить жало к подготовленной полосе оргстекла в месте нужного изгиба. Затем материал нагревают до появления своеобразного треска – это предельная точка плавления, после чего медленно проводят жалом немного дальше и убирают его.
Далее быстро сгибают оргстекло под нужным углом, для чего вполне достаточно усилия рук. Иногда применяют заранее изготовленную металлическую форму, куда закладывают деталь. Также можно прижать полоску оргстекла в месте изгиба к шаблону прямого угла, сделанного, например, из деревянного бруска, и зафиксировать ее в таком положении. После этого нужно дождаться полного остывания материала, и только затем отделить готовую деталь.
Перед выгибанием стекла следует обратить особое внимание на то, нет ли на жале паяльника старого оловянного припоя. Если есть загрязнения, то их нужно удалить, потому что олово может пристать к оргстеклу.
Данная методика имеет единственный недостаток, заключающийся в ограниченности размера обрабатываемой детали.
Если требуется придать большому листу оргстекла округлую форму или даже свернуть его в трубу, то это можно сделать следующим способом.
Необходимо найти подходящий обрезок металлической трубы. Ее диаметр должен соответствовать крутизне желаемого изгиба оргстекла. Таким образом, труба послужит для нагревания и формования листа стекла, который будет оборачиваться вокруг нее. Поэтому (если важно качество выгибаемого изделия) не годится окрашенная или сильно ржавая труба, загрязняющая стекло.
В качестве нагревателя используется паяльная лампа. Труба будет раскаляться ее пламенем изнутри. В связи с этим важно выбрать трубу нужной длины. Слишком большая будет недостаточно хорошо раскаляться и не разогреет накладываемый на нее лист оргстекла. Необходимая для дальнейшей работы температура трубы должна составлять 90–100 °С.
Трубу закрепляют за края на подставке. Устройство этого своеобразного станка дополняют зажимы для удержания стекла.
Нужный по размеру лист стекла подготавливают, предварительно промыв его раствором соды. Потом закрепляют на трубе заготовку зажимами и нагревают трубу с постепенным выгибанием изделия.
Если нужно полностью свернуть оргстекло в трубу, то следует заранее рассчитать длину листа. Для этого нужно измерить окружность металличе-ской трубы с помощью сантиметра и отрезать стеклянную заготовку такой же длины.
Основные приемы росписи стекла
Прежде чем приступать к созданию витража, рекомендуется освоить основные приемы живописи по стеклу, чтобы в дальнейшем свободно применять их на практике.
Инструменты, приспособления и материалы
Живопись по стеклу выполняют, приготовив следующие инструменты и приспособления:
– стол размерами 120 x 70 см и высотой 70 см;
– набор кистей;
– краски;
– две отшлифованные палитры из стекла толщиной 4–5 мм, размером 20 x 20 см и 35 x 35 см;
– небольшие пестики – куранты для растирания и смешивания красок;
– костяные или пластиковые шпатели;
– капельница;
– скипидар;
– сосуд для масла;
– перья для рисования;
– тампоны, изготовленные из ваты и кусочков кожи;
– калька для переноса рисунка с бумаги на поверхность стекла;
– образцы декорированного стекла для пробного отжига;
– подставка для готовых изделий;
– турникетка;
– печатки-шаблоны для нанесения мелких деталей рисунка.
 Кисти, предназначенные для росписи стекла
Кисти, предназначенные для росписи стекла
– стол размерами 120 x 70 см и высотой 70 см;
– набор кистей;
– краски;
– две отшлифованные палитры из стекла толщиной 4–5 мм, размером 20 x 20 см и 35 x 35 см;
– небольшие пестики – куранты для растирания и смешивания красок;
– костяные или пластиковые шпатели;
– капельница;
– скипидар;
– сосуд для масла;
– перья для рисования;
– тампоны, изготовленные из ваты и кусочков кожи;
– калька для переноса рисунка с бумаги на поверхность стекла;
– образцы декорированного стекла для пробного отжига;
– подставка для готовых изделий;
– турникетка;
– печатки-шаблоны для нанесения мелких деталей рисунка.
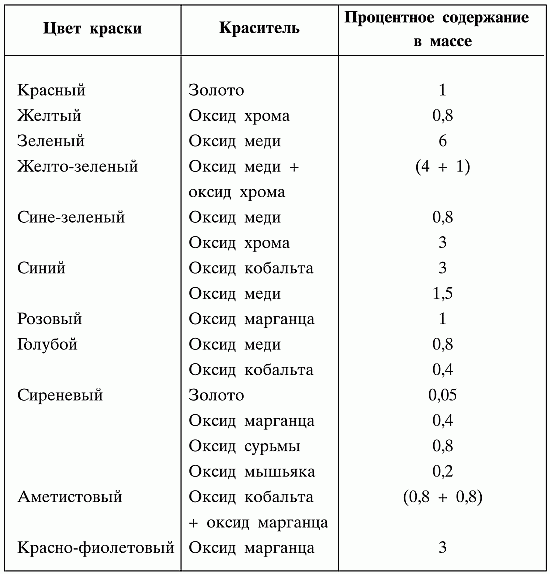
Виды красок
В живописи по стеклу используют четыре вида красок:
силикатные, люстровые, вспенивающиесяи
льдистые.
Силикатные краски– достаточно легкоплавкий материал. Уже при температуре в 500 °С они плавятся и спекаются со стеклом. После отжига такие краски образуют либо прозрачный, либо непрозрачный слой. В зависимости от этого различают краскии эмали.
Силикатные краски изготавливают из смеси флюса, основу которого составляет боросиликат свинца, и красителя. Иногда при составлении флюса боросиликат свинца заменяют другими соединениями: оксидом кремния (10–17%), оксидом бора (4–11%), оксидом кальция (2–6%), оксидом цинка (2–5%), оксидом алюминия (0,5–3%), оксидом титана (1%), оксидом натрия (1–3%) или оксидом калия (до 3,5%). Перечисленные вещества часто вводят в состав флюса вследствие того, что они обладают высокой устойчивостью к химическим воздействиям.
Выбор того или иного красителя при составлении красящей массы иногда зависит от входящего в ее состав оксида – основы флюса. Так, например, кадмий никогда не вводят во флюс, изготовленный с использованием оксида свинца.
Полупрозрачные краски получают путем сплавления флюса и красителя.
В зависимости от химического состава красителя получают краску того или иного цвета ( табл. 1).
Силикатные краски– достаточно легкоплавкий материал. Уже при температуре в 500 °С они плавятся и спекаются со стеклом. После отжига такие краски образуют либо прозрачный, либо непрозрачный слой. В зависимости от этого различают краскии эмали.
Силикатные краски изготавливают из смеси флюса, основу которого составляет боросиликат свинца, и красителя. Иногда при составлении флюса боросиликат свинца заменяют другими соединениями: оксидом кремния (10–17%), оксидом бора (4–11%), оксидом кальция (2–6%), оксидом цинка (2–5%), оксидом алюминия (0,5–3%), оксидом титана (1%), оксидом натрия (1–3%) или оксидом калия (до 3,5%). Перечисленные вещества часто вводят в состав флюса вследствие того, что они обладают высокой устойчивостью к химическим воздействиям.
Выбор того или иного красителя при составлении красящей массы иногда зависит от входящего в ее состав оксида – основы флюса. Так, например, кадмий никогда не вводят во флюс, изготовленный с использованием оксида свинца.
Полупрозрачные краски получают путем сплавления флюса и красителя.
В зависимости от химического состава красителя получают краску того или иного цвета ( табл. 1).
Таблица 1
Красители, использующиеся при изготовлении красок
Силикатные эмали, как правило, приготавливают из измельченного в порошок флюса, смешанного с пигментом ( табл. 2).
Таблица 2
Пигменты, использующиеся при изготовлении эмалей
Силикатные краски часто используют в живописи по стеклу, а также при нанесении рисунка в технике аэрографии, декалькомании, шелкографии и печати.
После нанесения рисунка отжигать готовое изделие нужно с соблюдением определенных температурных условий. Следует установить в печи такую температуру, при которой краска или эмаль сплавились бы с изделием, но само изделие при этом не изменило бы формы. Нередко при отжиге случается так, что на поверхности окрашенного стекла образуются тончайшие трещинки, так называемый цеп. Такой дефект, как правило, не считается браком и часто служит в качестве дополнительного элемента декора. Однако это допустимо лишь в том случае, если краска не отслаивается от изделия, а прочно сплавлена с его поверхностью.
Люстровые краскисоставляют из смолянокислых солей тяжелых металлов, смешанных с органическими растворителями. Поверхность изделий, отделанных такой краской, приобретает определенный цвет в зависимости от оксида металла.
Нередко слой краски оказывается настолько тонким, что кажется прозрачным и даже бесцветным. При этом на присутствие декоративного покрытия указывает лишь слабый металлический отблеск, характерный для люстровых красок.
Существуют и прозрачные (перламутровые) «люстры». Их приготавливают, растворяя в органическом растворителе соли таких металлов, как кобальт, железо, никель или хром. Подобные краски часто используют, смешав с цветными для лучшего сцепления с поверхностью стекла.
«Люстры», включающие соли золота, серебра или платины, образуют на поверхности изделия из стекла или искусственного хрусталя тончайшую пленку, приобретающую в отраженном свете цвет, указывающий на присутствие в составе краски того или иного металла.
Растворенные соли золота, входящие в состав люстровой краски, образуют на поверхности стекла пленку ярко-пурпурного цвета.
Краски на основе растворов солей цинка придают поверхности изделия пурпурную окраску.
«Люстры» с солями олова после отжига приобретают фиолетовый цвет.
Свинцовые краски образуют пленку цвета металла.
Соли железа и марганца, на основе которых созданы люстровые краски, придают изделию коричневую окраску.
Люстровые краски должны быть достаточно жидкими. Для того чтобы они не растекались по поверхности изделия при росписи отдельных деталей рисунка, необходимо ограничить небольшие участки линиями, прорезанными с помощью стеклореза или маленького медного круга. Для этого можно использовать также силикатную краску либо обозначить пограничные линии деталей, протравив их по контурным линиям плавиковой кислотой.
Готовое и отделанное изделие отжигают в печи при температуре 500–540 °С.
Поверхность декорированных люстровой краской изделий можно украсить кракле или «мрамором». Для этого на слой чуть подсохшей краски наносят клей. В результате после полного высыхания на поверхности изделия образуются либо мелкие трещинки, либо краска собирается в складочки, образуя «мраморные разводы». Величина фрагментов, образующих орнамент, зависит от толщины пленки краски: чем толще слой, тем крупнее трещинки и разводы, и, наоборот, сеточку мелких трещинок можно сделать, нанеся на поверхность тонкую пленку.
Изделия, поверхность которых обработана люстровой краской и клеем, отжигают в предварительно разогретой печи при температуре 540–560 °С.
Эффектно выглядят витражи, разрисованные люстровыми красками, в состав которых входят смеси солей висмута или олова с раствором солей жидкого золота. После отжига поверхность обработанных таким способом изделий приобретает нежно-розовую или бледно-фиолетовую окраску с золотистым отливом.
Льдистые краскисостоят из одного только флюса. Используются они в виде небольших (диаметром 0,1–0,5 мм) гранул, которые при отделке наносятся на предварительно обработанную олифой поверхность стеклянного изделия.
При отжиге гранулы растекаются и приплавляются к стеклу. Отдельные крупинки могут и не растекаться, а лишь округляться, что создает дополнительный декоративный эффект. Уменьшить текучесть краски можно, нанеся с помощью трафарета на поверхность изделия любое густое техническое масло.
Особого внимания заслуживают изделия, поверхность которых расписана льдистыми красками и мелкой цветной крошкой.
Вспенивающиеся краски. К такому виду относятся краски, набухающие и частично отслаивающиеся от стекла при отжиге. В результате создается дополнительный декоративный эффект, нанесенный рисунок становится более рельефным.
Организация работ
Прежде чем начать выполнять роспись по стеклу, необходимо подготовить краску. Для этого небольшое ее количество растирают курантом на палитре, после чего слой разравнивают с помощью шпателя. При этом краску лучше всего разбавлять скипидаром.
Консистенция полученной массы должна быть достаточно вязкой, такой, чтобы краска не растекалась по поверхности стекла.
В том случае, если полученная краска несколько жидка, ее размазывают по палитре и слегка подсушивают либо добавляют немного сухой краски.
Если же полученная масса слишком густа, то ее разбавляют скипидаром и растирают с помощью куранта.
При декорировании изделия необходимо помнить о том, что быстросохнущие краски плохо ложатся на обрабатываемую поверхность, почти сразу сворачиваются, а медленно высыхающие приводят к излишнему ее загрязнению (к такой поверхности легко прилипают пыль и мелкие соринки).
Перед использованием качество той или иной краски нужно проверить путем обжига экспериментального образца (пробного изделия или пластинки небольшого размера), покрытого краской.
Орнаментом, выполненным красками, можно украшать не только витражи, но и другие изделия из стекла: посуду (тарелки, чаши, бокалы, вазы), статуэтки, подсвечники. Красками же можно наметить и линии отдельных деталей того или иного рисунка, рельефно выступающего на поверхности изделия. Для этого нужно овладеть техникой росписи по стеклу. Необходимо запомнить следующее:
– отводки (широкие горизонтальные линии) наносят тупыми кистями;
– отводки, пущенные по краю изделия, носят название край;
– тонкие линии называют усиками. Их выполняют скошенными кистями;
– при создании фона поверхность изделия покрывают слоем краски, который затем ровняют с помощью шерстяного тампона, обернутого марлей;
– контурные линии орнамента можно наметить пером или тонкой кистью. Линии деталей сложных рисунков переносят с помощью кальки, припорашивая при этом поверхность изделия измельченным углем;
– бесцветное прозрачное стекло окрашивают, предварительно прикрепив шаблон рисунка к внутренней поверхности изделия;
– перед декорированием поверхность стекла нужно хорошо очистить от пыли, мелких соринок и жирных пятен;
– линию на поверхность наносят в один прием. Исправлять уже проложенную линию нельзя. При крайней необходимости нужно подождать полного высыхания краски и затем по высохшей линии провести новую;
– орнамент, состоящий из мелких штрихов, выполняют с помощью металлических перьев. При этом по поверхности стекла их нужно вести очень медленно для того, чтобы дать стечь краске;
– при раскрашивании изделия кисть следует держать как авторучку;
– необходимую краску следует набирать на кисть с палитры, но не из тубы или сосуда;
– Для краски каждого цвета нужно использовать отдельную кисть. Чистая кисть необходима для прорисовки отдельных деталей изображения.
– объемные рисунки выполняют в определенной последовательности: сначала самые крупные детали, затем – более мелкие (точки, штрихи, короткие линии);
– детали маленького размера и одинаковой формы (например, горошины) можно наносить на поверхность изделия с помощью приготовленных заранее шаблонов-печаток;
– при выполнении рисунка не рекомендуется накладывать слишком толстый слой краски, в противном случае она обязательно вспучится и растрескается при обжиге изделия;
– наиболее подходящим материалом для украшения изделий из стекла являются прозрачные легкоплавкие краски. Они достаточно равномерно ложатся на обрабатываемую поверхность, а нечаянные подтеки создают дополнительный декоративный эффект;
– оставшиеся после работы краски лучше всего хранить в специальных тюбиках.
Поверхность изделий можно также украшать орнаментом, выполненным не красками, а заранее приготовленными восковыми карандашами. Делают их из смеси воска, обжиговой краски для стекла и флюса, добавленного в массу в минимальном количестве. Такие рисунки выглядят более эффектно, если они нанесены на предварительно матированную поверхность.
 С помощью красок можно рисовать на стекле рисунки различной сложности
С помощью красок можно рисовать на стекле рисунки различной сложности
Нередко поверхность изделия из стекла покрывают бесцветным флюсом (предварительно его нужно развести скипидаром) или смесью флюса и любого растертого в порошок огнеупорного материала белого цвета. В результате получается изделие матово-белой окраски.
Витражи можно расписывать разноцветными эмалями. При этом сначала поверхность стекла покрывают легкоплавкой краской, а уже затем накладывают эмаль. Делают это, потому что эмаль, по сравнению со стеклом, достаточно тугоплавкий материал. Для того чтобы выровнять коэффициент плавления, необходим материал с промежуточным показателем. Таким материалом и является легкоплавкая краска.
После нанесения на поверхность краски или эмали изделие следует хорошо отжечь. При этом необходимо соблюдать следующие требования:
– обработанные изделия должны нагреваться медленно. В противном случае краска растрескается и отслоится;
– при отжиге в печи должно быть небольшое количество избыточного кислорода;
– устанавливаемая в печи температура должна быть такой, чтобы создать условия для растекания, плавления краски, но чтобы при этом не деформировалось само изделие;
– температуру в печи устанавливают опытным путем, для чего прогревают обработанный образец изделия или небольшой кусочек стекла с нанесенной на его поверхность краской;
– отжигать изделие следует при температуре около 540–560 °С в течение часа.
Консистенция полученной массы должна быть достаточно вязкой, такой, чтобы краска не растекалась по поверхности стекла.
В том случае, если полученная краска несколько жидка, ее размазывают по палитре и слегка подсушивают либо добавляют немного сухой краски.
Если же полученная масса слишком густа, то ее разбавляют скипидаром и растирают с помощью куранта.
При декорировании изделия необходимо помнить о том, что быстросохнущие краски плохо ложатся на обрабатываемую поверхность, почти сразу сворачиваются, а медленно высыхающие приводят к излишнему ее загрязнению (к такой поверхности легко прилипают пыль и мелкие соринки).
Перед использованием качество той или иной краски нужно проверить путем обжига экспериментального образца (пробного изделия или пластинки небольшого размера), покрытого краской.
Орнаментом, выполненным красками, можно украшать не только витражи, но и другие изделия из стекла: посуду (тарелки, чаши, бокалы, вазы), статуэтки, подсвечники. Красками же можно наметить и линии отдельных деталей того или иного рисунка, рельефно выступающего на поверхности изделия. Для этого нужно овладеть техникой росписи по стеклу. Необходимо запомнить следующее:
– отводки (широкие горизонтальные линии) наносят тупыми кистями;
– отводки, пущенные по краю изделия, носят название край;
– тонкие линии называют усиками. Их выполняют скошенными кистями;
– при создании фона поверхность изделия покрывают слоем краски, который затем ровняют с помощью шерстяного тампона, обернутого марлей;
– контурные линии орнамента можно наметить пером или тонкой кистью. Линии деталей сложных рисунков переносят с помощью кальки, припорашивая при этом поверхность изделия измельченным углем;
– бесцветное прозрачное стекло окрашивают, предварительно прикрепив шаблон рисунка к внутренней поверхности изделия;
– перед декорированием поверхность стекла нужно хорошо очистить от пыли, мелких соринок и жирных пятен;
– линию на поверхность наносят в один прием. Исправлять уже проложенную линию нельзя. При крайней необходимости нужно подождать полного высыхания краски и затем по высохшей линии провести новую;
– орнамент, состоящий из мелких штрихов, выполняют с помощью металлических перьев. При этом по поверхности стекла их нужно вести очень медленно для того, чтобы дать стечь краске;
– при раскрашивании изделия кисть следует держать как авторучку;
– необходимую краску следует набирать на кисть с палитры, но не из тубы или сосуда;
– Для краски каждого цвета нужно использовать отдельную кисть. Чистая кисть необходима для прорисовки отдельных деталей изображения.
– объемные рисунки выполняют в определенной последовательности: сначала самые крупные детали, затем – более мелкие (точки, штрихи, короткие линии);
– детали маленького размера и одинаковой формы (например, горошины) можно наносить на поверхность изделия с помощью приготовленных заранее шаблонов-печаток;
– при выполнении рисунка не рекомендуется накладывать слишком толстый слой краски, в противном случае она обязательно вспучится и растрескается при обжиге изделия;
– наиболее подходящим материалом для украшения изделий из стекла являются прозрачные легкоплавкие краски. Они достаточно равномерно ложатся на обрабатываемую поверхность, а нечаянные подтеки создают дополнительный декоративный эффект;
– оставшиеся после работы краски лучше всего хранить в специальных тюбиках.
Поверхность изделий можно также украшать орнаментом, выполненным не красками, а заранее приготовленными восковыми карандашами. Делают их из смеси воска, обжиговой краски для стекла и флюса, добавленного в массу в минимальном количестве. Такие рисунки выглядят более эффектно, если они нанесены на предварительно матированную поверхность.
Нередко поверхность изделия из стекла покрывают бесцветным флюсом (предварительно его нужно развести скипидаром) или смесью флюса и любого растертого в порошок огнеупорного материала белого цвета. В результате получается изделие матово-белой окраски.
Витражи можно расписывать разноцветными эмалями. При этом сначала поверхность стекла покрывают легкоплавкой краской, а уже затем накладывают эмаль. Делают это, потому что эмаль, по сравнению со стеклом, достаточно тугоплавкий материал. Для того чтобы выровнять коэффициент плавления, необходим материал с промежуточным показателем. Таким материалом и является легкоплавкая краска.
После нанесения на поверхность краски или эмали изделие следует хорошо отжечь. При этом необходимо соблюдать следующие требования:
– обработанные изделия должны нагреваться медленно. В противном случае краска растрескается и отслоится;
– при отжиге в печи должно быть небольшое количество избыточного кислорода;
– устанавливаемая в печи температура должна быть такой, чтобы создать условия для растекания, плавления краски, но чтобы при этом не деформировалось само изделие;
– температуру в печи устанавливают опытным путем, для чего прогревают обработанный образец изделия или небольшой кусочек стекла с нанесенной на его поверхность краской;
– отжигать изделие следует при температуре около 540–560 °С в течение часа.
Способы нанесения краски на стекло
Существует несколько способов нанесения краски на поверхность стеклянного листа, которые можно использовать при изготовлении витражей.
Диффузное окрашиваниеизделий можно приравнять к химическому процессу. Суть такого способа окрашивания заключается в том, что после нанесения на поверхность частицы краски проникают в верхний слой стекла, образуя тонкую цветную пленку. Такую поверхность можно будет украсить выгравированным рисунком или орнаментом, вытравленным с помощью плавиковой кислоты.
Диффузное окрашивание осуществляют, используя специально приготовленную пасту, в состав которой должны входить соединения серебра или меди.
В состав серебряной пасты, помимо серебра, включены следующие компоненты: шамот, охра, каолин или желтая глина. Перед применением их необходимо просушить и отсеять зерна, диаметр которых составляет более 50 мкм.
Кроме того, в отделочную массу добавляют клеящие вещества, необходимые для лучшего сцепления с поверхностью. Чаще всего такой клей приготавливают из гуммиарабика, декстрина, сахара или скипидара и густого масла, растворенных в воде.
Во время приготовления пасты необходимо добиться такой ее консистенции, при которой она хорошо удерживала бы нанесенную на поверхность краску. При этом необходимо помнить о том, что избыток масла в составе отделочной пасты приводит при отжиге к вспучиванию последней и деформации слоя краски, а недостаток – к ее отслаиванию.
При окрашивании стекла серебряной пастой при толщине слоя до 0,1 мм обрабатываемое изделие приобретает бледно-желтую окраску. Если слой пасты превышает 0,5 мм, то поверхность окрашивается в ярко-желтый или оранжевый цвет.
При составлении отделочной пасты вместо серебра часто используют медь (безводный медный купорос). При отжиге изделие приобретает едва заметный желтоватый оттенок.
Однако при повторном проведении термообработки поверхность стеклоизделия окрашивается уже в насыщенно-красный цвет.
Медная паста может состоять из следующих компонентов.
Вариант 1:
– безводный медный купорос;
– огнеупорная глина;
– декстрин;
– вода.
Вариант 2:
– оксид меди;
– охра;
– гуммиарабик;
– декстрин или сахар;
– вода.
Вариант 3:
– безводный медный купорос;
– охра;
– гуммиарабик;
– вода.
Диффузное окрашиваниеизделий можно приравнять к химическому процессу. Суть такого способа окрашивания заключается в том, что после нанесения на поверхность частицы краски проникают в верхний слой стекла, образуя тонкую цветную пленку. Такую поверхность можно будет украсить выгравированным рисунком или орнаментом, вытравленным с помощью плавиковой кислоты.
Диффузное окрашивание осуществляют, используя специально приготовленную пасту, в состав которой должны входить соединения серебра или меди.
В состав серебряной пасты, помимо серебра, включены следующие компоненты: шамот, охра, каолин или желтая глина. Перед применением их необходимо просушить и отсеять зерна, диаметр которых составляет более 50 мкм.
Кроме того, в отделочную массу добавляют клеящие вещества, необходимые для лучшего сцепления с поверхностью. Чаще всего такой клей приготавливают из гуммиарабика, декстрина, сахара или скипидара и густого масла, растворенных в воде.
Во время приготовления пасты необходимо добиться такой ее консистенции, при которой она хорошо удерживала бы нанесенную на поверхность краску. При этом необходимо помнить о том, что избыток масла в составе отделочной пасты приводит при отжиге к вспучиванию последней и деформации слоя краски, а недостаток – к ее отслаиванию.
При окрашивании стекла серебряной пастой при толщине слоя до 0,1 мм обрабатываемое изделие приобретает бледно-желтую окраску. Если слой пасты превышает 0,5 мм, то поверхность окрашивается в ярко-желтый или оранжевый цвет.
При составлении отделочной пасты вместо серебра часто используют медь (безводный медный купорос). При отжиге изделие приобретает едва заметный желтоватый оттенок.
Однако при повторном проведении термообработки поверхность стеклоизделия окрашивается уже в насыщенно-красный цвет.
Медная паста может состоять из следующих компонентов.
Вариант 1:
– безводный медный купорос;
– огнеупорная глина;
– декстрин;
– вода.
Вариант 2:
– оксид меди;
– охра;
– гуммиарабик;
– декстрин или сахар;
– вода.
Вариант 3:
– безводный медный купорос;
– охра;
– гуммиарабик;
– вода.
Организация работ
Перед нанесением пасты и краски поверхность стекла следует хорошо очистить от пыли и соринок. Кроме того, при обработке изделий из стекла нужно помнить о том, что после высыхания пасты резко обозначаются все дефекты поверхности. Поэтому для окрашивания необходимо брать только изделия с ровной и абсолютно гладкой поверхностью.
После этого отделочную пасту наносят на стекло, причем толщина слоя должна быть не менее 0,5 мм и не более 1 мм. Ее необходимо накладывать на поверхность ровным слоем одинаковой на всех участках толщины. При этом пастой можно предварительно обрабатывать как всю поверхность, так и отдельные детали особо сложного рисунка (нужно только следить за тем, чтобы слой ложился равномерно).
Покрытое серебряной пастой стекло обжигают в печи, после чего отделочную массу удаляют. Для этого стекло погружают в горячую воду и выдерживают 1 ч, после чего пасту счищают щеткой.
Медное окрашивание – процесс более трудоемкий. Сначала стекло покрывают пастой, после чего массу смывают, а изделие, имеющее желтую окраску, обжигают повторно. В результате поверхность приобретает черный цвет. Далее проводят еще один обжиг для получения насыщенного алого оттенка.
Нередко после отжига на поверхности стекла образуется тончайшая прозрачная или имеющая красновато-медный цвет пленка.
В том случае, если на стекло был наложен слишком толстый слой пасты, а также если оно не было термически обработано в течение суток, на поверхности после обжига образуется бесцветная сеточка. Бесцветными же останутся и участки, которые до отжига были увлажнены.
После этого отделочную пасту наносят на стекло, причем толщина слоя должна быть не менее 0,5 мм и не более 1 мм. Ее необходимо накладывать на поверхность ровным слоем одинаковой на всех участках толщины. При этом пастой можно предварительно обрабатывать как всю поверхность, так и отдельные детали особо сложного рисунка (нужно только следить за тем, чтобы слой ложился равномерно).
Покрытое серебряной пастой стекло обжигают в печи, после чего отделочную массу удаляют. Для этого стекло погружают в горячую воду и выдерживают 1 ч, после чего пасту счищают щеткой.
Медное окрашивание – процесс более трудоемкий. Сначала стекло покрывают пастой, после чего массу смывают, а изделие, имеющее желтую окраску, обжигают повторно. В результате поверхность приобретает черный цвет. Далее проводят еще один обжиг для получения насыщенного алого оттенка.
Нередко после отжига на поверхности стекла образуется тончайшая прозрачная или имеющая красновато-медный цвет пленка.
В том случае, если на стекло был наложен слишком толстый слой пасты, а также если оно не было термически обработано в течение суток, на поверхности после обжига образуется бесцветная сеточка. Бесцветными же останутся и участки, которые до отжига были увлажнены.
Окрашивание изделий драгоценными металлами
Для такого декорирования изделий из стекла используют особым способом приготовленные из драгоценных металлов (серебро, золото и платина) препараты: растворы и порошки.
Так называемое глянцевое золото(10%-ный или 12%-ный раствор жидкого золота) наносят на стекло, создавая тончайшую золотистую пленку. Для этого, как правило, используют мягкие кисти или металлические перья. Ими расписывают предварительно очищенную от пыли и мелких соринок поверхность изделия. При этом линии рисунка, нанесенного глянцевым золотом, после отжига имеют обычно коричневатый оттенок.
Так называемое глянцевое золото(10%-ный или 12%-ный раствор жидкого золота) наносят на стекло, создавая тончайшую золотистую пленку. Для этого, как правило, используют мягкие кисти или металлические перья. Ими расписывают предварительно очищенную от пыли и мелких соринок поверхность изделия. При этом линии рисунка, нанесенного глянцевым золотом, после отжига имеют обычно коричневатый оттенок.