Страница:
Эти трубы продаются в комплекте с установочными тройниками, разделителями и другой арматурой, что дает возможность стыковать их с помощью герметичных соединений с трубами и приборами из пластмассы, бронзы, стали, латуни, что значительно облегчает монтаж.
Фасонные части
Фасонные части, имеющие антикоррозийную защиту, используются при выполнении поворотов, переходов от одного диаметра трубы к другому, ответвлений. Их используют при соединении:
– стальных электросварных труб со спиральным швом диаметром 254 мм с антикоррозийным этинолевым покрытием;
– стальных тонкостенных спирально-шовных труб диаметром 254 мм с двусторонним цинковым покрытием;
– стальных труб, имеющих толщину стенок 168...1220 мм;
– стальных тонкостенных электросварных труб диаметром 168...426 мм со спиральным швом;
– стальных тонкостенных труб диаметром 200...400 мм с лакоэтинолевым покрытием;
– асбестоцементных труб диаметром 150...500 мм;
– полиэтиленовых труб диаметром 160...300 мм;
– чугунных труб диаметром 150...400 мм.
Для соединения труб применяют переходы, тройники, отводы, кресты и патрубки.
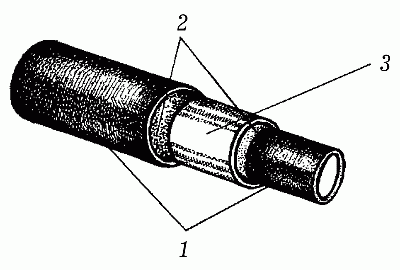
Переходы используют в трубопроводах для устройства переходов от одного диаметра труб к другому (рис. 83).
 Рис. 83. Переход: 1 – втулка; 2 – переход; 3 – раструб
Рис. 83. Переход: 1 – втулка; 2 – переход; 3 – раструб
Тройники применяют для устройства ответвлений на трубопроводах. Тройники бывают равнопроходными и переходными (рис. 84).
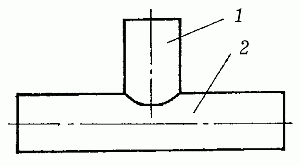 Рис. 84. Переходной тройник: 1 – штуцер; 2 – ствол
Рис. 84. Переходной тройник: 1 – штуцер; 2 – ствол
Отводы служат для устройства поворотов трубопроводов под углом 90° (рис. 85).
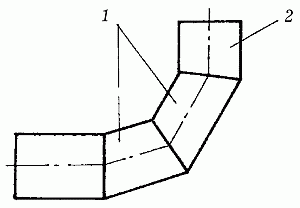 Рис. 85. Отвод: 1 – сектор; 2 – полусектор
Рис. 85. Отвод: 1 – сектор; 2 – полусектор
Кресты используют для устройства ответвлений трубопроводов (рис. 86).
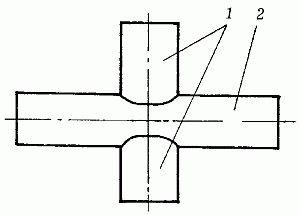 Рис.86. Крест: 1 – штуцер; 2 – ствол
Рис.86. Крест: 1 – штуцер; 2 – ствол
Для установки трубопроводной арматуры на трубопроводах применяют патрубки (рис. 87).
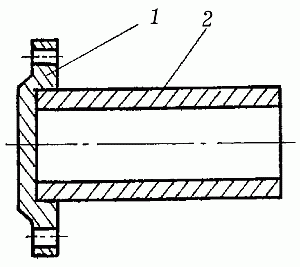 Рис. 87. Патрубок: 1 – фланец; 2 – патрубок
Рис. 87. Патрубок: 1 – фланец; 2 – патрубок
Стенки фасонных частей могут быть разной толщины. Это зависит от срока службы трубопровода, для которого они применяются. Для стальных труб используют фасонные части, рассчитанные на рабочее давление 2 МПа, а для остальных труб – 1,5 МПа.
Соединение фасонных частей с трубами производят по-разному. Например, с гладкими концами стальных труб фасонные части соединяют сваркой. Чугунными муфтами стыкуют стальные тонкостенные трубы с обечайками, чугунные с гладкими концами и асбестоцементные трубы.
С помощью втулок и раструбов соединяют концы тонкостенных стальных труб. Обточенный конец асбестоцементной трубы можно соединить с необточенным концом трубы такого диаметра с помощью перехода с раструбом и гладким концом. Фасонные части с полиэтиленовыми трубами стыкуются на фланцах.
– стальных электросварных труб со спиральным швом диаметром 254 мм с антикоррозийным этинолевым покрытием;
– стальных тонкостенных спирально-шовных труб диаметром 254 мм с двусторонним цинковым покрытием;
– стальных труб, имеющих толщину стенок 168...1220 мм;
– стальных тонкостенных электросварных труб диаметром 168...426 мм со спиральным швом;
– стальных тонкостенных труб диаметром 200...400 мм с лакоэтинолевым покрытием;
– асбестоцементных труб диаметром 150...500 мм;
– полиэтиленовых труб диаметром 160...300 мм;
– чугунных труб диаметром 150...400 мм.
Для соединения труб применяют переходы, тройники, отводы, кресты и патрубки.
Переходы используют в трубопроводах для устройства переходов от одного диаметра труб к другому (рис. 83).
Тройники применяют для устройства ответвлений на трубопроводах. Тройники бывают равнопроходными и переходными (рис. 84).
Отводы служат для устройства поворотов трубопроводов под углом 90° (рис. 85).
Кресты используют для устройства ответвлений трубопроводов (рис. 86).
Для установки трубопроводной арматуры на трубопроводах применяют патрубки (рис. 87).
Стенки фасонных частей могут быть разной толщины. Это зависит от срока службы трубопровода, для которого они применяются. Для стальных труб используют фасонные части, рассчитанные на рабочее давление 2 МПа, а для остальных труб – 1,5 МПа.
Соединение фасонных частей с трубами производят по-разному. Например, с гладкими концами стальных труб фасонные части соединяют сваркой. Чугунными муфтами стыкуют стальные тонкостенные трубы с обечайками, чугунные с гладкими концами и асбестоцементные трубы.
С помощью втулок и раструбов соединяют концы тонкостенных стальных труб. Обточенный конец асбестоцементной трубы можно соединить с необточенным концом трубы такого диаметра с помощью перехода с раструбом и гладким концом. Фасонные части с полиэтиленовыми трубами стыкуются на фланцах.
Способы соединения труб
Соединения труб подразделяются на разъемные и неразъемные. Выбор соединения зависит в первую очередь от материала, из которого изготовлены трубы, использующиеся для прокладки водопровода.
Неразъемными называются соединения, которые разъединяются только в том случае, если разрушить крепление или деталь. Они производятся путем сварки и склеивания.
Сварка соединяет трубы наиболее прочно и надежно. Производят ее встык или враструб.
Сварку враструб осуществляют путем одновременного оплавления нагревательным инструментом наружной поверхности гладкого конца трубы и тонкого слоя внутренней поверхности раструба. После этого нужно очень быстро вдвинуть конец трубы в раструб.
Сварку встык производят, оплавляя нагревательным инструментом, а затем соединяя оплавленные поверхности при незначительном давлении.
В домашних условиях из-за отсутствия сложного оборудования применимы не все виды сварки. Чаще всего используют газовую и дуговую электросварку. Прежде чем производить сварку, предварительно промывают замасленные места труб раствором каустической соды, а затем теплой водой. После этого обрабатывают места сварки напильником и органическим растворителем и опиливают кромки.
Газовая сварка позволяет соединять металлы и пластмассу. Принцип действия такой сварки очень прост: при сгорании газа образуется пламя, расплавляющее присадочный материал – проволоку, которая заполняет зазор между кромками деталей, образуя таким образом сварной шов.
Дуговую электросварку также широко применяют для соединения труб. Эта электросварка производится с помощью электродов, как плавящихся, так и неплавящихся (вольфрамовых или угольных). Во втором случае в зону плавящейся дуги вводят присадочный материал.
Если сварка сделана правильно, на поверхности труб не появятся свищи, а линия спая будет малозаметной.
Помимо сварки неразъемные соединения производят и с помощью склеивания, которое выполняется путем введения между поверхностями деталей слоя клея. Обычно используются следующие виды клея: эпоксидный (для металла и пластмассы), БФ-2 (для пластмассы и металла), 88Н (для металла с резиной и резины с резиной).
У данного способа соединения, по сравнению со сваркой, много преимуществ. Склейка не требует повышения температуры, в результате детали не деформируются. Этим способом можно соединять разнородные металлы и неметаллические материалы.
Прежде чем приступить к склеиванию, подготавливают поверхности. Сначала удаляют следы ржавчины, грязи и жира. Для очистки от ржавчины и грязи используют шлифовальные шкурки или металлические щетки. Жир и масла удаляют с помощью бензина или ацетона. Если склеивание осуществляют клеем 88Н, то применяется бензин, а если используют ЭДП и БФ-2 – ацетон.
Склеивают детали следующим образом. Сначала на поверхность наносят кисточкой первый слой клея и дают ему высохнуть. БФ-2 сохнет в течение 1 часа при температуре 20 °С, 88Н – 15 минут на свежем воздухе, а при использовании ЭДП сушка вообще не требуется.
Когда первый слой высохнет, наносят второй. Затем детали сразу же соединяют и прижимают их друг к другу струбцинами. Прилегание деталей должно быть плотным. Срок выдерживания склеенных деталей разный и зависит от вида клея. Например, если используется ЭДП, то выдержка происходит в течение 2–3 суток при температуре 20 °С, БФ-2 – 3–4 суток при 20 °С, 88Н – 1–2 суток при 20 °С под грузом.
Выдержав клееный узел в течение определенного срока, швы очищают от подтеков клея.
Разъемными называются соединения – это такие соединения, которые легко разбираются на отдельные детали. К ним относятся соединения на резьбе (с помощью фитингов) и фланцевые. Соединение труб на фитингах используют для труб с резьбой на концах. При этом применяют фитинги – фасонные соединительные части, которые изготовляются из ковкого чугуна, стали, пластмассы. Их использование дает возможность соединять трубы под нужным углом, делать необходимые ответвления, переходы от одного диаметра трубы к другому.
Фитинги из ковкого чугуна для прочности имеют буртики по торцам. Стальные фитинги – гладкие, без буртиков и выступов. Промышленность выпускает и пластмассовые шестигранные фитинги под гаечный ключ.
Соединение с помощью фитингов должно быть прочным, что обеспечивают плотным прижиманием друг к другу ниток резьбы. Чтобы достичь герметичности при свинчивании труб с резьбой, предварительно смазывают нарезанные части белилами или свинцовым суриком.
Если же нужно добиться более надежного соединения труб с резьбой, пользуются льняной или пеньковой подмоткой с суриковой замазкой. Для ее приготовления берут 2 части (по массе) сурика и одну часть вареного масла.
Короткую резьбу на трубах применяют для неразъемных соединений труб фасонными частями. На смонтированном трубопроводе разъединить такое соединение можно, только разрезав трубы.
Чтобы соединить трубы с короткой резьбой, необходимо на каждом их конце нарезать резьбу так, чтобы она на 2–3 витка не доходила до середины муфты. Это создаст своеобразное заклинивание, благодаря которому получится очень прочное соединение.
Соединение труб на фланцах предполагает, что фланцы прикрепляют к трубам на резьбе или с помощью сварки (рис. 88).
 Рис. 88. Соединение труб на фланцах
Рис. 88. Соединение труб на фланцах
При этом способе необходимо следить за соблюдением соосности трубопроводов, а также параллельности торцов соединяемых фланцев.
Сборка труб на фланцах состоит в установке между фланцами прокладок, поверхность которых должна быть ровной, без складок и морщин.
Соединение стальных труб имеет свои особенности. Эти трубы выпускаются длиной от 4 до 12 м. Диаметр отверстий труб – от 15 до 400 мм. Давление, выдерживаемое стальными трубами, – от 0,1 до 5 МПа.
Чаще всего стальные трубы сваривают. Используют для этого в основном газо– и электросварку. Так достигается равнопрочность конструкции трубопровода.
При монтаже водопроводной сети из стальных труб не требуется большое количество стыковых соединений, что значительно упрощает работу.
Тонкостенные стальные трубы с антикоррозийным покрытием монтируют раструбными и муфтовыми соединениями с применением резиновых уплотнителей.
Отдельные отрезки стальных труб можно соединять на резьбе с помощью фитингов. Последние используются обычно в домашних условиях при сборке трубопровода в местах его поворотов, разветвлений, при переходе от одного диаметра труб к другому. Безрезьбовые стальные трубы соединяют на фланце – плоском кольце, на окружности которого имеются отверстия для болтов и шпилек.
Преимуществом соединения труб с помощью фитингов и фланцев является то, что при необходимости можно произвести демонтаж трубопровода, не повреждая при этом его отдельные части. К сожалению, при соединении труб сваркой эта возможность полностью исключается.
Чугунные трубы имеют длину 2–7 м и толщину стенок 10–12 мм. Они выпускаются с раструбами на одном конце, служащими для соединения деталей в трубопроводе. Длина раструба составляет 60–80 мм и зависимосит от диаметра трубы.
При соединении чугунных труб зазор раструба заделывают уплотнителями и цементным раствором, для приготовления которого к 9 весовым частям цемента добавляют 1 весовую часть воды.
При монтировании водопроводных сетей из чугунных труб используют, помимо раструбов, фланцы. Применяя их, на водопроводных линиях устраивают различные ответвления и устанавливают необходимую арматуру.
Соединение асбестоцементных труб зависит от их вида. Такие трубы бывают безнапорными и напорными, обычно выпускаются длиной 3 и 4 м и имеют диаметр от 100 мм и более.
В трубопроводах из асбестоцементных труб чаще всего используют чугунные фасонные детали, которые соединяют с трубами с помощью муфт. Допускается использование прямых цилиндрических муфт из асбестоцемента, а также чугунных.
Пластмассовые трубы выпускаются четырех типов: легкие, среднелегкие, средние и тяжелые. Рассчитаны они соответственно на рабочее давление 0,25; 0,4; 0,6 и 1 Мпа. Пластиковые трубы имеют различную длину (3, 6, 8, 10, 12 м) и разный диаметр (40, 50, 85, 100 мм).
Соединяют эти трубы несколькими способами. Это может быть тепловая сварка или склеивание (неразъемный способ), а также соединение с использованием резиновых колец, фланцев, накидных гаек (разъемный способ). Склеивают или сваривают теплой сваркой обычно пластиковые трубы диаметром 100 мм и более.
Если трубопровод из пластмассовых труб смонтирован методом сварки, то необходимо помнить, что в стыковых швах прочность соединений на 10% ниже прочности самих труб.
При монтаже трубопровода из пластмассовых труб часто используют фасонные части из полиэтилена.
Неразъемными называются соединения, которые разъединяются только в том случае, если разрушить крепление или деталь. Они производятся путем сварки и склеивания.
Сварка соединяет трубы наиболее прочно и надежно. Производят ее встык или враструб.
Сварку враструб осуществляют путем одновременного оплавления нагревательным инструментом наружной поверхности гладкого конца трубы и тонкого слоя внутренней поверхности раструба. После этого нужно очень быстро вдвинуть конец трубы в раструб.
Сварку встык производят, оплавляя нагревательным инструментом, а затем соединяя оплавленные поверхности при незначительном давлении.
В домашних условиях из-за отсутствия сложного оборудования применимы не все виды сварки. Чаще всего используют газовую и дуговую электросварку. Прежде чем производить сварку, предварительно промывают замасленные места труб раствором каустической соды, а затем теплой водой. После этого обрабатывают места сварки напильником и органическим растворителем и опиливают кромки.
Газовая сварка позволяет соединять металлы и пластмассу. Принцип действия такой сварки очень прост: при сгорании газа образуется пламя, расплавляющее присадочный материал – проволоку, которая заполняет зазор между кромками деталей, образуя таким образом сварной шов.
Дуговую электросварку также широко применяют для соединения труб. Эта электросварка производится с помощью электродов, как плавящихся, так и неплавящихся (вольфрамовых или угольных). Во втором случае в зону плавящейся дуги вводят присадочный материал.
Если сварка сделана правильно, на поверхности труб не появятся свищи, а линия спая будет малозаметной.
Помимо сварки неразъемные соединения производят и с помощью склеивания, которое выполняется путем введения между поверхностями деталей слоя клея. Обычно используются следующие виды клея: эпоксидный (для металла и пластмассы), БФ-2 (для пластмассы и металла), 88Н (для металла с резиной и резины с резиной).
У данного способа соединения, по сравнению со сваркой, много преимуществ. Склейка не требует повышения температуры, в результате детали не деформируются. Этим способом можно соединять разнородные металлы и неметаллические материалы.
Прежде чем приступить к склеиванию, подготавливают поверхности. Сначала удаляют следы ржавчины, грязи и жира. Для очистки от ржавчины и грязи используют шлифовальные шкурки или металлические щетки. Жир и масла удаляют с помощью бензина или ацетона. Если склеивание осуществляют клеем 88Н, то применяется бензин, а если используют ЭДП и БФ-2 – ацетон.
Склеивают детали следующим образом. Сначала на поверхность наносят кисточкой первый слой клея и дают ему высохнуть. БФ-2 сохнет в течение 1 часа при температуре 20 °С, 88Н – 15 минут на свежем воздухе, а при использовании ЭДП сушка вообще не требуется.
Когда первый слой высохнет, наносят второй. Затем детали сразу же соединяют и прижимают их друг к другу струбцинами. Прилегание деталей должно быть плотным. Срок выдерживания склеенных деталей разный и зависит от вида клея. Например, если используется ЭДП, то выдержка происходит в течение 2–3 суток при температуре 20 °С, БФ-2 – 3–4 суток при 20 °С, 88Н – 1–2 суток при 20 °С под грузом.
Выдержав клееный узел в течение определенного срока, швы очищают от подтеков клея.
Разъемными называются соединения – это такие соединения, которые легко разбираются на отдельные детали. К ним относятся соединения на резьбе (с помощью фитингов) и фланцевые. Соединение труб на фитингах используют для труб с резьбой на концах. При этом применяют фитинги – фасонные соединительные части, которые изготовляются из ковкого чугуна, стали, пластмассы. Их использование дает возможность соединять трубы под нужным углом, делать необходимые ответвления, переходы от одного диаметра трубы к другому.
Фитинги из ковкого чугуна для прочности имеют буртики по торцам. Стальные фитинги – гладкие, без буртиков и выступов. Промышленность выпускает и пластмассовые шестигранные фитинги под гаечный ключ.
Соединение с помощью фитингов должно быть прочным, что обеспечивают плотным прижиманием друг к другу ниток резьбы. Чтобы достичь герметичности при свинчивании труб с резьбой, предварительно смазывают нарезанные части белилами или свинцовым суриком.
Если же нужно добиться более надежного соединения труб с резьбой, пользуются льняной или пеньковой подмоткой с суриковой замазкой. Для ее приготовления берут 2 части (по массе) сурика и одну часть вареного масла.
Короткую резьбу на трубах применяют для неразъемных соединений труб фасонными частями. На смонтированном трубопроводе разъединить такое соединение можно, только разрезав трубы.
Чтобы соединить трубы с короткой резьбой, необходимо на каждом их конце нарезать резьбу так, чтобы она на 2–3 витка не доходила до середины муфты. Это создаст своеобразное заклинивание, благодаря которому получится очень прочное соединение.
Соединение труб на фланцах предполагает, что фланцы прикрепляют к трубам на резьбе или с помощью сварки (рис. 88).
При этом способе необходимо следить за соблюдением соосности трубопроводов, а также параллельности торцов соединяемых фланцев.
Сборка труб на фланцах состоит в установке между фланцами прокладок, поверхность которых должна быть ровной, без складок и морщин.
Соединение стальных труб имеет свои особенности. Эти трубы выпускаются длиной от 4 до 12 м. Диаметр отверстий труб – от 15 до 400 мм. Давление, выдерживаемое стальными трубами, – от 0,1 до 5 МПа.
Чаще всего стальные трубы сваривают. Используют для этого в основном газо– и электросварку. Так достигается равнопрочность конструкции трубопровода.
При монтаже водопроводной сети из стальных труб не требуется большое количество стыковых соединений, что значительно упрощает работу.
Тонкостенные стальные трубы с антикоррозийным покрытием монтируют раструбными и муфтовыми соединениями с применением резиновых уплотнителей.
Отдельные отрезки стальных труб можно соединять на резьбе с помощью фитингов. Последние используются обычно в домашних условиях при сборке трубопровода в местах его поворотов, разветвлений, при переходе от одного диаметра труб к другому. Безрезьбовые стальные трубы соединяют на фланце – плоском кольце, на окружности которого имеются отверстия для болтов и шпилек.
Преимуществом соединения труб с помощью фитингов и фланцев является то, что при необходимости можно произвести демонтаж трубопровода, не повреждая при этом его отдельные части. К сожалению, при соединении труб сваркой эта возможность полностью исключается.
Чугунные трубы имеют длину 2–7 м и толщину стенок 10–12 мм. Они выпускаются с раструбами на одном конце, служащими для соединения деталей в трубопроводе. Длина раструба составляет 60–80 мм и зависимосит от диаметра трубы.
При соединении чугунных труб зазор раструба заделывают уплотнителями и цементным раствором, для приготовления которого к 9 весовым частям цемента добавляют 1 весовую часть воды.
При монтировании водопроводных сетей из чугунных труб используют, помимо раструбов, фланцы. Применяя их, на водопроводных линиях устраивают различные ответвления и устанавливают необходимую арматуру.
Соединение асбестоцементных труб зависит от их вида. Такие трубы бывают безнапорными и напорными, обычно выпускаются длиной 3 и 4 м и имеют диаметр от 100 мм и более.
В трубопроводах из асбестоцементных труб чаще всего используют чугунные фасонные детали, которые соединяют с трубами с помощью муфт. Допускается использование прямых цилиндрических муфт из асбестоцемента, а также чугунных.
Пластмассовые трубы выпускаются четырех типов: легкие, среднелегкие, средние и тяжелые. Рассчитаны они соответственно на рабочее давление 0,25; 0,4; 0,6 и 1 Мпа. Пластиковые трубы имеют различную длину (3, 6, 8, 10, 12 м) и разный диаметр (40, 50, 85, 100 мм).
Соединяют эти трубы несколькими способами. Это может быть тепловая сварка или склеивание (неразъемный способ), а также соединение с использованием резиновых колец, фланцев, накидных гаек (разъемный способ). Склеивают или сваривают теплой сваркой обычно пластиковые трубы диаметром 100 мм и более.
Если трубопровод из пластмассовых труб смонтирован методом сварки, то необходимо помнить, что в стыковых швах прочность соединений на 10% ниже прочности самих труб.
При монтаже трубопровода из пластмассовых труб часто используют фасонные части из полиэтилена.
Нарезание резьбы
Для нарезания резьбы нужны следующие инструменты: трубный прижим и вороток с набором плашек. Процесс изготовления резьбы при помощи этого набора показан на рис. 89.
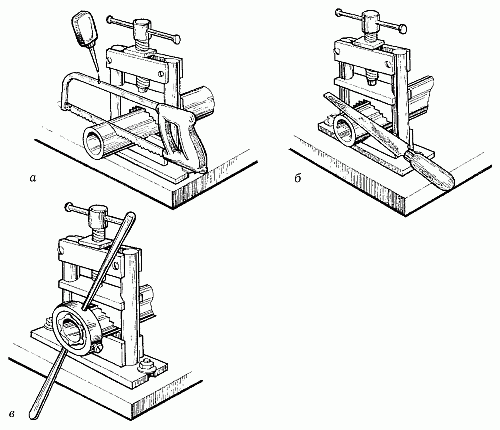 Рис. 89. Нарезание резьбы в трубном прижиме: а – подготовка отрезка трубы необходимой длины; б – снятие фаски под плашку; в – нарезание резьбы
Рис. 89. Нарезание резьбы в трубном прижиме: а – подготовка отрезка трубы необходимой длины; б – снятие фаски под плашку; в – нарезание резьбы
Отличие плашек друг от друга зависит от типа резьбы и ее диаметра. Каждая плашка на торце имеет клеймо, в котором содержится необходимая информация. При этом особое внимание нужно обратить на обозначение резьбы и марку стали, из которой изготовлена плашка. Чаще всего при соединении труб применяют дюймовую цилиндрическую резьбу. Если в клейме стоит буква «Л», то это означает, что плашка имеет левостороннюю резьбу. Марка стали важна в том случае, если предстоит нарезать резьбу на высокопрочной нержавеющей стали.
Для выполнения этой операции используют плашку, имеющую маркировку Р18 (а еще лучше Р18Ф2, где «Ф» – это содержание в инструментальной стали до 2% ванадия в качестве легирующей добавки), или же плашку с маркировкой Р9.
Кроме этого, плашки бывают разрезными и неразрезными. Первые дают возможность выполнить работу с большей точностью, то есть с их помощью резьбу можно проходить в несколько заходов. При этом стопорным винтом следует корректировать диаметр резьбы.
При монтаже трубопроводов работают только разрезными плашками соответствующего диаметра, потому что они позволяют нарезать резьбу со сбегом. Иногда для выполнения резьбы применяют раздвижные плашки, закрепленные в специальных косых клуппах с номерами от 1 до 6.
Существует несколько видов резьбы, каждый из которых предназначен для определенного вида соединений.
По своему предназначению резьба делится на пять видов (рис. 90): треугольная, трапециевидная, прямоугольная – для деталей, передающих движение; упорная – для механизмов, которые подвержены большому одностороннему давлению; круглая – для монтажа трубопроводов.
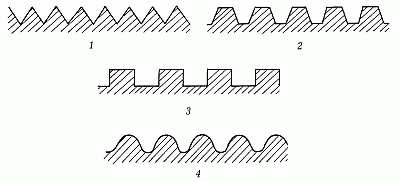 Рис. 90. Виды резьбы: 1 – треугольная; 2 – трапециевидная; 3 – прямоугольная; 4 – круглая
Рис. 90. Виды резьбы: 1 – треугольная; 2 – трапециевидная; 3 – прямоугольная; 4 – круглая
Кроме этого, резьба может быть правой и левой, внутренней и наружной. Пример правой и левой резьбы показан на рис. 90. Внутреннюю резьбу (в отверстиях) нарезают метчиками, имеющими квадратную хвостовую часть, которой они и закрепляются в воротке.
Для выполнения правой, считающейся основной, и левой резьбы существуют различные метчики. Они, как правило, продаются в комплекте из чернового, имеющего одну риску по окружности в хвостовой части (в этом же месте ставят диаметр и шаг резьбы), среднего, имеющего две риски, и чистового, у которого три риски, метчика.
Резьбу нарезают в три прохода, то есть сначала черновым метчиком, затем средним и потом чистовым.
Для получения резьбы высокого качества самым важным условием является правильное определение диаметра высверливаемого отверстия. Этот диаметр должен быть несколько большим, чем внутренний, и несколько меньшим, чем наружный диаметр самой резьбы. В бытовых условиях это можно сделать, используя простую формулу. Если это стальная деталь, то из величины наружного диаметра резьбы следует вычесть величину ее шага. Допустим, наружный диаметр резьбы составляет 5 мм, шаг резьбы равен 0,5 мм.
Теперь из 5 нужно вычесть 0,5 – получилось 4,5 мм (диаметр нужного отверстия). Если заготовка из чугуна, то задача несколько усложняется. В этом случае величину шага резьбы (0,5 мм) умножают на коэффициент 1,1. Далее из величины наружного диаметра резьбы вычитают полученное произведение, то есть 0,5 х 1,1 = 0,55 мм; 5 х 0,55 = 4,45 мм. Это и будет размер нужного отверстия.
После того как отверстие изготовлено, конец чернового метчика смазывают машинным маслом и вставляют в полученное отверстие. Затем вороток метчика поворачивают до тех пор, пока он не врежется в металл и не будет иметь устойчивое положение. После этого вороток вращают обеими руками, перехватывая его через каждые пол-оборота. Выполнив 2–3 оборота по направлению резьбы, возвращают метчик на пол-оборота назад. Если стружка будет ломаться, это облегчит работу и даст возможность получить резьбу высокого качества. Точно так же отверстие обрабатывают вторым, а потом и третьим метчиками.
При работе с медью, бронзой, алюминием метчик довольно быстро забивают стружками. Поэтому во время обработки отверстия его нужно периодически вынимать и щеткой сметать с него стружку.
Нарезка наружной резьбы на стержнях для получения болтов, винтов, шпилек и прочих деталей производится с помощью плашек. Вначале подбирают стержень нужного диаметра. После этого его вставляют в тиски, зажимают и на конце при помощи напильника снимают небольшую фаску, которую смазывают машинным маслом.
Плашку вставляют в плашкодержатель и закрепляют зажимными винтами. На конец стержня, зажатого в тисках, кладут плашку и одной рукой начинают осторожно ее вращать по направлению резьбы. Другой рукой головку плашки прижимают к стержню.
После того как инструмент врежется в металл, берутся за плашкодержатель обеими руками и вращают его таким образом: 2–3 оборота вперед и пол-оборота назад. Эти действия продолжают до тех пор, пока резьба не приобретет заданную длину. В процессе нарезания резьбы нужно следить, чтобы плоскость плашки была всегда строго перпендикулярна к стержню, иначе резьба перекосится.
В конце работы проверяют точность резьбы, навинчивая на стержень гайку соответствующего диаметра. Свежая резьба, как правило, имеет заусенцы, поэтому во избежание травм ее нельзя трогать руками.
Таким же образом выполняется резьба на трубах различного диаметра.
Отличие плашек друг от друга зависит от типа резьбы и ее диаметра. Каждая плашка на торце имеет клеймо, в котором содержится необходимая информация. При этом особое внимание нужно обратить на обозначение резьбы и марку стали, из которой изготовлена плашка. Чаще всего при соединении труб применяют дюймовую цилиндрическую резьбу. Если в клейме стоит буква «Л», то это означает, что плашка имеет левостороннюю резьбу. Марка стали важна в том случае, если предстоит нарезать резьбу на высокопрочной нержавеющей стали.
Для выполнения этой операции используют плашку, имеющую маркировку Р18 (а еще лучше Р18Ф2, где «Ф» – это содержание в инструментальной стали до 2% ванадия в качестве легирующей добавки), или же плашку с маркировкой Р9.
Кроме этого, плашки бывают разрезными и неразрезными. Первые дают возможность выполнить работу с большей точностью, то есть с их помощью резьбу можно проходить в несколько заходов. При этом стопорным винтом следует корректировать диаметр резьбы.
При монтаже трубопроводов работают только разрезными плашками соответствующего диаметра, потому что они позволяют нарезать резьбу со сбегом. Иногда для выполнения резьбы применяют раздвижные плашки, закрепленные в специальных косых клуппах с номерами от 1 до 6.
Существует несколько видов резьбы, каждый из которых предназначен для определенного вида соединений.
По своему предназначению резьба делится на пять видов (рис. 90): треугольная, трапециевидная, прямоугольная – для деталей, передающих движение; упорная – для механизмов, которые подвержены большому одностороннему давлению; круглая – для монтажа трубопроводов.
Кроме этого, резьба может быть правой и левой, внутренней и наружной. Пример правой и левой резьбы показан на рис. 90. Внутреннюю резьбу (в отверстиях) нарезают метчиками, имеющими квадратную хвостовую часть, которой они и закрепляются в воротке.
Для выполнения правой, считающейся основной, и левой резьбы существуют различные метчики. Они, как правило, продаются в комплекте из чернового, имеющего одну риску по окружности в хвостовой части (в этом же месте ставят диаметр и шаг резьбы), среднего, имеющего две риски, и чистового, у которого три риски, метчика.
Резьбу нарезают в три прохода, то есть сначала черновым метчиком, затем средним и потом чистовым.
Для получения резьбы высокого качества самым важным условием является правильное определение диаметра высверливаемого отверстия. Этот диаметр должен быть несколько большим, чем внутренний, и несколько меньшим, чем наружный диаметр самой резьбы. В бытовых условиях это можно сделать, используя простую формулу. Если это стальная деталь, то из величины наружного диаметра резьбы следует вычесть величину ее шага. Допустим, наружный диаметр резьбы составляет 5 мм, шаг резьбы равен 0,5 мм.
Теперь из 5 нужно вычесть 0,5 – получилось 4,5 мм (диаметр нужного отверстия). Если заготовка из чугуна, то задача несколько усложняется. В этом случае величину шага резьбы (0,5 мм) умножают на коэффициент 1,1. Далее из величины наружного диаметра резьбы вычитают полученное произведение, то есть 0,5 х 1,1 = 0,55 мм; 5 х 0,55 = 4,45 мм. Это и будет размер нужного отверстия.
После того как отверстие изготовлено, конец чернового метчика смазывают машинным маслом и вставляют в полученное отверстие. Затем вороток метчика поворачивают до тех пор, пока он не врежется в металл и не будет иметь устойчивое положение. После этого вороток вращают обеими руками, перехватывая его через каждые пол-оборота. Выполнив 2–3 оборота по направлению резьбы, возвращают метчик на пол-оборота назад. Если стружка будет ломаться, это облегчит работу и даст возможность получить резьбу высокого качества. Точно так же отверстие обрабатывают вторым, а потом и третьим метчиками.
При работе с медью, бронзой, алюминием метчик довольно быстро забивают стружками. Поэтому во время обработки отверстия его нужно периодически вынимать и щеткой сметать с него стружку.
Нарезка наружной резьбы на стержнях для получения болтов, винтов, шпилек и прочих деталей производится с помощью плашек. Вначале подбирают стержень нужного диаметра. После этого его вставляют в тиски, зажимают и на конце при помощи напильника снимают небольшую фаску, которую смазывают машинным маслом.
Плашку вставляют в плашкодержатель и закрепляют зажимными винтами. На конец стержня, зажатого в тисках, кладут плашку и одной рукой начинают осторожно ее вращать по направлению резьбы. Другой рукой головку плашки прижимают к стержню.
После того как инструмент врежется в металл, берутся за плашкодержатель обеими руками и вращают его таким образом: 2–3 оборота вперед и пол-оборота назад. Эти действия продолжают до тех пор, пока резьба не приобретет заданную длину. В процессе нарезания резьбы нужно следить, чтобы плоскость плашки была всегда строго перпендикулярна к стержню, иначе резьба перекосится.
В конце работы проверяют точность резьбы, навинчивая на стержень гайку соответствующего диаметра. Свежая резьба, как правило, имеет заусенцы, поэтому во избежание травм ее нельзя трогать руками.
Таким же образом выполняется резьба на трубах различного диаметра.
Прокладка водопровода
Перед тем как начинать прокладку водопровода, необходимо отмерить трубы нужной длины. Провести точный замер не так просто, как может показаться в первый момент. Делать это следует очень точно, так как, если длина трубы будет хоть немного больше, чем положено, получится перехлест при соединении труб, и всю работу по резке нужно будет выполнять заново. А если отрезать трубу меньшей длины, то придется или вставлять переходники, или приваривать еще один отрезок трубы, а чем больше соединений, тем больше вероятность течи в будущем.
При разметке труб, которые должны быть соединены переходниками и редукторами, следует помнить, что при определении длины трубы нужно делать прибавку на стык. Чтобы установить эту прибавку, трубу вставляют в переходник до упора и отмечают, на какое расстояние она уходит в деталь. На некоторых переходниках уже обозначено это расстояние.
Все измерения рекомендуется делать одним инструментом, так как даже специальный инструмент имеет погрешности. И суммируясь, они могут дать ощутимую разницу в подсчетах. Не подойдет в этом случае и принцип «на глазок».
При разметке труб, которые должны быть соединены переходниками и редукторами, следует помнить, что при определении длины трубы нужно делать прибавку на стык. Чтобы установить эту прибавку, трубу вставляют в переходник до упора и отмечают, на какое расстояние она уходит в деталь. На некоторых переходниках уже обозначено это расстояние.
Все измерения рекомендуется делать одним инструментом, так как даже специальный инструмент имеет погрешности. И суммируясь, они могут дать ощутимую разницу в подсчетах. Не подойдет в этом случае и принцип «на глазок».
Резка труб
Ровно отрезанная труба – гарантия того, что соединение не даст течи при пуске водопровода в действие. Особенно это важно при соединении труб на переходниках: чтобы конец трубы плотно прилегал к стопорному кольцу переходника, он должен быть ровно отрезан.
Самый простой способ правильно наметить линию отреза: берут кусок картона с ровными краями, оборачивают им трубу, обводят края бумаги карандашом. Полученная линия и будет линией отреза. Закрепляют трубу в тисках и только после этого отпиливают ножовкой.
Делать это следует аккуратно, следя, чтобы ножовка не отклонилась от метки. Держат ножовку строго перпендикулярно по отношению к трубе. Движения ножовкой должны быть плавными, без рывков. После того как труба будет разрезана, срез обрабатывают полукруглым напильником и тщательно очищают его от опилок.
Если резать нужно трубу из мягкого материала, например из меди, ее зажимают в тиски по всей длине, чтобы на месте зажима не осталось следов, но не слишком сильно, чтобы труба не сплющилась.
Если часто приходится сталкиваться с резкой труб, лучше приобрести труборез. Этот специальный инструмент улучшит качество работы (внешний край получается без заусенцев, и срез будет очень ровным) и сэкономит время.
Трубу зажимают в тиски, отступают от губок тисков примерно 10 см и надевают на трубу труборез. Инструмент устанавливают перпендикулярно, закрепляют его поворотом рукоятки-винта, врезая тем самым подвижный ролик в металл, и начинают поворачивать труборез короткими движениями по часовой стрелке и против нее до тех пор, пока не делают полный оборот. Затем поворачивают винт на 90° и снова делают полный оборот. Эту процедуру повторяют, пока не отрежут трубу.
Самый простой способ правильно наметить линию отреза: берут кусок картона с ровными краями, оборачивают им трубу, обводят края бумаги карандашом. Полученная линия и будет линией отреза. Закрепляют трубу в тисках и только после этого отпиливают ножовкой.
Делать это следует аккуратно, следя, чтобы ножовка не отклонилась от метки. Держат ножовку строго перпендикулярно по отношению к трубе. Движения ножовкой должны быть плавными, без рывков. После того как труба будет разрезана, срез обрабатывают полукруглым напильником и тщательно очищают его от опилок.
Если резать нужно трубу из мягкого материала, например из меди, ее зажимают в тиски по всей длине, чтобы на месте зажима не осталось следов, но не слишком сильно, чтобы труба не сплющилась.
Если часто приходится сталкиваться с резкой труб, лучше приобрести труборез. Этот специальный инструмент улучшит качество работы (внешний край получается без заусенцев, и срез будет очень ровным) и сэкономит время.
Трубу зажимают в тиски, отступают от губок тисков примерно 10 см и надевают на трубу труборез. Инструмент устанавливают перпендикулярно, закрепляют его поворотом рукоятки-винта, врезая тем самым подвижный ролик в металл, и начинают поворачивать труборез короткими движениями по часовой стрелке и против нее до тех пор, пока не делают полный оборот. Затем поворачивают винт на 90° и снова делают полный оборот. Эту процедуру повторяют, пока не отрежут трубу.
Опиливание
После того как труба будет отрезана, может потребоваться такая операция, как опиливание. Опиливание не следует путать с зачисткой. Они имеют существенное отличие, да и выполняются разными инструментами: опиливание – надфилями и напильниками, а зачистка – шкурками, шлифовальными кругами, проволочными щетками и пр. Зачистка – только удаление шероховатостей, а опиливание – удаление заусенцев и изменение размера детали при подгоне одной под другую (с нее снимается слой металла). Разные детали опиливают разными напильниками, но сам процесс проводится одинаково: деталь (в данном случае труба) зажимают в тиски так, чтобы в рабочем пространстве осталось не более 10 см трубы. Движения напильником по отношению к поверхности детали должны быть горизонтальными.
Трубы опиливают плоским напильником: сначала грубую обработку делают напильником № 0, затем доводят напильником № 4 или № 5. Если труба в тисках закреплена горизонтально, то во время работы напильник напоминает качели – его положение по отношению к трубе меняется. Если же вертикально, то по ходу напильника его носик поднимается немного вверх и влево, при обратном ходе носик смотрит прямо вперед. После обработки одной части трубы ее поворачивают в тисках на 120° и продолжают опиливание другой стороны трубы.
Время от времени деталь вынимают из тисков и проверяют качество опиливания.
В последнее время появилась масса дополнительных инструментов, которые облегчают выполнение той или иной операции. Например, существует специальный напильник, который сглаживает как внешний, так и внутренний край трубы одновременно (рис. 91).
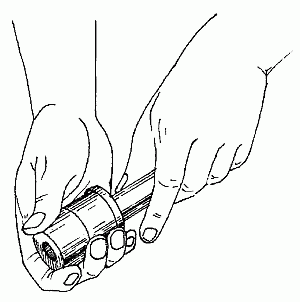 Рис. 91. Напильник для обработки среза трубы
Рис. 91. Напильник для обработки среза трубы
Трубы опиливают плоским напильником: сначала грубую обработку делают напильником № 0, затем доводят напильником № 4 или № 5. Если труба в тисках закреплена горизонтально, то во время работы напильник напоминает качели – его положение по отношению к трубе меняется. Если же вертикально, то по ходу напильника его носик поднимается немного вверх и влево, при обратном ходе носик смотрит прямо вперед. После обработки одной части трубы ее поворачивают в тисках на 120° и продолжают опиливание другой стороны трубы.
Время от времени деталь вынимают из тисков и проверяют качество опиливания.
В последнее время появилась масса дополнительных инструментов, которые облегчают выполнение той или иной операции. Например, существует специальный напильник, который сглаживает как внешний, так и внутренний край трубы одновременно (рис. 91).
Сгибание труб
Изогнутые трубы понадобятся при установке отопительных приборов, сантехники, при укладке труб в доме и т. д. Если не удалось приобрести уже согнутые куски труб, можно согнуть трубы в домашних условиях. Единственное, чего нужно опасаться, это прогибания трубы внутрь и ее разрыва, так как при сгибании металл испытывает сразу и сжатие, и растяжение. Чтобы этого не произошло, можно использовать несколько приемов.
Например, самый простой способ. Его применяют, если металл не слишком твердый. В трубу вставляют пружину до места будущего сгиба, потом перегибают трубу на колене: пружина удержит стенки трубы. Затем ее вытаскивают за длинную проволоку.
Другой способ состоит в том, что трубу наполняют сухим песком, зажимают в тиски и нагревают в том месте, где ее необходимо согнуть. Не нагревают трубу вблизи тисков, иначе они могут потерять прочность. То, что песок прогрелся, можно узнать по окалине: она начнет отлетать от трубы. Температуру нагрева определяют на вид: например, стальные трубы должны стать ярко-красными. Алюминиевые нагревают до тех пор, пока бумага, поднесенная к месту нагрева, не начнет обугливаться. Но следует помнить, что оцинкованные трубы нельзя гнуть в горячем состоянии, так как может нарушиться сохранность покрытия.
Гнуть трубы можно не только в тисках, но и в трубном прижиме. Также в арсенале мастеров имеется несколько приспособлений, с помощью которых осуществляется гибка труб. Самым простым из них является металлическая плита с отверстиями. В них особым образом вкручивают небольшие штифты, которые можно переставлять, чтобы получить изгиб нужного радиуса и трубу нужной формы. Но, применяя данное устройство, не всегда получается добиться того, чтобы труба изогнулась именно так, как нужно. Кроме того, на нем удобно гнуть трубы только большой длины. Чтобы согнуть короткую трубу, надо приложить большие физические усилия.
Другим инструментом для сгибания труб является плоскопараллельная пластина (рис. 92).
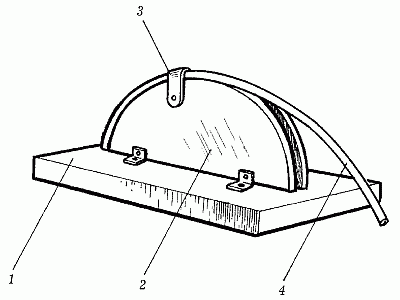 Рис. 92. Плоскопараллельная пластина: 1 – плита; 2 – пластина; 3 – хомут; 4 – труба
Рис. 92. Плоскопараллельная пластина: 1 – плита; 2 – пластина; 3 – хомут; 4 – труба
Она изначально имеет необходимую кривизну. Сгибание происходит следующим образом: в специальном хомутике зажимают трубу и гнут ее по пазу пластины. Причем на этом приспособлении можно гнуть трубы диаметром до 40 мм. Самым известным инструментом для этого вида операций является станок Вольнова (иначе – трубогиб). С его помощью можно изогнуть трубу диаметром 15, 20 и 25 мм по-разному: в виде утки, калача, скобы и отвода (рис. 93). Для этого нужно заложить длинную сторону трубы под хомут верстака, смазать то место, где будет произведен изгиб, машинным маслом и загнуть короткую сторону. Кроме вышеописанных инструментов, существует специальная машинка для сгибания труб. Она может понадобиться при сгибании трубы диаметром 28 мм. Процесс очень упрощается: на машинке устанавливают нужный угол сгибания, трубу вставляют в приспособление и сводят его рукоятки (рис. 94). Имеется целый ряд других, менее известных приспособлений для гибки труб, например трубогиб с гидроприводом. Но в любом случае, используя тот или иной инструмент, следует помнить, что измерять длину трубы нужно уже после того, как ее согнули. Эта длина будет истинной. Если труба измеряется перед сгибанием, то полученная длина носит название заготовительной.
Например, самый простой способ. Его применяют, если металл не слишком твердый. В трубу вставляют пружину до места будущего сгиба, потом перегибают трубу на колене: пружина удержит стенки трубы. Затем ее вытаскивают за длинную проволоку.
Другой способ состоит в том, что трубу наполняют сухим песком, зажимают в тиски и нагревают в том месте, где ее необходимо согнуть. Не нагревают трубу вблизи тисков, иначе они могут потерять прочность. То, что песок прогрелся, можно узнать по окалине: она начнет отлетать от трубы. Температуру нагрева определяют на вид: например, стальные трубы должны стать ярко-красными. Алюминиевые нагревают до тех пор, пока бумага, поднесенная к месту нагрева, не начнет обугливаться. Но следует помнить, что оцинкованные трубы нельзя гнуть в горячем состоянии, так как может нарушиться сохранность покрытия.
Гнуть трубы можно не только в тисках, но и в трубном прижиме. Также в арсенале мастеров имеется несколько приспособлений, с помощью которых осуществляется гибка труб. Самым простым из них является металлическая плита с отверстиями. В них особым образом вкручивают небольшие штифты, которые можно переставлять, чтобы получить изгиб нужного радиуса и трубу нужной формы. Но, применяя данное устройство, не всегда получается добиться того, чтобы труба изогнулась именно так, как нужно. Кроме того, на нем удобно гнуть трубы только большой длины. Чтобы согнуть короткую трубу, надо приложить большие физические усилия.
Другим инструментом для сгибания труб является плоскопараллельная пластина (рис. 92).
Она изначально имеет необходимую кривизну. Сгибание происходит следующим образом: в специальном хомутике зажимают трубу и гнут ее по пазу пластины. Причем на этом приспособлении можно гнуть трубы диаметром до 40 мм. Самым известным инструментом для этого вида операций является станок Вольнова (иначе – трубогиб). С его помощью можно изогнуть трубу диаметром 15, 20 и 25 мм по-разному: в виде утки, калача, скобы и отвода (рис. 93). Для этого нужно заложить длинную сторону трубы под хомут верстака, смазать то место, где будет произведен изгиб, машинным маслом и загнуть короткую сторону. Кроме вышеописанных инструментов, существует специальная машинка для сгибания труб. Она может понадобиться при сгибании трубы диаметром 28 мм. Процесс очень упрощается: на машинке устанавливают нужный угол сгибания, трубу вставляют в приспособление и сводят его рукоятки (рис. 94). Имеется целый ряд других, менее известных приспособлений для гибки труб, например трубогиб с гидроприводом. Но в любом случае, используя тот или иной инструмент, следует помнить, что измерять длину трубы нужно уже после того, как ее согнули. Эта длина будет истинной. Если труба измеряется перед сгибанием, то полученная длина носит название заготовительной.