Страница:
Ковка – самый древний способ обработки металлов. Задолго до того, как научились выплавлять железо, мастера ковали различные сплавы цветных металлов, например легендарную бронзу. Изготовлялись как украшения, так и оружие. Ковка требует немалой физической силы и большого мастерства. Один из сложнейших видов ремесла – художественная ковка. Не каждый кузнец возьмется отковать узорную ограду или подсвечник. Большинство мастеров предпочитает пользоваться чеканкой, выколоткой или делать ажурные узоры выгибанием и сваркой стальных прутков и полос.
Человечество научилось выплавлять металл в глубокой древности. Еще в Древнем Египте с помощью литья мастера изготавливали предметы домашнего обихода. Раскопки скифских могильников доказывают, что наши далекие предки также применяли литье для изготовления самых различных предметов быта и украшений. Первыми мастерами литья на Руси были женщины, которые плели из нитей, пропитанных воском, украшения. Затем изделие заливалось глиной и обсушивалось. Такую форму прокаливали и заливали металлом. Когда форма остывала, ее осторожно, чтобы не повредить отливку, удаляли.
С помощью литья можно получить предметы, различающиеся по назначению и размерам. Можно изготовить ювелирные украшения из серебра, золота или других металлов. Монументальные памятники, скульптуры и архитектурные детали тоже можно сделать посредством литья. В домашних условиях, конечно, монументы и памятники отливать никто не будет, поэтому мы остановимся подробно на микролитье – изготовлении небольших изделий.
Гравирование достаточно широко распространено в народном творчестве. Этот способ пришел к нам из древнейших времен. Гравировкой украшали не только ювелирные изделия, но и оружие, предметы домашней утвари. Сам термин «гравирование» в переводе с немецкого и французского языков означает вырезание какого-либо изображения, орнамента или надписи на поверхности таких материалов, как металл, дерево, камень, линолеум, стекло.
Искусство изготовления просечного железа появилось в очень давние времена. Родилось оно из кузнечного дела и применялось вместе с ковкой железа. Узорчатое просечное железо украшало на Руси крыши домов и купола церквей, фонари на улицах, посуду, сундуки, поставцы и шкатулки. Просечное железо было самых разных цветов, его покрывали позолотой, лудили и воронили.
С помощью гальванопластики можно получить наиболее точную металлическую копию с определенного объемного предмета. Она позволяет даже в домашних условиях создавать различные ажурные украшения, шкатулки, картинные рамы, металлизированный гербарий. Причем ни один из других способов не даст такой чистоты линий, как гальванопластика. Снятая с тонкого кружева или живого цветка копия передаст все прожилки и, более того, получится металлической, то есть пригодной для крепления на металлическую основу.
Легкость в использовании гальванопластики и точность передачи линий и мелких штрихов предметов делают данную технику удобным способом в изготовлении небольших настольных статуэток, бюстов, медалей. Кроме того, это позволяет любому скульптору сохранить свое глиняное или гипсовое ваяние от разрушения на многие годы.
Чеканка
Рабочее место
Дополнительное оборудование
Инструменты
Материал
Подготовительные работы
В настоящее время проще и доступнее применять искусственную смолу – битум. Его вязкость и другие свойства зависят от марки. Для чеканных работ удобнее использовать битум № 4 и 5, но можно смешать смолу № 3 и 5 в равных пропорциях. Битум № 3 слишком жидкий и быстро плавится, поэтому его нельзя использовать без добавок при составлении подложки.
Можно придать смоле дополнительную вязкость, если смешать ее с хорошо просеянным речным песком в пропорции 1: 3. При превышении нормы песка подложка получится очень жесткой, что отразится на качестве чеканки. Есть много наполнителей, позволяющих создать дополнительную мягкость и клейкость, но чаще всего используются воск и канифоль. Содержание воска не должно превышать 10 % от общего объема, канифоли требуется совсем немного.
Смесь перед заливкой в ящик разогревают до жидкого состояния и тщательно перемешивают до однородности. Разогревают смолу чаще всего на костре, который можно развести на улице, или делают это дома на электроплитке в хорошо проветриваемом помещении. Разогревать смолу на электроплитке предпочтительнее, так как при контакте с открытым огнем горячая смола загорается.
Огонь должен быть равномерным и слабым: на сильном огне смола начинает пузыриться и может загореться. Поскольку объем смолы при нагревании несколько увеличивается, заливать ее в емкость до краев не надо. Для помешивания используется специальная металлическая лопаточка с длинной ручкой, чтобы не обжечься брызгами.
При нагревании смолы необходимо соблюдать требования техники безопасности. При попадании расплавленного битума дерево может загореться. Загоревшуюся смолу очень нелегко потушить, поэтому на случай пожара лучше запастись огнетушителем или иметь под рукой запас воды.
Горячую смолу разливают в заранее приготовленные ящики (рис. 111).
 Рис. 111. Ящики для подложек: а – деревянный; б – металлический.
Рис. 111. Ящики для подложек: а – деревянный; б – металлический.
Размеры их должны быть на несколько сантиметров больше размеров заготовки, а их глубина зависит от высоты рельефа. Ящики делают как из дерева, так и из металла.
Стенки деревянного ящика (рис. 111, а) должны быть не тоньше 15 мм, а металлический ящик (рис. 111, б) делается из жести или кровельного железа, чтобы смолу в нем можно было подогревать, поставив ящик на электроплитку.
При заливке необходимо обращать внимание на то, чтобы в ней не оставалось пустот, так как на пустотах металл может прорваться под ударом чекана. Если пузыри все-таки остались, насмолку глубоко нагревают и перемешивают.
После того как смола затвердеет, ее верхний слой повторно разогревают паяльной лампой или электронагревателем и разравнивают специальной мешалкой. Кроме того, рекомендуется немного прогреть и пластину.
В размягченную смолу на равном расстоянии от краев осторожно опускают заготовку, следя за тем, чтобы она не утонула в ней полностью. Для равномерной просмолки ту поверхность, которой металлический лист соприкасается со смолой, предварительно обезжиривают. Чтобы под пластиной не оставалось пузырей воздуха, ее опускают не сразу, а начиная с одного края, прижимая к поверхности с помощью чистой тряпочки, как показано на рис. 112.
Человечество научилось выплавлять металл в глубокой древности. Еще в Древнем Египте с помощью литья мастера изготавливали предметы домашнего обихода. Раскопки скифских могильников доказывают, что наши далекие предки также применяли литье для изготовления самых различных предметов быта и украшений. Первыми мастерами литья на Руси были женщины, которые плели из нитей, пропитанных воском, украшения. Затем изделие заливалось глиной и обсушивалось. Такую форму прокаливали и заливали металлом. Когда форма остывала, ее осторожно, чтобы не повредить отливку, удаляли.
С помощью литья можно получить предметы, различающиеся по назначению и размерам. Можно изготовить ювелирные украшения из серебра, золота или других металлов. Монументальные памятники, скульптуры и архитектурные детали тоже можно сделать посредством литья. В домашних условиях, конечно, монументы и памятники отливать никто не будет, поэтому мы остановимся подробно на микролитье – изготовлении небольших изделий.
Гравирование достаточно широко распространено в народном творчестве. Этот способ пришел к нам из древнейших времен. Гравировкой украшали не только ювелирные изделия, но и оружие, предметы домашней утвари. Сам термин «гравирование» в переводе с немецкого и французского языков означает вырезание какого-либо изображения, орнамента или надписи на поверхности таких материалов, как металл, дерево, камень, линолеум, стекло.
Искусство изготовления просечного железа появилось в очень давние времена. Родилось оно из кузнечного дела и применялось вместе с ковкой железа. Узорчатое просечное железо украшало на Руси крыши домов и купола церквей, фонари на улицах, посуду, сундуки, поставцы и шкатулки. Просечное железо было самых разных цветов, его покрывали позолотой, лудили и воронили.
С помощью гальванопластики можно получить наиболее точную металлическую копию с определенного объемного предмета. Она позволяет даже в домашних условиях создавать различные ажурные украшения, шкатулки, картинные рамы, металлизированный гербарий. Причем ни один из других способов не даст такой чистоты линий, как гальванопластика. Снятая с тонкого кружева или живого цветка копия передаст все прожилки и, более того, получится металлической, то есть пригодной для крепления на металлическую основу.
Легкость в использовании гальванопластики и точность передачи линий и мелких штрихов предметов делают данную технику удобным способом в изготовлении небольших настольных статуэток, бюстов, медалей. Кроме того, это позволяет любому скульптору сохранить свое глиняное или гипсовое ваяние от разрушения на многие годы.
Чеканка
Обычно этот вид художественных работ разделяют на чеканку по литью и чеканку по листовому металлу.
Рабочее место
Рабочий стол лучше поставить около окна, чтобы солнечные лучи падали с левой стороны. Для искусственного освещения используется лампа дневного света или с матовым покрытием, мощностью 75–100 Вт. Чтобы она не мешала и не занимала много места на столе, ее располагают в стороне, на расстоянии 50–70 см от крышки. Мешающие работе глубокие тени на изделии не появятся, если включить еще и основной свет.
Стол выбирают чаще всего деревянный, с толстой крышкой. Его размеры зависят от изделий, с которыми чаще всего работает мастер. Чтобы приглушить звук от ударов, под ножки стола помещают прокладки из плотной резины. Но при этом не должна ухудшаться его устойчивость. Стул со спинкой или табурет подбирают по росту мастера и размерам стола.
Рабочее место станет удобным, если оборудовать его стеллажами и ящиками, расположить которые следует так, чтобы до них можно было дотянуться, не вставая. Порядок в инструментах поможет сэкономить время на их поиски. После того как работа инструментом завершена, его сразу же следует положить на место. Эту привычку надо довести до автоматизма и не задумываться в процессе работы о том, где что лежит.
После окончания работы со стола необходимо смести все стружки и пыль, а помещение проветрить.
Стол выбирают чаще всего деревянный, с толстой крышкой. Его размеры зависят от изделий, с которыми чаще всего работает мастер. Чтобы приглушить звук от ударов, под ножки стола помещают прокладки из плотной резины. Но при этом не должна ухудшаться его устойчивость. Стул со спинкой или табурет подбирают по росту мастера и размерам стола.
Рабочее место станет удобным, если оборудовать его стеллажами и ящиками, расположить которые следует так, чтобы до них можно было дотянуться, не вставая. Порядок в инструментах поможет сэкономить время на их поиски. После того как работа инструментом завершена, его сразу же следует положить на место. Эту привычку надо довести до автоматизма и не задумываться в процессе работы о том, где что лежит.
После окончания работы со стола необходимо смести все стружки и пыль, а помещение проветрить.
Дополнительное оборудование
В оборудование верстака дополнительно надо включить небольшие параллельные тиски с наковаленкой. Крепление лучше выбрать струбцинное, что при необходимости позволит быстро снять тиски со стола и освободить больше места (рис. 102).
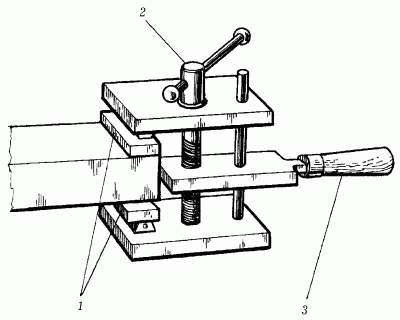 Рис. 102. Тисочки-струбцины: 1 – губки; 2 – винт с рукояткой; 3 – ручка.
Рис. 102. Тисочки-струбцины: 1 – губки; 2 – винт с рукояткой; 3 – ручка.
Хорошо иметь под рукой шлифовальный станок со сменными дисками, который можно использовать и для заточки инструментов, и для опиливания краев заготовок. Для листовой чеканки необходимо приготовить подложку под изделие. Для нее чаще всего используется смола. Для варки и разлива наполнителя, а также для насмолки используются специальные инструменты: емкости, плитка с закрытой спиралью для варки смолы, скребки и деревянные ящики разных размеров, в которые укладывается подложка.
Для последующего отжига пластины от подложки понадобится нагревательный прибор (удобнее всего использовать паяльную лампу), кузнечные клещи и рукавицы для удержания изделия. Для химической обработки потребуется набор специальных емкостей и ванночек, а также ящики для хранения реактивов и защитные резиновые перчатки. Просушка обработанных пластин проводится в деревянных ящиках, наполненных хорошо впитывающими влагу материалами.
Над столом, на котором приготавливаются химические растворы, а также над нагревательным прибором обязательно нужно установить вытяжку.
После окончания обработки плоскую чеканку приходится часто выравнивать. Для этого используются проверочные плиты с ровной и гладкой поверхностью из металла, камня или дерева. Подойдет также любой массивный предмет, позволяющий выполнить эту операцию.
Так как в процессе изготовления чеканки изделие проходит несколько стадий, то на рабочем месте не должны скапливаться лишние инструменты. В условиях обычной квартиры, как правило, нет возможности разместить еще несколько столов для операций по обработке готового изделия, поэтому рабочую поверхность стола лучше устроить так, чтобы лишние предметы – такие, как тиски, ящики для подложки и т. д. – легко можно было убрать. По этой же причине не рекомендуется заниматься сразу несколькими изделиями одновременно.
Хорошо иметь под рукой шлифовальный станок со сменными дисками, который можно использовать и для заточки инструментов, и для опиливания краев заготовок. Для листовой чеканки необходимо приготовить подложку под изделие. Для нее чаще всего используется смола. Для варки и разлива наполнителя, а также для насмолки используются специальные инструменты: емкости, плитка с закрытой спиралью для варки смолы, скребки и деревянные ящики разных размеров, в которые укладывается подложка.
Для последующего отжига пластины от подложки понадобится нагревательный прибор (удобнее всего использовать паяльную лампу), кузнечные клещи и рукавицы для удержания изделия. Для химической обработки потребуется набор специальных емкостей и ванночек, а также ящики для хранения реактивов и защитные резиновые перчатки. Просушка обработанных пластин проводится в деревянных ящиках, наполненных хорошо впитывающими влагу материалами.
Над столом, на котором приготавливаются химические растворы, а также над нагревательным прибором обязательно нужно установить вытяжку.
После окончания обработки плоскую чеканку приходится часто выравнивать. Для этого используются проверочные плиты с ровной и гладкой поверхностью из металла, камня или дерева. Подойдет также любой массивный предмет, позволяющий выполнить эту операцию.
Так как в процессе изготовления чеканки изделие проходит несколько стадий, то на рабочем месте не должны скапливаться лишние инструменты. В условиях обычной квартиры, как правило, нет возможности разместить еще несколько столов для операций по обработке готового изделия, поэтому рабочую поверхность стола лучше устроить так, чтобы лишние предметы – такие, как тиски, ящики для подложки и т. д. – легко можно было убрать. По этой же причине не рекомендуется заниматься сразу несколькими изделиями одновременно.
Инструменты
Для выполнения качественных чеканных работ используются чеканы различной формы и из разного материала, специальные молотки и другие инструменты, относящиеся к кузнечному и слесарному делу.
 Рис. 103. Чекан: а – остов; б – боевой конец; в – сечение остова.
Рис. 103. Чекан: а – остов; б – боевой конец; в – сечение остова.
Для некоторых специальных работ чеканы могут быть длиннее, изогнутой формы.
Остов чекана (рис. 103, а) делается обычно восьмигранным. При такой форме положение рабочей части можно контролировать рукой во время чеканки, не глядя на сам инструмент. Остов делается под параметры человеческой руки.
Боевой конец (рис. 103, б) может иметь различную форму и размеры, которые определяются назначением инструмента и величиной обрабатываемой детали. Мастер может сделать себе чекан нужной формы из восьмигранного или круглого прутка, самостоятельно отковав или выточив на станке рабочий конец. После этого его необходимо закалить и отпустить до синего цвета побежалости.
В зависимости от формы боевой части и вида выполняемой работы различается несколько разновидностей чеканов. Среди них выделяется основная группа, к которой относятся канфарники, расходники, бобошники и лощатники (рис. 104).
 Рис. 104. Основные виды чеканов: а – расходники; б – бобошники; в – лощатники; г – пурошники; д – канфарник; е – сапожок; ж – фигурные чеканы; з – утюжок; и – трубочка.
Рис. 104. Основные виды чеканов: а – расходники; б – бобошники; в – лощатники; г – пурошники; д – канфарник; е – сапожок; ж – фигурные чеканы; з – утюжок; и – трубочка.
С их помощью выполняется основная часть работ по нанесению рисунка и созданию рельефа.
 Рис. 105. Фон, созданный с использованием канфарника.
Рис. 105. Фон, созданный с использованием канфарника.
Кроме того, с его помощью узор с бумаги переносится на металл.
Для проведения кривых и закругленных линий применяют полукруглые расходники с различным радиусом кривизны боя. Чем больше он закруглен, тем труднее вести чекан по поверхности. В этом случае приходится соблюдать осторожность и работать одиночными ударами, чтобы не получить отдельных отпечатков.
Полукруглые и прямые расходники изготавливаются парами, чтобы не нарушать целостности линии при переходе от прямой к кривой.
Похожие на расходники чеканы, но с остро заточенными плоскими или полукруглыми лезвиями, называются сечками. Они применяются для просекания листа при ажурных работах и при вырубании сложных контуров (вместо зубила).
Чтобы на поверхности изделия не оставалось следов рабочей части чекана, углы немного округляют. С помощью лощатников можно имитировать фактуру кованого или литого изделия.
Для получения качественного изделия необходимо соблюдать последовательность при использовании чеканов одной группы и при переходе от одной группы к другой. Если требуется произвести глубокую выколотку, то сначала используются самые большие расходники, а затем, для более детальной отделки, применяются менее глубокие и т. д.
В первую очередь производится обработка расходниками, потом облыжниками и в последнюю очередь лощатниками. Эта последовательность представлена на рис. 106.
 Рис. 106. Последовательный переход от одного чекана к другому.
Рис. 106. Последовательный переход от одного чекана к другому.
Разновидностей специальных чеканов намного больше, чем основных. Ими производится окончательная отделка изделия.
Размеры этих инструментов зависят от обрабатываемого изделия. Однако не рекомендуется делать их из стали сечением больше 16 мм, так как при ударе молотка крюк и трещотка должны хорошо вибрировать.
Несколько слов о размерах вышеперечисленных инструментов. Для ювелирных работ применяются небольшие (диаметром 3–4 мм) чеканы, для работ средних размеров – около 6–8 мм в диаметре и больше. Для крупных композиций иногда используются деревянные чеканы, которые держат в кулаке, как зубило (рис. 107).
 Рис. 107. Деревянные чеканы.
Рис. 107. Деревянные чеканы.
Хранить чеканы можно как в сделанных специально для этой цели ящиках, так и в высоком стакане, но в этом случае обязательно рабочей поверхностью вверх. В противном случае будет затруднен поиск нужного инструмента.
 Рис. 108. Молоток для чеканки.
Рис. 108. Молоток для чеканки.
В момент удара широкой частью вся энергия и внимание концентрируются на рабочей поверхности чекана. Второй боек может служить в качестве пурошника.
Для работы чеканщику необходимо иметь, как минимум, три молотка: на 100, 150–200 и 400 г.
Рукоятка молотка, также особой формы, выполняется из твердых пород дерева. Сечение в районе шейки круглое, при приближении к концу плавно переходит в эллиптическое. Размеры молотка выбираются так, чтобы рукоятка не мешала при работе, но удар получался бы достаточно сильным. Головку насаживают на рукоятку так, чтобы она находилась под углом 90° к рабочей поверхности (рис. 109).
 Рис. 109. Положение рукоятки молотка.
Рис. 109. Положение рукоятки молотка.
Для работы с мягкими металлами используются деревянные молотки, изготовленные из прочных сортов древесины, например дуба или березы (рис. 110).
 Рис. 110. Деревянные молотки.
Рис. 110. Деревянные молотки.
С их помощью проводят более мягкие линии, так как сила удара таким молотком гораздо меньше.
Чеканы
Это основной рабочий инструмент, с помощью которого ведется вся обработка. Мастера пользуются чеканами особой формы, позволяющими погасить боковую вибрацию и обеспечивающими точное распределение ударной энергии. В средней части они заметно толще, чем на концах. Их длина 120–180 мм (рис. 103).Для некоторых специальных работ чеканы могут быть длиннее, изогнутой формы.
Остов чекана (рис. 103, а) делается обычно восьмигранным. При такой форме положение рабочей части можно контролировать рукой во время чеканки, не глядя на сам инструмент. Остов делается под параметры человеческой руки.
Боевой конец (рис. 103, б) может иметь различную форму и размеры, которые определяются назначением инструмента и величиной обрабатываемой детали. Мастер может сделать себе чекан нужной формы из восьмигранного или круглого прутка, самостоятельно отковав или выточив на станке рабочий конец. После этого его необходимо закалить и отпустить до синего цвета побежалости.
В зависимости от формы боевой части и вида выполняемой работы различается несколько разновидностей чеканов. Среди них выделяется основная группа, к которой относятся канфарники, расходники, бобошники и лощатники (рис. 104).
С их помощью выполняется основная часть работ по нанесению рисунка и созданию рельефа.
Канфарник
По форме рабочей части он напоминает тупую швейную иглу (рис. 104, д). Канфарник служит для выбивания точек на металле и создания рельефного шероховатого фона, часто используемого в композициях (рис. 105).Кроме того, с его помощью узор с бумаги переносится на металл.
Расходники
По-другому их еще называют обводными чеканами (рис. 104, а). По форме боевого конца они напоминают обычную отвертку. Рабочая грань для лучшего скольжения делается слегка притупленной. Используются они для проведения четких сплошных линий по контуру рисунка. Более мягкая линия образуется от более широкого расходника.Для проведения кривых и закругленных линий применяют полукруглые расходники с различным радиусом кривизны боя. Чем больше он закруглен, тем труднее вести чекан по поверхности. В этом случае приходится соблюдать осторожность и работать одиночными ударами, чтобы не получить отдельных отпечатков.
Полукруглые и прямые расходники изготавливаются парами, чтобы не нарушать целостности линии при переходе от прямой к кривой.
Похожие на расходники чеканы, но с остро заточенными плоскими или полукруглыми лезвиями, называются сечками. Они применяются для просекания листа при ажурных работах и при вырубании сложных контуров (вместо зубила).
Бобошники
Так называют чеканы с выпуклой овальной боевой частью (рис. 104, б). Другое название этой группы – облые чеканы (облыжники) происходит от древнерусского слова «облый», то есть круглый. Главным образом они используются для создания выпуклых частей рельефных композиций. Форма рабочей части не обязательно должна быть овальной, ее делают и прямоугольной, но со скругленными углами, чтобы не повредить материал при выколотке рельефа.Лощатники
Они служат для выравнивания лицевой поверхности после проработки рельефа, опускания фона и других операций (рис. 104, в). Поверхность боя может быть совсем гладкой или с небольшими шероховатостями для создания матового фона.Чтобы на поверхности изделия не оставалось следов рабочей части чекана, углы немного округляют. С помощью лощатников можно имитировать фактуру кованого или литого изделия.
Для получения качественного изделия необходимо соблюдать последовательность при использовании чеканов одной группы и при переходе от одной группы к другой. Если требуется произвести глубокую выколотку, то сначала используются самые большие расходники, а затем, для более детальной отделки, применяются менее глубокие и т. д.
В первую очередь производится обработка расходниками, потом облыжниками и в последнюю очередь лощатниками. Эта последовательность представлена на рис. 106.
Разновидностей специальных чеканов намного больше, чем основных. Ими производится окончательная отделка изделия.
Пурошники
Чеканы с рабочей поверхностью сферической формы называются пурошниками (пурочниками) (рис. 104, г). Они применяются для выколотки ямок или полукруглых форм рельефа. Пурошники различного диаметра используются для получения углублений разной высоты и размера.Обжимки
Боевые концы обжимок представляют собой вогнутые сферы различного диаметра и глубины. Ими проглаживают выколоченные пурошником сферы. Для этой цели обжимка берется несколько больших размеров. При работе ею делают круговые движения рукой, чтобы не допустить вмятин. Обжимки бывают как прямые (со сферическим вдавлением), так и косые (с вдавлением в виде полусферы). Последние используют для прочеканивания витого шнура.Сапожок
Когда необходимо прочеканить рисунок выпуклой формы или поднутрить (выдавить за линию рисунка) рельеф, используется так называемый сапожок (рис. 104, е) – чекан изогнутой формы. Он относится к специальным чеканам. Для работы с ним требуется большой опыт.Утюжок
Другой чекан с веселым названием «утюжок», или «давильник», используется для обводки (продавливания) рисунка при работе с изделиями высокой рельефности (рис. 104, з).Пуансоны
Фигурные чеканы пуансоны (рис. 104, ж) применяются в том случае, если необходимо чеканить большое количество мелких одинаковых деталей рисунка. На их рабочей поверхности, пока она еще не закалена, гравируется мелкий рисунок или деталь орнамента. Набивку готового рисунка на изделие производят сильными одиночными ударами, равномерно прижимая рабочую часть к поверхности. Чтобы легче ориентировать пуансон во время набивки, рисунок располагают строго на оси боя.Сечки
При выполнении ажурных работ применяются сечки – чеканы с заостренной рабочей поверхностью. Они делятся на полукруглые, которые по форме (но не по заточке) напоминают нож и используются для просекания кривых линий, и прямые, больше похожие на расходники, с помощью которых просекают прямые линии.Трубочки
Для выполнения рисунка в виде небольших выпуклых шариков (зернения) используют чеканы-трубочки, боек которых имеет вогнутую полусферическую форму (рис. 104, и). Углубления могут быть различного диаметра и глубины.Крюк и трещотка
Эти изогнутые чеканы используют при работе с объемными изделиями. Их боевые концы не делают в виде расходников и лощатников, так как они предназначены только для создания общего рельефа. В отличие от трещотки крюк имеет два рабочих конца, один из которых заострен и используется для мелких деталей рисунка, а другой несколько скруглен.Размеры этих инструментов зависят от обрабатываемого изделия. Однако не рекомендуется делать их из стали сечением больше 16 мм, так как при ударе молотка крюк и трещотка должны хорошо вибрировать.
Несколько слов о размерах вышеперечисленных инструментов. Для ювелирных работ применяются небольшие (диаметром 3–4 мм) чеканы, для работ средних размеров – около 6–8 мм в диаметре и больше. Для крупных композиций иногда используются деревянные чеканы, которые держат в кулаке, как зубило (рис. 107).
Хранить чеканы можно как в сделанных специально для этой цели ящиках, так и в высоком стакане, но в этом случае обязательно рабочей поверхностью вверх. В противном случае будет затруднен поиск нужного инструмента.
Молотки
По форме чеканные молотки значительно отличаются от обычных, слесарных. Головка таких молотков имеет два бойка: с одной стороны плоский или слегка выгнутый и значительно более широкий, с другой – округлый (рис. 108).В момент удара широкой частью вся энергия и внимание концентрируются на рабочей поверхности чекана. Второй боек может служить в качестве пурошника.
Для работы чеканщику необходимо иметь, как минимум, три молотка: на 100, 150–200 и 400 г.
Рукоятка молотка, также особой формы, выполняется из твердых пород дерева. Сечение в районе шейки круглое, при приближении к концу плавно переходит в эллиптическое. Размеры молотка выбираются так, чтобы рукоятка не мешала при работе, но удар получался бы достаточно сильным. Головку насаживают на рукоятку так, чтобы она находилась под углом 90° к рабочей поверхности (рис. 109).
Для работы с мягкими металлами используются деревянные молотки, изготовленные из прочных сортов древесины, например дуба или березы (рис. 110).
С их помощью проводят более мягкие линии, так как сила удара таким молотком гораздо меньше.
Прочие инструменты
На различных этапах работы с заготовкой и чеканкой понадобятся и другие слесарные инструменты. Среди них надо особо упомянуть те, которыми изображение переносится с бумаги на металл: кернер, циркуль по металлу, линейка и т. д. Понадобятся и ножницы по металлу, напильники, надфили, рашпили и пр. Для отделения чеканки от отливки при отжиге используются кузнечные клещи. Если их не оказалось под рукой, можно использовать плоскогубцы.
Материал
Для чеканных работ используется листовой металл, толщина которого зависит от материала и высоты рельефа. Наиболее часто применяется металл толщиной до 1 мм.
Основным свойством, определяющим пригодность металла для выполнения на нем чеканки, является его пластичность. Этим свойством обладают медь и ее сплавы, алюминий. Они чаще всего используются для изготовления высокорельефных чеканок.
Медь хорошо полируется и шлифуется, обладает высокой стойкостью к коррозии. Обработка изделий из меди химическими растворами позволяет получить различные оттенки цвета.
Недостатками красной меди являются плохая резкость и быстрое окисление на открытом воздухе, вследствие чего нельзя сохранить первоначальный блеск изделий.
Для чеканки лучше брать марки латуни с высоким содержанием меди (Л62, Л68, Л80). Такие сплавы называются томпаками. На них лучше получаются плоские рельефные композиции.
В процессе чеканки прочность листа увеличивается за счет образования наклепа, а пластичность падает. Для его снятия латунь разогревают до температуры 600–700 °C.
Трещины могут появиться от продолжительного хранения в холодном и влажном месте. Чтобы этого избежать, проводится длительное прокаливание при температуре 200–300 °C.
Легко чеканится алюминий с содержанием примесей до 2 %. Марки с большим количеством примесей менее пластичны, поэтому их рекомендуется использовать для чеканок с невысоким рельефом или для контурных и ажурных просечных работ.
При обработке растворами гипосульфата натрия и уксусного свинца дают разнообразные оттенки. Поверхность хорошо полируется и имеет ряд особенностей, которые можно выгодно использовать в сочетании с окраской.
По сравнению с медью он не так мягок и в процессе чеканки быстро наклепывается. Его отжигают при температуре 700–760 °C.
Из декопира изготавливают небольшие декоративные изделия, высокий рельеф выколачивается только на довольно крупных предметах. При отделке и нанесении фактуры материал приобретает особенную красоту.
Нержавеющая (хромоникелевая) сталь часто применяется для создания крупных декоративных изделий. Из-за большой трудности чеканки она практически не применяется при создании небольших произведений.
Для создания красивых чеканок в прошлом часто использовались драгоценные металлы – золото, серебро и др. Сейчас это искусство ценится уже не столь высоко. Большинство чеканок под золото делается на напоминающей его по цвету латуни, серебро заменяется мельхиором и похожими на него никелевыми сплавами. Благородные металлы используются в основном для создания мелких ювелирных украшений.
Основным свойством, определяющим пригодность металла для выполнения на нем чеканки, является его пластичность. Этим свойством обладают медь и ее сплавы, алюминий. Они чаще всего используются для изготовления высокорельефных чеканок.
Красная медь
Этот металл очень высоко ценится среди мастеров и любителей благодаря своей высокой пластичности. После отжига он легко восстанавливает форму. Из меди легко можно изготовить тонкую (не более 0,05 мм) фольгу. При чеканке из более толстой фольги можно получать высокий рельеф.Медь хорошо полируется и шлифуется, обладает высокой стойкостью к коррозии. Обработка изделий из меди химическими растворами позволяет получить различные оттенки цвета.
Недостатками красной меди являются плохая резкость и быстрое окисление на открытом воздухе, вследствие чего нельзя сохранить первоначальный блеск изделий.
Латунь
Этот сплав меди с цинком был известен уже в глубокой древности. Он лучше, чем медь, режется и полируется, хорошо покрывается никелем, серебром, золотом. Латунь уступает меди в пластичности, но обладает большей твердостью.Для чеканки лучше брать марки латуни с высоким содержанием меди (Л62, Л68, Л80). Такие сплавы называются томпаками. На них лучше получаются плоские рельефные композиции.
В процессе чеканки прочность листа увеличивается за счет образования наклепа, а пластичность падает. Для его снятия латунь разогревают до температуры 600–700 °C.
Трещины могут появиться от продолжительного хранения в холодном и влажном месте. Чтобы этого избежать, проводится длительное прокаливание при температуре 200–300 °C.
Алюминий
Он очень хорош для начинающих чеканщиков. Алюминиевая фольга долгое время сохраняет высокую пластичность, не требует термической обработки. Этот материал позволяет долгое время работать над одним орнаментом, исправляя ошибки.Легко чеканится алюминий с содержанием примесей до 2 %. Марки с большим количеством примесей менее пластичны, поэтому их рекомендуется использовать для чеканок с невысоким рельефом или для контурных и ажурных просечных работ.
Никелевые сплавы
Из этих сплавов наиболее часто используются мельхиор и нейзильбер. Содержание меди в них достаточно высокое (81 % и 65 % соответственно), поэтому они обладают неплохой пластичностью.При обработке растворами гипосульфата натрия и уксусного свинца дают разнообразные оттенки. Поверхность хорошо полируется и имеет ряд особенностей, которые можно выгодно использовать в сочетании с окраской.
Черные металлы
Для чеканки используется предварительно отожженная и протравленная сталь с низким содержанием углерода – декопир, а также протравленная до и после отжига – дважды декопир.По сравнению с медью он не так мягок и в процессе чеканки быстро наклепывается. Его отжигают при температуре 700–760 °C.
Из декопира изготавливают небольшие декоративные изделия, высокий рельеф выколачивается только на довольно крупных предметах. При отделке и нанесении фактуры материал приобретает особенную красоту.
Кровельная и нержавеющая сталь
Листовую, или кровельную, сталь можно использовать для чеканки простых декоративных изделий. Она позволяет проводить контурные чеканки с опусканием фона и нанесением фактуры. Мастера Древней Руси создавали из этого материала ажурные чеканки с просечением фона.Нержавеющая (хромоникелевая) сталь часто применяется для создания крупных декоративных изделий. Из-за большой трудности чеканки она практически не применяется при создании небольших произведений.
Для создания красивых чеканок в прошлом часто использовались драгоценные металлы – золото, серебро и др. Сейчас это искусство ценится уже не столь высоко. Большинство чеканок под золото делается на напоминающей его по цвету латуни, серебро заменяется мельхиором и похожими на него никелевыми сплавами. Благородные металлы используются в основном для создания мелких ювелирных украшений.
Подготовительные работы
Приготовление подложки
О том, что такое подложка, читателю уже немного известно. Она позволяет прочно закрепить обрабатываемую пластину, смягчает силу удара и обеспечивает точное выполнение контура и рельефа. В качестве наполнителя для подложки используются пластичные материалы. Можно использовать брезентовые мешки, наполненные песком, на которых проводят выколотку общей формы рельефа. Для отдельных неглубоких деталей в качестве подложки используется листовой свинец или резина.Смоляная подложка
Чаще всего в качестве материала для подложки используется смола. Природную смолу применяли еще в древности, смешивая ее с песком для большей вязкости.В настоящее время проще и доступнее применять искусственную смолу – битум. Его вязкость и другие свойства зависят от марки. Для чеканных работ удобнее использовать битум № 4 и 5, но можно смешать смолу № 3 и 5 в равных пропорциях. Битум № 3 слишком жидкий и быстро плавится, поэтому его нельзя использовать без добавок при составлении подложки.
Можно придать смоле дополнительную вязкость, если смешать ее с хорошо просеянным речным песком в пропорции 1: 3. При превышении нормы песка подложка получится очень жесткой, что отразится на качестве чеканки. Есть много наполнителей, позволяющих создать дополнительную мягкость и клейкость, но чаще всего используются воск и канифоль. Содержание воска не должно превышать 10 % от общего объема, канифоли требуется совсем немного.
Смесь перед заливкой в ящик разогревают до жидкого состояния и тщательно перемешивают до однородности. Разогревают смолу чаще всего на костре, который можно развести на улице, или делают это дома на электроплитке в хорошо проветриваемом помещении. Разогревать смолу на электроплитке предпочтительнее, так как при контакте с открытым огнем горячая смола загорается.
Огонь должен быть равномерным и слабым: на сильном огне смола начинает пузыриться и может загореться. Поскольку объем смолы при нагревании несколько увеличивается, заливать ее в емкость до краев не надо. Для помешивания используется специальная металлическая лопаточка с длинной ручкой, чтобы не обжечься брызгами.
При нагревании смолы необходимо соблюдать требования техники безопасности. При попадании расплавленного битума дерево может загореться. Загоревшуюся смолу очень нелегко потушить, поэтому на случай пожара лучше запастись огнетушителем или иметь под рукой запас воды.
Горячую смолу разливают в заранее приготовленные ящики (рис. 111).
Размеры их должны быть на несколько сантиметров больше размеров заготовки, а их глубина зависит от высоты рельефа. Ящики делают как из дерева, так и из металла.
Стенки деревянного ящика (рис. 111, а) должны быть не тоньше 15 мм, а металлический ящик (рис. 111, б) делается из жести или кровельного железа, чтобы смолу в нем можно было подогревать, поставив ящик на электроплитку.
При заливке необходимо обращать внимание на то, чтобы в ней не оставалось пустот, так как на пустотах металл может прорваться под ударом чекана. Если пузыри все-таки остались, насмолку глубоко нагревают и перемешивают.
После того как смола затвердеет, ее верхний слой повторно разогревают паяльной лампой или электронагревателем и разравнивают специальной мешалкой. Кроме того, рекомендуется немного прогреть и пластину.
В размягченную смолу на равном расстоянии от краев осторожно опускают заготовку, следя за тем, чтобы она не утонула в ней полностью. Для равномерной просмолки ту поверхность, которой металлический лист соприкасается со смолой, предварительно обезжиривают. Чтобы под пластиной не оставалось пузырей воздуха, ее опускают не сразу, а начиная с одного края, прижимая к поверхности с помощью чистой тряпочки, как показано на рис. 112.