Страница:

Очень важно, чтобы металл просмолился по всей площади, иначе будет невозможно исправить дефекты будущего изделия.
Периодически во время работы над высокими рельефами возникает необходимость подогреть уже разлитую по ящикам смолу. Металлические ящики удобно нагревать прямо на электрической плитке, но ее спираль должна быть обязательно закрытой.
Если ящики сделаны из дерева, то заливку можно нагреть, поставив ящик на противне в духовку обычной газовой плиты. При этом надо быть очень внимательным: если температура будет слишком высокой, он может загореться, даже если на его стенки не попадают языки пламени.
Чаще смолу в деревянных ящиках подогревают с помощью закрепленного над ними нагревательного прибора, который устанавливают на расстоянии 20–25 см от верхнего слоя.
Можно использовать и электронагреватели с зеркальными отражателями (рис. 113).

Для объемных чеканок в качестве опоры можно использовать специальные котелки. Их выдавливают из листовой стали в форме полушария. Заполняют котелок разогретой смолой так, чтобы она чуть выступала над верхним краем горкой. Пока смола не затвердела полностью, надо подготовить на котелке место для изделия. Горячую смолу покрывают мокрой бумагой (чтобы смола не прилипла к металлу) и слегка вдавливают заготовку в смолу. Образуется отпечаток, в котором изделие будет хорошо удерживаться. При работе под котелок надо подложить сделанную из резины кольцевую подставку.
Приготовление рисунка или лепной модели
Вначале необходимо выполнить эскиз будущего изделия и его отдельных деталей. Необходимо не только соблюдать художественные пропорции, но и учитывать раздачу металла при образовании рельефа: при высоком рельефе развертка узора может довольно существенно отличаться от рисунка на плоскости.На сложные фигуры изображение переносится постепенно с использованием нескольких шаблонов. Эта операция для непрофессионального художника достаточно сложна, поэтому сначала стоит попрактиковаться на переносе простого орнамента.
Поскольку при выполнении чеканки линии получаются отчетливыми, рисунок должен быть контурным. Чтобы показать намеченные углубления, применяется штриховка.
Самое удачное изображение необходимо перерисовать на шаблон в натуральную величину. Если изделие объемное, простой формы (конус, цилиндр, куб), то развертку можно сделать целиком на одном рисунке. Шарообразные и сложные фигуры, на которые нельзя легко наложить лист бумаги, требуют сложной развертки и нескольких шаблонов. Переносить рисунок на такие заготовки придется по частям с предварительной разметкой.
При переработке рисунка часто используется прием, который специалисты называют декоративным обобщением. Вместо того чтобы изображать что-то с фотографической точностью, детали рисунка упрощаются и делаются более отчетливыми.
Это позволяет ярко выделить характерные признаки изображаемого предмета, и он остается узнаваемым на чеканке.
Многие специалисты считают, что при создании объемного изображения удобнее делать рельеф с модели, вылепленной из глины или пластилина. Скульптурная глина используется при моделировании крупных изделий, однотонный пластилин – для изготовления мелких моделей.
Глину предварительно надо очистить от песка и мелких камешков. Для этого ее смешивают с водой в соотношении 1: 1 в ведре или другой подходящей посуде. Полученную массу медленно размешивают, пока все примеси не осядут на дно. После этого жидкую массу переливают в другую емкость и оставляют на несколько часов. Глина оседает на дно, а воду аккуратно сливают.
Ее можно использовать сразу после того, как она подсохнет и приобретет необходимую вязкость, а можно сделать из нее брикеты, которые в течение нескольких часов просушивают на солнце, после чего их можно долгое время хранить в сухом помещении. Из очищенной глины можно приготовить пластилин, добавив в нее немного глицерина и тщательно перемешав смесь.
Перед началом работы глину основательно проминают руками, чтобы она приобрела однородную плотность и необходимую консистенцию. Она не должна прилипать к рукам во время работы.
Лепится изделие на широкой доске пальцами или при помощи специальных лопаточек – стеков (рис. 114).

Удобство при работе с ними заключается в том, что линии макета получаются четкими, а для чеканки это очень важно.
В зависимости от назначения стеки имеют разную форму рабочей части. Их можно изготовить самому из куска древесины любой породы. Средний размер стеков не больше 30 см.
Во время лепки в первую очередь выполняются основные формы изделия, а затем различные детали. Объем наращивается постепенно, начиная от плоскости, но его тем не менее необходимо определить заранее.
Подготовка металлической заготовки (бляшки)
Материал для работы необходимо выбирать в соответствии с замыслом модели. Из него нужно вырезать прямоугольный участок так, чтобы на нем свободно помещался весь рисунок и, кроме того, свободный край шириной 3–4 см (он нужен для прочного удержания заготовки на смоле).Заготовку выравнивают на поверочной плите киянкой (деревянным молотком).
Затем молотком, плоскогубцами или в тисках слегка загните края или углы листа. Это делается для того, чтобы заготовка прочнее держалась на смоляной основе (рис. 115).

Сделать это можно двумя способами.
Металлический лист раскраивается по образцу коробки с невысокими стенками, бортики со всех сторон загибаются на 180°, а уголки отгибаются.
Затем наносятся тонкие перпендикулярные осевые линии. По ним ориентируют рисунок при переводе. Если это делается уже после того, как пластину насмолили, то на краях ящика ставят отметки, по которым впоследствии можно будет восстановить осевые линии.
Поверхности металлического листа перед насмолением и нанесением рисунка нужно обезжирить любым растворителем, если при подготовке пластина деформировалась – выпрямить.
Перевод рисунка на металл
Следующая подготовительная операция – перевод рисунка на металл. Для того чтобы аккуратно и точно расположить рисунок на заготовке, наносят на металл две осевые линии или отметки углов шаблона (рис. 115, а).Для переноса изображения можно использовать самый простой способ – перевод с помощью копировальной бумаги (рис 116, а).

Но на металлической поверхности отпечаток получается не очень четким и быстро стирается. Поэтому обычно перед началом работы пластину покрывают слоем белил или другой светлой краской.
Приступать к переносу можно после того, как краска хорошенько подсохнет.
При чеканке с подложкой на месте желаемых выступов делаются вогнутости, поэтому рельефное изображение получается перевернутым относительно центральной оси симметрии. Если рисунок предполагает четкое определение сторон, его делают с учетом этой особенности.
После этого пластину обычно покрывают лаком. Наносить его следует очень осторожными промокающими движениями. После просушки можно начинать работу. Иногда вместо лакирования рисунок процарапывают на пластине с помощью любого острого металлического предмета. После этого краска смывается и на металле остается четко прорисованное изображение.
Чтобы точно перевести рисунок, его надо прочно закрепить. Если пластину уже насмолили, закрепить рисунок можно канцелярскими скрепками к поверхности смолы. К металлическому листу его прикрепляют с помощью пластилина или скотча.
Многие мастера используют для переноса рисунка чекан-канфарник. Изображения, полученные этим способом, отличаются высокой точностью (рис. 116, б). Но перевод больших изображений занимает много времени.
Лист бумаги с рисунком закрепляется на пластине кнопками или скотчем, и набивка производится прямо сквозь лист по линиям рисунка. Надежнее всего наклеить его на пластину мылом, точность перевода при этом получается почти ювелирная.
Канфарник берется тремя пальцами, а безымянный упирается в металлическую поверхность и выполняет роль пружины. Чекан ведется над линией рисунка на расстоянии 2–3 мм, непрерывными легкими ударами образуется пунктирная линия, после каждого удара инструмент возвращается в исходное положение. Мелкие детали изображения выбиваются плотным пунктиром, более крупные – разреженным. Для того чтобы чекан не «плясал», его лучше положить на средний палец и придерживать большим и указательным. Если это первый опыт канфарения, то сначала необходимо немного потренироваться.
Техника чеканных работ
Работа чеканом
При работе важно сразу привыкнуть правильно держать чекан в руке (рис. 117).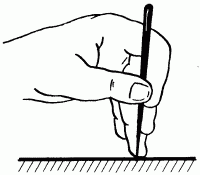
Кисть опирается на безымянный палец, мизинец остается свободным, инструмент придерживается остальными пальцами, как бы собранными в щепотку. Локти для большей подвижности держатся на весу. Положение чекана по отношению к обрабатываемой плоскости либо строго отвесное (при работе канфарником или пуансонами), либо он немного наклоняется назад. В последнем случае рабочая часть при ударе молотком слегка продвигается вперед.
Молоток держится в правой руке за конец рукоятки. Она должна быть плотно зажата в ладони, чтобы удар производился точно центром молотка. Удары наносятся ритмично, так чтобы в промежутках можно было изменить положение чекана.
Расходка
Перенесенный с помощью копировальной бумаги рисунок нужно углубить. Для этого используется чекан-расходник, которым проходят по линиям (контуру) рисунка, углубляя их или соединяя точки, нанесенные канфарником. При обводке должна получаться гладкая ровная линия без следов от инструмента. При более детальной работе рисунок в нужных местах можно еще углубить. Эта операция требует аккуратности и точной дозировки удара. Тренироваться лучше на листах постепенно увеличивающейся толщины. След перехода от одного расходника к другому не должен быть заметен.То же правило действует и при переходе от прямого расходника к полукруглому. Для того чтобы пройти прямым обводником кривую линию, рабочую поверхность чекана необходимо уменьшить. Его еще больше наклоняют в сторону, противоположную движению расходника (рис. 118).

Для мелких и ювелирных работ используется расходник с заостренным бойком, для средних и крупных чеканок – притупленный и широкий.
При расходке особо крупных изделий контур обводится бобошником, при углублении широких линий бобошник ставится поперек, и работа ведется его широкой стороной. После расходки рисунок хорошо виден и с лицевой, и с обратной стороны изделия.
Легко придать чеканке дополнительную четкость, выполнив расходку сразу с двух сторон. При этом часть линий получается выпуклой, часть – вогнутой, а сам рисунок становится более интересным и выразительным.
Опускание фона
Опускание (подбор) проводится плоским чеканом-лощатником. Его держат с наклоном в сторону рисунка и осаживают стенку образованной расходником линии со стороны фона. Инструмент держится слегка наклонно в сторону рисунка, и под легкими ударами он постепенно выравнивает противоположную сторону, так что фон по обе стороны канавки опускается (рис. 119).
Переход от обработанной части к основному фону не должен быть заметен. Окончательное выравнивание проводится после снятия со смолы на поверочной плите. Все элементы композиции должны располагаться на одном уровне или, если это предусмотрено заранее, на нескольких.
При этом рисунок оказывается несколько приподнятым над фоном за счет опускания последнего, металл несколько уплотняется и наклепывается (нагартовывается), становится менее пластичным и более ломким. Для восстановления его свойств применяют отжиг.
С помощью опускания фона можно усилить рельеф. Тогда эту операцию делают уже в конце работы, после отсмоления пластины.
Изготовление рельефа
Это самая сложная часть работы. Высокий рельеф обычно выколачивается комбинированным способом. Общие контуры выколачиваются на брезентовом мешке с песком, причем в то же время прилегающие участки фона опускаются. На следующем этапе для придания рельефу четкости изделие насмаливается и формы окончательно выравниваются.Особое внимание следует обратить на последовательность выполнения рельефа. Резкий перепад его высоты на небольшом участке может разрушить металл. На начальных стадиях работы используются скругленные и мягкие чеканы, затем, на завершающей стадии, переходят к более жестким.
Рельеф выполняется с помощью бобошников, а также ряда специальных чеканов. При выколотке инструмент ставится не вертикально, а чуть наклонно в сторону, противоположную построению рельефа (рис. 120).

При чеканке с лицевой стороны – наоборот. Работу лучше всего вести сразу с обеих сторон, что позволяет реже проводить отжиг металлической пластины.
Размер рабочей части чекана должен быть немного меньше выколачиваемой части рельефа.
Металл опускают плавными движениями, начиная с самых низких слоев. При увеличении высоты материал будет становиться все более и более тонким, поэтому для задуманной высоты необходимо заранее подобрать пластину соответствующей толщины.
Выпуклые и вогнутые части рельефа доводят до нужной формы чеканом-лощатником. Его надо держать строго под углом 90°, чтобы не оставалось следов от рабочей поверхности. Инструмент во время работы должен равномерно скользить по поверхности, удар быть легким, с одинаковыми интервалами.
Окончательная прочеканка изделия
Детальная обработка всех форм производится в самую последнюю очередь. Эта работа направлена на придание завершенного вида произведению.Большую роль в придании изделию дополнительного блеска играет фактура чеканных поверхностей. Очень выигрышным является сочетание различных орнаментов, матовой и гладкой поверхностей и другие стилистические приемы. Фактуру можно наносить с помощью специальных чеканов – пуансонов, а также расходниками. Матовый фон можно создать канфарником. Дополнительную штриховку, где это необходимо, делают расходником.
Отжиг, отсмоление и отбеливание металла
Во время работы чеканами почти все металлы приобретают излишнюю твердость. Для восстановления пластичности заготовку подвергают прокаливанию.Надо отделить заготовку от смоляной подложки. Для этого клиновидным бойком слесарного молотка убирают с пластины смоляные бортики, которые образуются при работе, и осторожно, чтобы не погнуть металл, поддевают заготовку зубилом или острым расходником. Если пластина сильно прилипла к смоле, ее предварительно прогревают и аккуратно снимают с помощью плоскогубцев или кузнечных клещей.
При отжиге металл не только приобретает утраченную пластичность и вязкость, но и освобождается от смоляных пятен. Налипшая смола сгорает и превращается в черную золу, которую легко можно удалить металлической щеткой.
Отжиг должен производиться равномерно по всей поверхности с обеих сторон.
Отжиг проводят в пламени газовой горелки или паяльной лампы. Пластина удерживается за край клещами. Заготовки отжигают так, чтобы нагрев шел равномерно и с лицевой, и с обратной стороны.
Жестяные заготовки нужно прогревать осторожно, чтобы не пережечь их. Стальные, медные и латунные пластины отжигаются до сгорания золы и появления темно-красного каления, после чего отжиг прекращается и пластина остывает на воздухе.
Несколько сложнее отжиг алюминиевых заготовок: изменение их структуры начинается уже при 100 °C, в то же время температура красного каления алюминия близка к его температуре плавления.
При слишком сильном нагреве алюминиевая чеканка начнет терять форму. Поэтому за отжигом алюминия следят с помощью предварительно прочерченных мылом полосок. Как только мыло обуглится и почернеет, отжиг прекращают и заготовку промывают в подогретом растворе едкого натра или двууглекислой соды.
После отжига заготовка может потемнеть, в первую очередь это касается латунных или медных изделий, на которых остается слой черной окиси меди. Для возвращения им первоначального цвета проводят отбеливание заготовки в 10–15 %-ном растворе серной кислоты, если это черные металлы – в соляной кислоте или едком натре.
Затем металл промывают проточной водой, обрабатывают порошком толченой пемзы, опять промывают и ставят на просушку в ящик с древесными опилками. Остужать лист лучше на открытом воздухе.
Цветные и драгоценные металлы поддаются отжигу лучше черных.
Разновидности чеканных работ
Чеканка по литью
У литых заготовок чеканят только поверхность. Можно приготовить отливку самому или расписать уже готовое изделие.В большинстве случаев отливки чеканятся из поделочной стали, меди и бронзы. Инструментов для выполнения работ требуется намного меньше, но они должны быть лучше закалены, так как отливка почти не деформируется. В качестве подложки используются в основном котелки со смолой, крупные детали зажимаются в тиски. Чтобы не повредить поверхность, под губки тисков или струбцин надо подкладывать свинцовые или деревянные подкладки. Массивные изделия можно обрабатывать прямо на полу.
Чеканка на объемных изделиях
У этого вида чеканки есть свои особенности. В целом он более сложен по сравнению с чеканкой на плоской поверхности, и заниматься им начинающим не рекомендуется.При создании рисунка с учетом формы изделия необходимо делать несколько разверток.
Для перевода лучше пользоваться копировальной бумагой, так как в этом случае проще вносить поправки, канфарение применяется крайне редко.
При чеканке объемных изделий, как упоминалось ранее, их можно залить смолой целиком. Чаще всего заливку производят не в ящики, а в металлические котелки. Их заполняют смолой горкой, то есть так, чтобы она немного выступала над поверхностью котелка. Пока смола не затвердела полностью, ее покрывают влажной вощеной бумагой и чуть вдавливают заготовку в смолу.
Когда смола застынет, на поверхности образуется углубление в форме предмета, в которое изделие кладут при обработке. Под котелок во время работы подкладывают резину, чтобы смягчить удары по столу.
Для большего удобства котелок устанавливают в металлическое кольцо чуть меньшего диаметра. Оно служит опорой для котелка и позволяет поворачивать его под любым углом к мастеру.
Вытапливают смолу из объема так: изделие подвешивают над ящиком широким отверстием вниз и начинают нагревать с этой же стороны. Для полной очистки проводят отжигание. Если изделие имеет узкое горлышко, то нагрев должен проводиться именно в районе горловины, так как смола при нагревании увеличивается в объеме и может разорвать форму. Выколотку рельефа производят с помощью крюка и трещотки (рис. 121).

Для этого изделие закрепляют на подложке, после чего боевой конец крюка ставят изнутри на участок рельефа и производят несильный удар молотком по штанге крюка. Перемещая рабочую часть по внутренней поверхности, весь рельеф выколачивают до желаемой высоты. Неудобство при работе крюком состоит в том, что им заняты обе руки, поэтому заготовка остается без контроля.
При работе трещоткой ее рукоять закреплют в тисках, а рабочий конец располагают внутри изделия. Сильными ударами по ручке инструмента заставляют его вибрировать и выколачивают боевым концом рельеф (рис. 121, а). Особенность работы заключается в том, что перемещается не чекан, а обрабатываемая форма. Более удобны трещотки с указателем (рис. 121, б), значительно упрощающим работу.
При работе с этими инструментами требуется большой опыт, потому что работать приходится почти вслепую. Начинающий чеканщик может создать объемное изделие, выполнив сначала развертку рельефа, а потом согнув ее в готовое изделие и спаяв. Высокий рельеф при этом придется осторожно подправить, так как при сгибании он теряет форму и может сломаться.
Контурная чеканка
Она выполняется только расходниками на плоском листовом металле без выколотки рельефа. Контурная чеканка напоминает гравировку, но, в отличие от последней, может быть как вогнутой, так и выпуклой. Чаще всего таким образом украшаются различные предметы быта (рис. 122).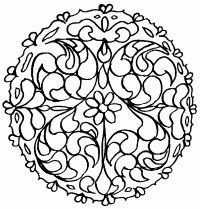
Очень хорошо смотрится орнамент, выполненный контурной чеканкой в одну линию. При этом для придания линиям дополнительной четкости фон можно немного опустить. Часто фон покрывается мелким орнаментом, выполненным пуансонами. Контурные чеканки делаются целиком на смоле. В некоторых случаях засмолку проводят несколько раз.
В древности мастера создавали изделия только за счет опускания фона. Рисунок при этом оставался выпуклым и нетронутым, линии получались более мягкими.
Ажурная чеканка
Этот вид чеканного мастерства так же называется «железные кружева». Фон изображения нарезается с помощью специальных сечек. Для удобства сначала делается расходка контура острым обводником, потом по этим линиям проводится высечка. Отжиг таких изделий производится с особенной осторожностью, так как тонкие перегородки могут легко расплавиться.Острые края и оставшиеся после просечки заусенцы запиливают напильником и надфилями.
Часто материалом для ажурной чеканки служит готовое объемное изделие. В этом случае главное – соблюсти ритм пустот и линий рисунка, чтобы в результате получился красивый ажурный орнамент. Примером такой техники может служить серебряная конфетница, изображенная на рис. 123.

Высечка линий делается гораздо реже, хотя этот прием может быть столь же эффектным.
Декоративная отделка
Для придания изделию законченного вида после выполнения всех чеканных работ можно приступить к отделке его металлической поверхности. Делается это не только для красоты, но и для того, чтобы изделия стали более стойкими к коррозии и окислению.Шлифовка
В первую очередь поверхность шлифуют. Для художественных изделий не подходит грубая слесарная шкурка, мастера обычно берут нулевку. Процесс этот долгий и требует большого внимания. Чтобы не испортить рельефность композиции, на шкурку почти не надавливают. Для большего удобства наждачную бумагу приклеивают на спичечный коробок.На начальных стадиях шлифовки крупных изделий и при обработке краев можно использовать шкурку с крупным зерном, постепенно заменяя ее на более мелкую. Качество чеканки при этом не ухудшится.
Кроме наждачной бумаги, для шлифовки используют различные шлифовальные порошки, известь и пемзу. Поверхность получается ровной и гладкой. На металл наносят тонкий слой смешанного с маслом состава и полируют его кусочком мягкой бархатной ткани. Используют как имеющиеся в продаже готовые порошки, так и собственноручно приготовленные смеси, например из взятых в равной пропорции венской извести, крокуса, мела и извести. Крупной наждачной бумагой можно сделать на поверхности изделия рисунок в форме чешуек. Для этого необходимо приложить ее к металлу и сделать рукой несколько круговых движений в одну, а затем в другую сторону.
Лучше смотрится поверхность, целиком обработанная таким способом.
Патинирование
После того как полировка изделия окончена, можно придать изделию разнообразные цветовые оттенки обработкой различными химическими веществами. В результате их взаимодействия с металлом возникают новые соединения, которые образуют на поверхности несмываемый налет. Патинированием называется обработка металлов соединениями серы или хлора. При этом поверхность металла приобретает черный или сероватый цвет.При работе с химическими веществами необходимо соблюдать требования техники безопасности. Многие смеси легко воспламеняемы и опасны для жизни, поэтому хранить их нужно вдали от источников огня в герметично закрывающейся стеклянной посуде.
Патинирование с использованием серной печени
Чтобы получить этот состав, берут серу и поташ в соотношении 1: 2. Их тщательно перемешивают и нагревают на медленном огне в течение 20–25 минут, периодически помешивая металлической лопаточкой.Потом добавляют воду и продолжают нагревание до полного растворения. В результате жидкость окрашивается в черный цвет.
Если изделие небольших размеров, то его погружают в раствор целиком, а когда оно не помещается в ванночку, можно использовать кисть с мягким ворсом. Через некоторое время на поверхности образуется налет черного цвета, который не смывается водой и не взаимодействует с кислотами.