Страница:
Для образования более ровного и густого налета перед патинированием металлическую пластину нагревают на закрытом огне. По окончании процесса изделие промывают под струей воды и высушивают. Можно легко придать изделию вид старинного произведения искусства, если протереть выступающие места чеканки смесью порошка пемзы и машинного масла. В этих местах металл приобретет исходный цвет, основной фон станет матово-серым, а там, где рельеф особенно глубокий, остается черным.
Вместо пемзы можно использовать любое чистящее средство для металлической посуды.
Наиболее эффектно смотрится обработанное таким способом серебро, но чаще всего это средство применяют при декоративной отделке меди.
Если перед патинированием пластину прогреть, то цвет получится более насыщенным. Чем выше будет температура нагрева, тем более ярким получится цвет. Так можно получить всю гамму оттенков от коричневого до черного.
Изделию можно вернуть первоначальный цвет, опустив его в смесь 10 %-ного раствора азотной и серной кислот. Держат его там до тех пор, пока не получится нужный цвет или сульфид меди не сойдет полностью.
Если для приготовления состава используют концентрированные кислоты, то для приготовления раствора заранее рассчитывают необходимое количество кислоты и постепенно добавляют ее в воду. Нельзя смешивать кислоты до того, как они разбавлены водой.
При взаимодействии азотной и серной кислот выделяется большое количество тепла, поэтому смешивать их нужно в специальной посуде для химических реактивов. Работать с этими кислотами следует с соблюдением всех требований техники безопасности.
Пары сернистого аммония вредны для здоровья, работать с ним нужно или на свежем воздухе, или под вытяжным отверстием.
При неосторожном обращении с кислотами можно получить сильные ожоги. Если кислота все-таки попала на открытые участки кожи, надо промыть их под струей холодной воды и обработать 3 %-ным раствором пищевой соды. Пострадавшего необходимо отвезти в больницу.
Нельзя доверять работу с кислотами детям и подросткам. Если чеканку ребенок вполне может выполнить самостоятельно, то до процесса химической обработки его допускать не следует.
Хранить сернистый аммоний нужно в герметичной стеклянной посуде в темном прохладном месте.
Кислоты нельзя держать вместе с щелочами и горючими материалами.
Чеканку опускают в этот раствор на 10–15 минут. С увеличением времени изделие последовательно будет окрашиваться в серый, зеленый, синий или фиолетовый цвет. Патинирование можно ускорить, прогрев изделие перед погружением в раствор в горячей воде.
После достижения желаемого цвета надо аккуратно вынуть чеканку из раствора с помощью пинцета и хорошенько промыть водой. Натереть изделие просеянным речным песком, а затем вторично погрузить в химический раствор, чтобы патина окончательно закрепилась.
Обработанную пластину еще раз промывают водой, после чего насухо вытирают и обрабатывают порошком пемзы с помощью мягкой губки. Высушенному изделию можно придать дополнительный блеск, если протереть его тампоном, смоченным машинным или растительным маслом.
Погружают изделие в раствор на 5–7 минут или наносят состав на поверхность с помощью кисточки или губки. Чеканка покроется черным налетом, густоту которого можно регулировать, увеличивая или уменьшая на несколько минут время нахождения изделия в растворе.
После обработки промывают изделие под струей холодной воды и высушивают. Чеканку очищают от небольших шероховатостей смесью порошка пемзы с маслом. В заключение дополнительно шлифуют.
При работе с ней необходимо соблюдать требования техники безопасности, работать в химических резиновых перчатках.
Чтобы выделить выступающие части рисунка, его сначала протирают мягкой тканью, смоченной в бензине или в любом другом растворителе, а затем на выбранные места наносят абразивный порошок. После окончания обработки изделие повторно шлифуют. Таким же образом оксидируют и изделия из латуни и бронзы.
Перед началом оксидирования поверхность смачивается ацетоном, чтобы удалить жирные пятна и грязь, после чего изделие просушивается и обрабатывается бензином или другими растворителями. Затем производится нагревание с помощью паяльной лампы, включенной на среднюю мощность, при этом поверхность начинает быстро темнеть. Пламя должно равномерно прогревать всю поверхность. Не надо забывать, что температура плавления алюминия, по сравнению с другими металлами, низкая, поэтому горелку лучше держать на некотором расстоянии от изделия.
Насыщенность цвета и его оттенки зависят от количества нанесенного на поверхность растворителя. Его требуется немного для получения синего цвета, больше – для черного. С помощью растворителя можно дополнительно затемнить некоторые детали чеканки. Для обработки мелких деталей используется тонкая кисточка или пипетка. Убрать нагар и вернуть металлу его естественный цвет можно с помощью порошка пемзы. Его смешивают с маслом и наносят на небольшой кусочек губки, которым протирают выбранные места.
Меняя состав окрашивающего вещества или внося в него небольшие добавления, можно получить богатую гамму оттенков.
Перед началом обработки изделие необходимо очистить от грязи, окиси и пр. Первая чистка – ручная – проводится мягкой тряпочкой с порошком пемзы или извести. Затем поверхность протирают растворителем или кипятят чеканку в слабом растворе едкого натра, чтобы удалить жировые пятна. После этого можно приступать к промывке и просушиванию.
Чтобы окрашивание было равномерным, изделие непосредственно перед началом окрашивания опускают в раствор, состоящий из равных частей денатурированного спирта и воды. Части чеканки, не нуждающиеся в окраске, покрывают асфальтовым лаком, который впоследствии можно легко удалить скипидаром.
Во время всех операций с химическими реактивами необходимо соблюдать меры безопасности.
Погружаемые в раствор или прошедшие обработку изделия следует брать пинцетом, руки желательно защищать резиновыми перчатками.
Изделие погружают на короткие промежутки времени в раствор, так как насыщенность цвета меняется довольно быстро. Нужного оттенка можно добиться продолжительностью выдержки. Окрашенная таким же образом латунь будет иметь сходный спектр окраски, но с примесью желтого цвета.
В насыщенный коричневый цвет медь окрашивают кипячением в растворе медного купороса. Через 10 минут металл приобретает матовый сероватый оттенок, который легко счищается, если протереть остывшую чеканку подогретым льняным маслом.
Яркость окраски можно регулировать концентрацией медного купороса. Средняя норма – 150 г на 1 л воды.
Чтобы придать чеканке желтую окраску, поступают так: сначала погружают ее на несколько минут в 10 %-ный раствор соляной кислоты с добавлением 1–2 г поваренной соли. Затем готовят смесь из 200 мл 20 %-ной азотной кислоты, в которую постепенно вливают 100 мл концентрированной серной кислоты. Так как реакция сопровождается выделением большого количества тепла, надо соблюдать осторожность.
Просушенное изделие на короткое время погружают в этот раствор, затем сразу промывают под проточной водой. От пережигания могут образовываться пятна, которые удаляют, погружая чеканку в слабый раствор хлористого цинка.
Образующийся при такой обработке металлический глянец скоро сходит, и изделие приобретает ровную коричневую окраску.
Оттенки зеленого цвета можно получить и с помощью раствора, приготовленного из 5–10 г яри медянки, 10 мл нашатырного спирта, разведенных в 1 л воды.
Изделие погружают в раствор несколько раз, после чего оно приобретает оливково-зеленый цвет.
Для дальнейшей обработки в раствор добавляют еще 1 л воды. Чеканку опускают в ванну на несколько минут (интервал зависит от желаемой степени окраски), затем просушивают над огнем.
Операцию повторяют несколько раз до тех пор, пока металл не приобретет нужного цвета.
В фиолетовый цвет изделия из медных сплавов окрашивают следующим образом: чеканку нагревают до 70–80 °C и протирают кусочком войлока или ваты, пропитанным в сурьмяным маслом.
Зеленый цвет чеканки приобретают после обработки поверхности слабым раствором азотнокислой меди с поваренной солью. После того как изделие просохнет, его протирают раствором 5 г щавелекислого калия и 10 мл нашатырного спирта, разведенных в 100 мл уксусной эссенции.
В такой последовательности окрашивание следует проводить до тех пор, пока цвет поверхности не станет темно-зеленым. Для ускорения реакции чеканку прогревают на огне до температуры 50–60 °C.
Есть и другой способ: готовое к окраске изделие обрабатывают тампоном, пропитанным олеиновой кислотой. На поверхности образуется слой окисла меди, имеющий темно-зеленый цвет. По прошествии некоторого времени он начинает блекнуть и в конце концов становится светло-зеленым с желтоватым отливом. Для закрепления окраски операцию повторяют несколько раз.
Все оттенки желтого можно получить обработкой чеканки нейтральным раствором уксуснокислой меди (яри медянки).
Кроме того, используют следующий состав: 20 г едкого натра и такое же количество молочного сахара тщательно перемешивают в 1 л воды и подвергают продолжительному кипячению. К смеси постепенно добавляют 20 мл концентрированного раствора медного купороса.
Раствору дают остыть и на короткий срок кладут в него обрабатываемые изделия, после чего они приобретают золотистый оттенок. Этот способ обработки часто используется для окраски под золото.
Более насыщенный цвет с красноватым отливом получается после протирания поверхности кашицей из 4 частей порошкового мела и 1 части сусального золота, которые разводят дистиллированной водой.
Иногда употребляется состав, содержащий 15 г сернокислого аммония, 10 мл раствора хлористой сурьмы и 30 мл воды. Его необходимо прокипятить и несколько раз профильтровать, осадок размешать в 2–3 л горячей воды. Для лучшего растворения добавить едкий натр.
Изделие погружают в ванну и держат до тех пор, пока оно не приобретет желаемого цвета.
В серебряный цвет чеканку можно окрасить раствором 40 г винного камня и 14 г рвотного камня в 1 л горячей воды. Затем туда добавляют 50 г соляной кислоты, 125 г порошка олова и 30 г сурьмы. Состав нагревают и кипятят в нем изделие до тех пор, пока оно не покроется ровным налетом.
Другой способ окраски – механический – требует специального оборудования и навыков. Для этого обычно используют порошковые краски или мелкую металлическую пыль различных цветов, для работы нужен пульверизатор, растворители и связывающие вещества, которые оставляют на поверхности изделия тонкий слой защитной пленки.
Если всего этого нет, то порошки просто вколачиваются в металл киянкой или плоским чеканом. Этот процесс лучше повторить несколько раз, в промежутках промывая чеканку под струей проточной воды.
После такого способа окраски требуется обработка поверхности лаком – цветным или прозрачным, выбор зависит от желания мастера.
Необходимо помнить, что лаки покрываются трещинами и мутнеют при плохих условиях хранения.
Можно наносить частицы металла на изделие и с помощью специального оборудования, под давлением. Но такой способ является очень дорогостоящим и не всегда доступен мастеру, работающему в домашних условиях.
Эмаль наносят на холодную поверхность в виде размоченной в воде кашицы, разравнивают легкими ударами по чеканке, затем просушивают до полного испарения воды. Далее следует обжиг при температуре 600–800 °C. Изделия помещают на специальную подставку, которая не должна деформироваться под действием жара. После достижения температуры плавления эмаль растекается ровным слоем и становится похожа на стекло. Чеканку осторожно вынимают и дают ей остыть на открытом воздухе. Для того чтобы получить художественную композицию с применением различных цветов, сначала наносят эмали, температура плавления которых ниже. Перегородки делают из металлической проволоки, которую, в зависимости от замысла, можно убрать или оставить.
Существует множество различных способов нанесения эмали и создания с ее помощью художественных произведений. В окрашивании чеканных изделий этот материал используется для создания контрастных композиций, усиливающих выразительность металла.
Проволоку, подготовленную с помощью вальцов, вкладывают в прорезанные канавки и расклепывают специальным молотком. При этом необходимо следить за шириной – она должна быть постоянной. Мелкие дефекты устраняются шлифованием и полировкой.
Чтобы чеканное изделие можно было повесить на стену, с его обратной стороны делают петлю из проволоки.
Можно сделать чеканку более красивой, если закрепить ее на деревянной плоскости, предварительно окрашенной в подходящий цвет или обожженной.
Обжечь деревянную поверхность можно с помощью паяльной лампы или электровыжигателя. При желании можно использовать обожженное дерево, обработанное щеткой из металла или рубанком.
Для декоративной обработки чеканки надо использовать только сухую древесину, иначе готовое изделие может испортиться.
Ковка
Устройство и оборудование кузницы
Вместо пемзы можно использовать любое чистящее средство для металлической посуды.
Наиболее эффектно смотрится обработанное таким способом серебро, но чаще всего это средство применяют при декоративной отделке меди.
Патинирование с использованием сернистого аммония
Раствор готовится следующим образом: 1 чайную ложку порошка сернистого аммония растворяют в 1 л воды и тщательно перемешивают. После обработки этим составом изделие покрывается черным налетом сульфида меди.Если перед патинированием пластину прогреть, то цвет получится более насыщенным. Чем выше будет температура нагрева, тем более ярким получится цвет. Так можно получить всю гамму оттенков от коричневого до черного.
Изделию можно вернуть первоначальный цвет, опустив его в смесь 10 %-ного раствора азотной и серной кислот. Держат его там до тех пор, пока не получится нужный цвет или сульфид меди не сойдет полностью.
Если для приготовления состава используют концентрированные кислоты, то для приготовления раствора заранее рассчитывают необходимое количество кислоты и постепенно добавляют ее в воду. Нельзя смешивать кислоты до того, как они разбавлены водой.
При взаимодействии азотной и серной кислот выделяется большое количество тепла, поэтому смешивать их нужно в специальной посуде для химических реактивов. Работать с этими кислотами следует с соблюдением всех требований техники безопасности.
Пары сернистого аммония вредны для здоровья, работать с ним нужно или на свежем воздухе, или под вытяжным отверстием.
При неосторожном обращении с кислотами можно получить сильные ожоги. Если кислота все-таки попала на открытые участки кожи, надо промыть их под струей холодной воды и обработать 3 %-ным раствором пищевой соды. Пострадавшего необходимо отвезти в больницу.
Нельзя доверять работу с кислотами детям и подросткам. Если чеканку ребенок вполне может выполнить самостоятельно, то до процесса химической обработки его допускать не следует.
Хранить сернистый аммоний нужно в герметичной стеклянной посуде в темном прохладном месте.
Кислоты нельзя держать вместе с щелочами и горючими материалами.
Патинирование латуни с использованием триосульфата натрия и азотной кислоты
Для того чтобы окрасить изделие из латуни в темный с красивыми оттенками цвет, берут 1 чайную ложку триосульфата натрия и разводят его двумя стаканами теплой воды. Раствор перемешивают до однородного состояния и добавляют в него 1–1,5 чайные ложки концентрированной азотной кислоты. В результате образуется мутная смесь желтого цвета с резким неприятным запахом серы.Чеканку опускают в этот раствор на 10–15 минут. С увеличением времени изделие последовательно будет окрашиваться в серый, зеленый, синий или фиолетовый цвет. Патинирование можно ускорить, прогрев изделие перед погружением в раствор в горячей воде.
После достижения желаемого цвета надо аккуратно вынуть чеканку из раствора с помощью пинцета и хорошенько промыть водой. Натереть изделие просеянным речным песком, а затем вторично погрузить в химический раствор, чтобы патина окончательно закрепилась.
Обработанную пластину еще раз промывают водой, после чего насухо вытирают и обрабатывают порошком пемзы с помощью мягкой губки. Высушенному изделию можно придать дополнительный блеск, если протереть его тампоном, смоченным машинным или растительным маслом.
Патинирование алюминия с использованием соляной кислоты
Для приготовления раствора смешивают 1 л концентрированной соляной кислоты и 150–200 г электролита медной кислой ванны.Погружают изделие в раствор на 5–7 минут или наносят состав на поверхность с помощью кисточки или губки. Чеканка покроется черным налетом, густоту которого можно регулировать, увеличивая или уменьшая на несколько минут время нахождения изделия в растворе.
После обработки промывают изделие под струей холодной воды и высушивают. Чеканку очищают от небольших шероховатостей смесью порошка пемзы с маслом. В заключение дополнительно шлифуют.
Оксидирование
Этот способ обработки поверхности дает возможность получить различные цвета. Для оксидирования чаще всего используется концентрированная азотная кислота.При работе с ней необходимо соблюдать требования техники безопасности, работать в химических резиновых перчатках.
Оксидирование медной пластины
Перед началом обработки готовят тампон из ваты или кусочка губки. Держать его нужно не руками, а пинцетом или закрепив на конце карандаша. Смочив тампон в концентрированной азотной кислоте, начинают осторожно обрабатывать поверхность чеканки. После этого нагревают изделие на газовой горелке. Изменяя температуру и время нагрева, можно придать чеканке различную окраску от зеленого до черного цвета. По окончании обработки чеканку необходимо промыть и просушить.Чтобы выделить выступающие части рисунка, его сначала протирают мягкой тканью, смоченной в бензине или в любом другом растворителе, а затем на выбранные места наносят абразивный порошок. После окончания обработки изделие повторно шлифуют. Таким же образом оксидируют и изделия из латуни и бронзы.
Оксидирование алюминия
Этот способ обработки хорошо защищает чеканку от коррозии. Обработка проводится без использования кислоты и позволяет получить богатую гамму оттенков.Перед началом оксидирования поверхность смачивается ацетоном, чтобы удалить жирные пятна и грязь, после чего изделие просушивается и обрабатывается бензином или другими растворителями. Затем производится нагревание с помощью паяльной лампы, включенной на среднюю мощность, при этом поверхность начинает быстро темнеть. Пламя должно равномерно прогревать всю поверхность. Не надо забывать, что температура плавления алюминия, по сравнению с другими металлами, низкая, поэтому горелку лучше держать на некотором расстоянии от изделия.
Насыщенность цвета и его оттенки зависят от количества нанесенного на поверхность растворителя. Его требуется немного для получения синего цвета, больше – для черного. С помощью растворителя можно дополнительно затемнить некоторые детали чеканки. Для обработки мелких деталей используется тонкая кисточка или пипетка. Убрать нагар и вернуть металлу его естественный цвет можно с помощью порошка пемзы. Его смешивают с маслом и наносят на небольшой кусочек губки, которым протирают выбранные места.
Окраска
Окрашивать чеканные изделия можно разными способами. Наиболее распространенным из них является обработка металла химическими соединениями. В результате реакций на поверхности образуется тонкий слой нового вещества, имеющего другой цвет.Меняя состав окрашивающего вещества или внося в него небольшие добавления, можно получить богатую гамму оттенков.
Перед началом обработки изделие необходимо очистить от грязи, окиси и пр. Первая чистка – ручная – проводится мягкой тряпочкой с порошком пемзы или извести. Затем поверхность протирают растворителем или кипятят чеканку в слабом растворе едкого натра, чтобы удалить жировые пятна. После этого можно приступать к промывке и просушиванию.
Чтобы окрашивание было равномерным, изделие непосредственно перед началом окрашивания опускают в раствор, состоящий из равных частей денатурированного спирта и воды. Части чеканки, не нуждающиеся в окраске, покрывают асфальтовым лаком, который впоследствии можно легко удалить скипидаром.
Во время всех операций с химическими реактивами необходимо соблюдать меры безопасности.
Погружаемые в раствор или прошедшие обработку изделия следует брать пинцетом, руки желательно защищать резиновыми перчатками.
Окраска меди
Можно окрасить медь в различные цвета от оранжевого до темно-красного следующим способом. Приготавливают два раствора: 150 г серновато-кислого натрия на 1 л воды и 10 г яри медянки, 25 г медного купороса на такое же количество воды. Их смешивают в равных пропорциях и нагревают до 70–80 °C.Изделие погружают на короткие промежутки времени в раствор, так как насыщенность цвета меняется довольно быстро. Нужного оттенка можно добиться продолжительностью выдержки. Окрашенная таким же образом латунь будет иметь сходный спектр окраски, но с примесью желтого цвета.
В насыщенный коричневый цвет медь окрашивают кипячением в растворе медного купороса. Через 10 минут металл приобретает матовый сероватый оттенок, который легко счищается, если протереть остывшую чеканку подогретым льняным маслом.
Яркость окраски можно регулировать концентрацией медного купороса. Средняя норма – 150 г на 1 л воды.
Чтобы придать чеканке желтую окраску, поступают так: сначала погружают ее на несколько минут в 10 %-ный раствор соляной кислоты с добавлением 1–2 г поваренной соли. Затем готовят смесь из 200 мл 20 %-ной азотной кислоты, в которую постепенно вливают 100 мл концентрированной серной кислоты. Так как реакция сопровождается выделением большого количества тепла, надо соблюдать осторожность.
Просушенное изделие на короткое время погружают в этот раствор, затем сразу промывают под проточной водой. От пережигания могут образовываться пятна, которые удаляют, погружая чеканку в слабый раствор хлористого цинка.
Окраска латуни и бронзы
Изделия из медных сплавов (латунь и бронзу) легко окрасить в темно-коричневый цвет. Готовится смесь из 4 мл нашатырного спирта, 5 г щавелекислого калия и 200 мл уксусной эссенции. Необходимо покрывать чеканку приготовленным составом несколько раз, давая полностью высохнуть, пока она не приобретет нужный цвет.Образующийся при такой обработке металлический глянец скоро сходит, и изделие приобретает ровную коричневую окраску.
Оттенки зеленого цвета можно получить и с помощью раствора, приготовленного из 5–10 г яри медянки, 10 мл нашатырного спирта, разведенных в 1 л воды.
Изделие погружают в раствор несколько раз, после чего оно приобретает оливково-зеленый цвет.
Для дальнейшей обработки в раствор добавляют еще 1 л воды. Чеканку опускают в ванну на несколько минут (интервал зависит от желаемой степени окраски), затем просушивают над огнем.
Операцию повторяют несколько раз до тех пор, пока металл не приобретет нужного цвета.
В фиолетовый цвет изделия из медных сплавов окрашивают следующим образом: чеканку нагревают до 70–80 °C и протирают кусочком войлока или ваты, пропитанным в сурьмяным маслом.
Зеленый цвет чеканки приобретают после обработки поверхности слабым раствором азотнокислой меди с поваренной солью. После того как изделие просохнет, его протирают раствором 5 г щавелекислого калия и 10 мл нашатырного спирта, разведенных в 100 мл уксусной эссенции.
В такой последовательности окрашивание следует проводить до тех пор, пока цвет поверхности не станет темно-зеленым. Для ускорения реакции чеканку прогревают на огне до температуры 50–60 °C.
Есть и другой способ: готовое к окраске изделие обрабатывают тампоном, пропитанным олеиновой кислотой. На поверхности образуется слой окисла меди, имеющий темно-зеленый цвет. По прошествии некоторого времени он начинает блекнуть и в конце концов становится светло-зеленым с желтоватым отливом. Для закрепления окраски операцию повторяют несколько раз.
Все оттенки желтого можно получить обработкой чеканки нейтральным раствором уксуснокислой меди (яри медянки).
Кроме того, используют следующий состав: 20 г едкого натра и такое же количество молочного сахара тщательно перемешивают в 1 л воды и подвергают продолжительному кипячению. К смеси постепенно добавляют 20 мл концентрированного раствора медного купороса.
Раствору дают остыть и на короткий срок кладут в него обрабатываемые изделия, после чего они приобретают золотистый оттенок. Этот способ обработки часто используется для окраски под золото.
Более насыщенный цвет с красноватым отливом получается после протирания поверхности кашицей из 4 частей порошкового мела и 1 части сусального золота, которые разводят дистиллированной водой.
Иногда употребляется состав, содержащий 15 г сернокислого аммония, 10 мл раствора хлористой сурьмы и 30 мл воды. Его необходимо прокипятить и несколько раз профильтровать, осадок размешать в 2–3 л горячей воды. Для лучшего растворения добавить едкий натр.
Изделие погружают в ванну и держат до тех пор, пока оно не приобретет желаемого цвета.
В серебряный цвет чеканку можно окрасить раствором 40 г винного камня и 14 г рвотного камня в 1 л горячей воды. Затем туда добавляют 50 г соляной кислоты, 125 г порошка олова и 30 г сурьмы. Состав нагревают и кипятят в нем изделие до тех пор, пока оно не покроется ровным налетом.
Другой способ окраски – механический – требует специального оборудования и навыков. Для этого обычно используют порошковые краски или мелкую металлическую пыль различных цветов, для работы нужен пульверизатор, растворители и связывающие вещества, которые оставляют на поверхности изделия тонкий слой защитной пленки.
Если всего этого нет, то порошки просто вколачиваются в металл киянкой или плоским чеканом. Этот процесс лучше повторить несколько раз, в промежутках промывая чеканку под струей проточной воды.
После такого способа окраски требуется обработка поверхности лаком – цветным или прозрачным, выбор зависит от желания мастера.
Необходимо помнить, что лаки покрываются трещинами и мутнеют при плохих условиях хранения.
Можно наносить частицы металла на изделие и с помощью специального оборудования, под давлением. Но такой способ является очень дорогостоящим и не всегда доступен мастеру, работающему в домашних условиях.
Эмалировка
Этому способу окрашивания подвергаются чаще всего небольшие художественные изделия или их отдельные участки. Эмаль представляет собой стеклянный сплав, содержащий различные цветовые добавки. Ее температура плавления ниже, чем у обрабатываемого металла, что позволяет легко производить обжиг.Эмаль наносят на холодную поверхность в виде размоченной в воде кашицы, разравнивают легкими ударами по чеканке, затем просушивают до полного испарения воды. Далее следует обжиг при температуре 600–800 °C. Изделия помещают на специальную подставку, которая не должна деформироваться под действием жара. После достижения температуры плавления эмаль растекается ровным слоем и становится похожа на стекло. Чеканку осторожно вынимают и дают ей остыть на открытом воздухе. Для того чтобы получить художественную композицию с применением различных цветов, сначала наносят эмали, температура плавления которых ниже. Перегородки делают из металлической проволоки, которую, в зависимости от замысла, можно убрать или оставить.
Существует множество различных способов нанесения эмали и создания с ее помощью художественных произведений. В окрашивании чеканных изделий этот материал используется для создания контрастных композиций, усиливающих выразительность металла.
Тауширование
Тауширование представляет собой процесс вколачивания в металл тонких проволок. Чаще всего таким образом подчеркивают границы рисунка. Предварительно по контуру делаются углубления либо с помощью острого резца, которым удаляется тонкая полоска материала, либо травлением, то есть выжиганием бороздок концентрированной кислотой. Расходники для этого не подходят, потому что оставляют коническое углубление, из которого проволока выпадает. Последний способ более традиционный, дает хорошее качество тауширования, но после него необходима дополнительная обработка металла у границ или ретуширование.Проволоку, подготовленную с помощью вальцов, вкладывают в прорезанные канавки и расклепывают специальным молотком. При этом необходимо следить за шириной – она должна быть постоянной. Мелкие дефекты устраняются шлифованием и полировкой.
Оформление чеканного изделия
После того как будут готовы рисунок и рельеф на чеканном изделии, надо позаботится о его внешнем виде. Края чеканки надо обрезать в соответствии с задуманными размерами. Затем края изделия загнуть со всех сторон и тщательно отшлифовать, чтобы на нем не было неровностей.Чтобы чеканное изделие можно было повесить на стену, с его обратной стороны делают петлю из проволоки.
Можно сделать чеканку более красивой, если закрепить ее на деревянной плоскости, предварительно окрашенной в подходящий цвет или обожженной.
Обжечь деревянную поверхность можно с помощью паяльной лампы или электровыжигателя. При желании можно использовать обожженное дерево, обработанное щеткой из металла или рубанком.
Для декоративной обработки чеканки надо использовать только сухую древесину, иначе готовое изделие может испортиться.
Ковка
Кузнечное дело по праву считается одним из старейших ремесел. Самыми первыми изделиями, изготовленными этим способом, были золотые украшения. Трудно поверить в то, что около 8 тысяч лет назад золото было гораздо более распространенным металлом, чем железо. Последнее научились добывать и ковать намного позже, а искусством закалки железа человек овладел лишь в 1-м тысячелетии нашей эры.
И в настоящее время техника художественной ковки является одним из самых сложных видов ремесла. Чтобы овладеть им в совершенстве, надо знать все не только о металлах и сплавах, но и уметь обращаться со всевозможными специальными инструментами, а кроме того, быть настоящим художником.
И в настоящее время техника художественной ковки является одним из самых сложных видов ремесла. Чтобы овладеть им в совершенстве, надо знать все не только о металлах и сплавах, но и уметь обращаться со всевозможными специальными инструментами, а кроме того, быть настоящим художником.
Устройство и оборудование кузницы
Не так-то просто устроить кузницу в частном доме, а в городской квартире это совсем невозможно, даже на первом этаже. По требованиям противопожарной безопасности она должна располагаться в отдельном строении площадью не менее 40 м2, но для работы над мелкими изделиями кузницу можно сделать совсем небольшой – всего 16 м2. Стены лучше соорудить из кирпича, но если у выбранного строения они деревянные, их необходимо будет оштукатурить. Пол делают земляной или выложенный кирпичом, дверь должна обязательно открываться наружу.
Помещение должно быть светлым, с высоким потолком и вытяжными отверстиями. При горении топлива расходуется много кислорода, и кузнец может время от времени испытывать недостаток воздуха. В этом случае помещение необходимо дополнительно проветривать.
В прошлом кузница обычно ставилась на отшибе, в стороне от остальных домов. И не только потому, что кузнецов считали колдунами и побаивались, – мешал дым и постоянный стук молота. При выборе места нужно позаботиться не только о собственном удобстве, но и о спокойствии соседей. Еще одно требование: искры из дымохода или от открытого горна не должны долетать до находящихся неподалеку строений или легковоспламеняющихся предметов, например стогов сена.
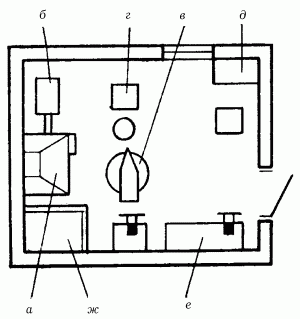 Рис. 124. Схема планировки кузницы: а – горн; б – наковальня; в – бачок с водой; г – стол для инструментов; д – шкаф; е – кузнечный верстак; ж – ящик для хранения угля.
Рис. 124. Схема планировки кузницы: а – горн; б – наковальня; в – бачок с водой; г – стол для инструментов; д – шкаф; е – кузнечный верстак; ж – ящик для хранения угля.
Главная деталь кузницы – горн (рис. 124, а) – устанавливается около дальней от входа стены.
Как правило, горн устраивается в центре помещения, чтобы к нему можно было свободно подойти со всех сторон.
Рядом, на расстоянии 1,5–2 м от горна, ставится наковальня (рис. 124, б), которая располагается так, чтобы ее рог был с левой стороны от кузнеца, находящегося между горном и наковальней и стоящего к ней лицом. Неподалеку должен находиться бачок с водой для остужения заготовок и инструментов (рис. 124, в).
Инструмент раскладывается на металлическом столе (рис. 124, г), имеющем две полки: наиболее часто употребляемые инструменты (молотки, зубила, клещи) располагаются на верхней полке, специальные – на нижней. Рукоятки инструментов должны немного выступать за край стола.
Запасные и редко используемые инструменты хранятся в шкафу (рис. 124, д) на крючках или полочках. Вдоль стен располагаются столы для вспомогательных работ, на которых находятся тиски, точило и другие приспособления, а также жесткий кузнечный верстак (рис. 124, е).
На противоположной стороне, в углу, ближе к горну ставят ящик для хранения угля (рис. 124, ж).
По конструкции различаются стационарные и переносные горны. И те и другие довольно просто сделать самостоятельно. Стационарные делаются из кирпича или из металла и кирпича (рис. 125).
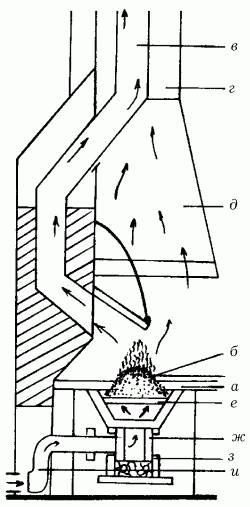 Рис. 125. Устройство стационарного горна: а – столешница; б – очаг; в, г – внутренняя и наружная трубы; д – зонт; е – чугунная колосниковая решетка; ж – фурма; з – шлакосборник; и – трубопровод с заслонкой.
Рис. 125. Устройство стационарного горна: а – столешница; б – очаг; в, г – внутренняя и наружная трубы; д – зонт; е – чугунная колосниковая решетка; ж – фурма; з – шлакосборник; и – трубопровод с заслонкой.
Столешница, обычно квадратная (100 х 100 или 100 х 150 см), изготавливается из строительного кирпича (рис. 125, а).
В центре делается ровное углубление для очага размерами 40 х 40 х 15 см, которое выкладывается огнеупорным кирпичом (рис. 125, б). В углубление засыпается топливо, там же нагреваются заготовки.
Часть образующихся при сгорании топлива шлаков удаляется через внутреннюю трубу (рис. 125, в), часть улавливается зонтом (рис. 125, д) и выходит через наружную трубу (рис. 125, г). Внутренняя труба при этом накаляется, вследствие чего увеличивается тяга.
На дне очага делается отверстие для подачи воздуха, над которым устанавливается чугунная колосниковая решетка (рис. 125, е). Под ней находится устройство, внешне напоминающее конфорку газовой плиты, – фурма (рис. 125, ж). Она служит для равномерного распределения воздуха по очагу и защищает воздухопровод от попадания в него шлаков и золы. Это наглядно видно на рис. 126.
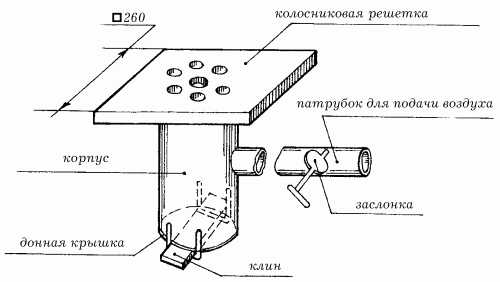 Рис. 126. Чугунная колосниковая решетка.
Рис. 126. Чугунная колосниковая решетка.
В нижней части фурмы делается шлакосборник, или крышка (рис. 125, з), в котором скапливаются мелкие частички шлака. Его периодически открывают и очищают от отходов. Отверстие для подачи воздуха располагается сбоку, в стенке фурмы, и оборудуется заслонкой, чтобы обеспечить равномерную подачу воздуха (рис. 125, и).
Сопло может располагаться и в боковой стенке очага, тогда это горн с боковым дутьем (рис. 127).
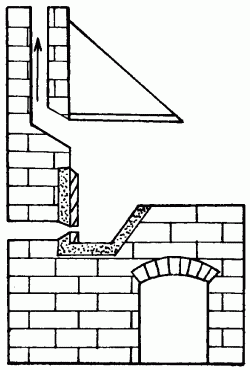 Рис. 127. Горн с боковым дутьем.
Рис. 127. Горн с боковым дутьем.
Устройство его значительно проще, он не имеет решетки и шлакосборника, а отходы удаляются через находящийся в задней части канал. Подача воздуха в стационарный горн осуществляется с помощью компрессора или сильного вентилятора. Можно использовать и домашний пылесос, подсоединив его шланг к выходному отверстию и прикрыв пластмассовый корпус жестяным кожухом от попадания искр (рис. 128).
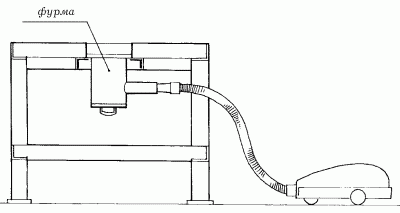 Рис. 128. Подача воздуха в горн с помощью пылесоса.
Рис. 128. Подача воздуха в горн с помощью пылесоса.
Переносные горны отличаются большей простотой. Их конструкции могут быть очень разнообразными. На рис. 129 изображен переносной горн с педальным приводом, используемым для подачи воздуха.
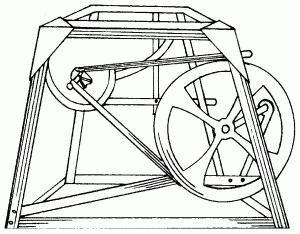 Рис. 129. Переносной горн с педальным приводом.
Рис. 129. Переносной горн с педальным приводом.
Для переносных горнов может использоваться паяльная лампа, создающая поток воздуха (рис. 130).
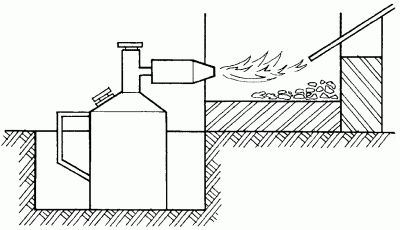 Рис. 130. Переносной горн с использованием паяльной лампы.
Рис. 130. Переносной горн с использованием паяльной лампы.
Однако чаще всего в небольших кузницах используется древесный уголь. Он более доступен, но коэффициент его полезного действия не превышает 2,5 %. В промышленности для растопки горнов используется жидкое топливо, но его нужно подводить с помощью специальной аппаратуры и принимать особые меры предосторожности, чтобы в кузнице не произошел пожар или взрыв. Поэтому кузнецы-художники пользуются в основном угольными горнами.
Когда в работающем горне устанавливается режим горения, топливо разделяется на три зоны (рис. 131).
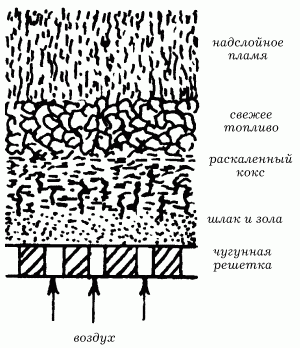 Рис. 131. Горение угля в горне.
Рис. 131. Горение угля в горне.
Самый верхний слой образует свежий уголь, из которого под действием идущего снизу тепла испаряется влага. Нагревающееся топливо распадается на летучие вещества и кокс, который при горении дает основное количество тепла. Отходы горения оседают на решетку в виде золы.
Стационарные наковальни делают из прочной легированной стали, их масса достигает 350 кг. На наковальню приходится большая нагрузка, и поэтому она должна обладать устойчивостью и прочностью. При легком ударе кузнечным молотом хорошая наковальня издает ровный и чистый звук, а если в ней есть трещины или пустоты, звук получается глухим. На рабочей поверхности наковальни при надпиливании остается только едва заметный след.
Помещение должно быть светлым, с высоким потолком и вытяжными отверстиями. При горении топлива расходуется много кислорода, и кузнец может время от времени испытывать недостаток воздуха. В этом случае помещение необходимо дополнительно проветривать.
В прошлом кузница обычно ставилась на отшибе, в стороне от остальных домов. И не только потому, что кузнецов считали колдунами и побаивались, – мешал дым и постоянный стук молота. При выборе места нужно позаботиться не только о собственном удобстве, но и о спокойствии соседей. Еще одно требование: искры из дымохода или от открытого горна не должны долетать до находящихся неподалеку строений или легковоспламеняющихся предметов, например стогов сена.
Внутреннее устройство кузницы
При планировке внутреннего пространства необходимо соблюдение ряда требований, которые могут значительно облегчить работу (рис. 124).Главная деталь кузницы – горн (рис. 124, а) – устанавливается около дальней от входа стены.
Как правило, горн устраивается в центре помещения, чтобы к нему можно было свободно подойти со всех сторон.
Рядом, на расстоянии 1,5–2 м от горна, ставится наковальня (рис. 124, б), которая располагается так, чтобы ее рог был с левой стороны от кузнеца, находящегося между горном и наковальней и стоящего к ней лицом. Неподалеку должен находиться бачок с водой для остужения заготовок и инструментов (рис. 124, в).
Инструмент раскладывается на металлическом столе (рис. 124, г), имеющем две полки: наиболее часто употребляемые инструменты (молотки, зубила, клещи) располагаются на верхней полке, специальные – на нижней. Рукоятки инструментов должны немного выступать за край стола.
Запасные и редко используемые инструменты хранятся в шкафу (рис. 124, д) на крючках или полочках. Вдоль стен располагаются столы для вспомогательных работ, на которых находятся тиски, точило и другие приспособления, а также жесткий кузнечный верстак (рис. 124, е).
На противоположной стороне, в углу, ближе к горну ставят ящик для хранения угля (рис. 124, ж).
Нагревательное оборудование
Горн
Горну по справедливости отводится первое место. Это приспособление используется везде, где ведется ковка металла. В разных странах горны имеют примерно одинаковую форму, которая вырабатывалась на основе опыта многих поколений.По конструкции различаются стационарные и переносные горны. И те и другие довольно просто сделать самостоятельно. Стационарные делаются из кирпича или из металла и кирпича (рис. 125).
Столешница, обычно квадратная (100 х 100 или 100 х 150 см), изготавливается из строительного кирпича (рис. 125, а).
В центре делается ровное углубление для очага размерами 40 х 40 х 15 см, которое выкладывается огнеупорным кирпичом (рис. 125, б). В углубление засыпается топливо, там же нагреваются заготовки.
Часть образующихся при сгорании топлива шлаков удаляется через внутреннюю трубу (рис. 125, в), часть улавливается зонтом (рис. 125, д) и выходит через наружную трубу (рис. 125, г). Внутренняя труба при этом накаляется, вследствие чего увеличивается тяга.
На дне очага делается отверстие для подачи воздуха, над которым устанавливается чугунная колосниковая решетка (рис. 125, е). Под ней находится устройство, внешне напоминающее конфорку газовой плиты, – фурма (рис. 125, ж). Она служит для равномерного распределения воздуха по очагу и защищает воздухопровод от попадания в него шлаков и золы. Это наглядно видно на рис. 126.
В нижней части фурмы делается шлакосборник, или крышка (рис. 125, з), в котором скапливаются мелкие частички шлака. Его периодически открывают и очищают от отходов. Отверстие для подачи воздуха располагается сбоку, в стенке фурмы, и оборудуется заслонкой, чтобы обеспечить равномерную подачу воздуха (рис. 125, и).
Сопло может располагаться и в боковой стенке очага, тогда это горн с боковым дутьем (рис. 127).
Устройство его значительно проще, он не имеет решетки и шлакосборника, а отходы удаляются через находящийся в задней части канал. Подача воздуха в стационарный горн осуществляется с помощью компрессора или сильного вентилятора. Можно использовать и домашний пылесос, подсоединив его шланг к выходному отверстию и прикрыв пластмассовый корпус жестяным кожухом от попадания искр (рис. 128).
Переносные горны отличаются большей простотой. Их конструкции могут быть очень разнообразными. На рис. 129 изображен переносной горн с педальным приводом, используемым для подачи воздуха.
Для переносных горнов может использоваться паяльная лампа, создающая поток воздуха (рис. 130).
Работа горна
Топливом для горна служит малозернистый каменный уголь. Хорошую температуру дает коксующийся уголь.Однако чаще всего в небольших кузницах используется древесный уголь. Он более доступен, но коэффициент его полезного действия не превышает 2,5 %. В промышленности для растопки горнов используется жидкое топливо, но его нужно подводить с помощью специальной аппаратуры и принимать особые меры предосторожности, чтобы в кузнице не произошел пожар или взрыв. Поэтому кузнецы-художники пользуются в основном угольными горнами.
Когда в работающем горне устанавливается режим горения, топливо разделяется на три зоны (рис. 131).
Самый верхний слой образует свежий уголь, из которого под действием идущего снизу тепла испаряется влага. Нагревающееся топливо распадается на летучие вещества и кокс, который при горении дает основное количество тепла. Отходы горения оседают на решетку в виде золы.
Наковальня
Еще одним незаменимым элементом кузницы является наковальня. На ней металлу придается необходимая форма, проводится закалка и другие основные операции.Стационарные наковальни делают из прочной легированной стали, их масса достигает 350 кг. На наковальню приходится большая нагрузка, и поэтому она должна обладать устойчивостью и прочностью. При легком ударе кузнечным молотом хорошая наковальня издает ровный и чистый звук, а если в ней есть трещины или пустоты, звук получается глухим. На рабочей поверхности наковальни при надпиливании остается только едва заметный след.