Страница:
Наиболее распространены двурогие наковальни (рис. 132), но встречаются и однорогие.
 Рис. 132. Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Рис. 132. Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Рогом называется выступ на ее боковой части, который, в зависимости от назначения, имеет разную форму (рис. 132, а). У большинства однорогих наковален он конусообразной формы и предназначен для гибки и раскатки закругленных частей изделий. Второй рог делается в виде усеченного конуса и удобен для загибания на углы меньше 90°.
У основания рога имеется специальная незакаленная площадка для рубки металла зубилом (рис. 132, е).
С противоположной стороны наковальня имеет похожий на рог выступ квадратной формы – хвостовик (рис. 132, б). Он используется для гибки под прямым углом.
У однорогих наковален для этой цели служит край рабочей поверхности.
Плоская поверхность в центре наковальни называется лицом, на ней производится большинство операций плоской ковки (рис. 132, в). Для большей прочности на нее иногда наваривается пластина из прочной стали – наличник.
На рабочей поверхности со стороны рога имеется одно или несколько круглых углублений для пробивания в заготовках отверстий (рис. 132, г). С другой стороны сделано квадратное отверстие 35 х 33 мм для установки подкладного инструмента (рис. 132, д).
Наковальня опирается на массивную ногу, или башмак (рис. 132, ж), который имеет четыре крепежных отверстия и выемку в нижней части основания. В башмак вставляется центральный шип, скрепляющий наковальню с подставкой.
Под наковальню необходимо сделать прочную деревянную или песочную подушку, которая гасила бы импульс от удара по лицевой части. Крепление производится с помощью костылей, вставляющихся в отверстия ноги, или хомутами. Для большей устойчивости основание немного вкапывают в землю.
Лицевая поверхность должна располагаться строго горизонтально. Вокруг наковальни оставляют свободное место, на котором, не мешая друг другу, могут работать кузнец и молотобоец. Для большего удобства ее размещают на расстоянии 1,5 м от горна рогом от него.
Высота, на которой устанавливается наковальня, делается такой, чтобы удар молотом по наличнику приходился горизонтально. При этом работающий не должен тратить дополнительных усилий на подгонку удара – нагибаться или слишком высоко поднимать инструмент вверх.
Поверхности горна и наковальни должны располагаться примерно на одном уровне, что уменьшает усилия при переносе деталей.
Техника безопасности при работе в кузнице
Инструменты
Материалы
Рогом называется выступ на ее боковой части, который, в зависимости от назначения, имеет разную форму (рис. 132, а). У большинства однорогих наковален он конусообразной формы и предназначен для гибки и раскатки закругленных частей изделий. Второй рог делается в виде усеченного конуса и удобен для загибания на углы меньше 90°.
У основания рога имеется специальная незакаленная площадка для рубки металла зубилом (рис. 132, е).
С противоположной стороны наковальня имеет похожий на рог выступ квадратной формы – хвостовик (рис. 132, б). Он используется для гибки под прямым углом.
У однорогих наковален для этой цели служит край рабочей поверхности.
Плоская поверхность в центре наковальни называется лицом, на ней производится большинство операций плоской ковки (рис. 132, в). Для большей прочности на нее иногда наваривается пластина из прочной стали – наличник.
На рабочей поверхности со стороны рога имеется одно или несколько круглых углублений для пробивания в заготовках отверстий (рис. 132, г). С другой стороны сделано квадратное отверстие 35 х 33 мм для установки подкладного инструмента (рис. 132, д).
Наковальня опирается на массивную ногу, или башмак (рис. 132, ж), который имеет четыре крепежных отверстия и выемку в нижней части основания. В башмак вставляется центральный шип, скрепляющий наковальню с подставкой.
Под наковальню необходимо сделать прочную деревянную или песочную подушку, которая гасила бы импульс от удара по лицевой части. Крепление производится с помощью костылей, вставляющихся в отверстия ноги, или хомутами. Для большей устойчивости основание немного вкапывают в землю.
Лицевая поверхность должна располагаться строго горизонтально. Вокруг наковальни оставляют свободное место, на котором, не мешая друг другу, могут работать кузнец и молотобоец. Для большего удобства ее размещают на расстоянии 1,5 м от горна рогом от него.
Высота, на которой устанавливается наковальня, делается такой, чтобы удар молотом по наличнику приходился горизонтально. При этом работающий не должен тратить дополнительных усилий на подгонку удара – нагибаться или слишком высоко поднимать инструмент вверх.
Поверхности горна и наковальни должны располагаться примерно на одном уровне, что уменьшает усилия при переносе деталей.
Техника безопасности при работе в кузнице
Первое правило – противопожарная безопасность. Работа в кузнице требует применения огня и высоких температур (до 1500 °C). Под рукой всегда должны быть песок и вода, а также огнетушитель. Кроме этого, необходимо учитывать требования безопасности при оборудовании кузницы.
На различных стадиях обработки металла его приходится нагревать до очень высоких температур на открытом огне. При этом топливо в горне время от времени необходимо ворошить, в стороны летят искры и кусочки угля. Часть их попадает в дымоход, а часть разлетается по кузнице. Раскаленные частички топлива не должны попадать на легковоспламеняющиеся вещества, бумагу, деревянные предметы или одежду.
Во время работы инструменты подвергаются действию тех же температур, что и нагреваемые детали. Поэтому их периодически надо охлаждать в воде. Так как емкость с водой ставится недалеко от горна и наковальни, то вода быстро загрязняется пеплом и мелкими крошками металлов. Перед началом ковки ее обычно меняют.
От частого раскаливания и охлаждения инструменты теряют закалку, становятся мягкими и меняют свою форму. На них могут образовываться сколы, трещины и заусенцы. Особенно это касается молота. Он испытывает сильные деформации от постоянных ударов, рабочая поверхность его опускается и расползается в разные стороны. Тогда его снимают, возвращают ему исходную форму и вновь закаляют. Неисправным инструментом проводить ковку запрещается.
Когда молотом работает молотобоец, кузнец должен стоять так, чтобы направление удара не пересекало его тела. В такой позиции случайно соскочивший с ручки молот не причинит ему вреда.
Молотобоец – не самостоятельный кузнец, а помощник, поэтому должен беспрекословно подчиняться командам мастера. Они подаются голосом, громко и четко. Простые команды и точное место удара можно показать ручником.
Окончание работы происходит только по приказу «Стой!» или «Отбой!». До него нельзя убирать заготовку с наковальни, иначе холостой удар придется по наличнику и сильно деформирует инструмент.
Поковку необходимо класть всей поверхностью, чтобы удар целиком поглотился наковальней. В противном случае часть импульса перейдет в поддерживающий инструмент и он вылетит из рук (или деталь деформируется).
Удар должен приходиться строго по заготовке или по промежуточному инструменту, а не по наковальне или клещам.
Для рубки на наковальне существует специальный незакаленный участок у основания рога. Первый удар делается слабо, им только намечается направление прорубки. Последний также должен быть легким, его можно проводить на краю наковальни, держа заготовку отрубаемым концом от себя.
Во время работы все участки тела необходимо защитить от случайного попадания искр и кусочков отлетающего металла. Ранить могут отлетевшие куски окалины, поэтому перед работой с заготовки необходимо счистить окалину с помощью металлической щетки, скребка или сбить легкими ударами молотка.
Чтобы уберечься от высокой температуры горна, лучше надеть рабочий костюм или комбинезон из плотной (брезентовой или холщовой) ткани. Он должен закрывать все участки тела.
Следует помнить о том, что многие инструменты в кузнице нагреваются. Металл хорошо проводит тепло, и, если даже в огонь помещалась только рабочая часть, ручка все равно будет горячей.
Заготовки, побывавшие в горне, надо брать только специальными клещами. На руки необходимо дополнительно надеть рукавицы из кожи или двойного брезента. Ненужный инструмент сразу же охлаждают в баке с водой.
Ботинки для работы в кузнице нужно взять массивные, на толстой подошве, чтобы защитить стопы от падающих на пол искр. Обычно это специальная строительная или военная кирзовая обувь. Ботинки должны также защищать от случайно упавшего на ноги инструмента или заготовки. Поверх рабочей одежды надевается кожаный фартук. Он должен защищать грудь и ноги кузнеца.
Кроме этого, необходимо иметь головной убор из плотной войлочной ткани, простые рабочие рукавицы и защитные очки. Во время работы с раскаленными деталями в горне степень нагрева определяется по цвету металла. Чтобы предохранить глаза от яркого света, пригодятся очки с затемненными стеклами.
Посторонних в кузнице не должно быть! Они так или иначе могут отвлечь от работы и ослабить внимание. Кроме того, во время работы они сами могут оказаться в опасности.
Если кузнец чувствует удушье, головокружение или начинает терять сознание, то ему сразу же нужно выйти из помещения, расстегнуть рабочую одежду, облегчив доступ свежего воздуха. Причинами такого состояния являются не усталость и переутомление, а недостаток кислорода, который активно расходуется при горении, или тепловой удар. Последний возникает при повышении температуры в помещении. После выхода на свежий воздух следует сбрызнуть лицо и грудь холодной водой.
При небольших ожогах пораженное место смазывается раствором марганцовокислого калия или стрептоцидовой мазью. Если обожжен большой участок кожи, то около пострадавшего места аккуратно разрезается одежда и на него накладывается стерильный бинт.
Для облегчения боли при ушибах различной тяжести на место удара накладывается холодный компресс. Если пострадала кость, необходимо сделать перевязку или поставить твердую шину и обратиться в медпункт.
На различных стадиях обработки металла его приходится нагревать до очень высоких температур на открытом огне. При этом топливо в горне время от времени необходимо ворошить, в стороны летят искры и кусочки угля. Часть их попадает в дымоход, а часть разлетается по кузнице. Раскаленные частички топлива не должны попадать на легковоспламеняющиеся вещества, бумагу, деревянные предметы или одежду.
Во время работы инструменты подвергаются действию тех же температур, что и нагреваемые детали. Поэтому их периодически надо охлаждать в воде. Так как емкость с водой ставится недалеко от горна и наковальни, то вода быстро загрязняется пеплом и мелкими крошками металлов. Перед началом ковки ее обычно меняют.
От частого раскаливания и охлаждения инструменты теряют закалку, становятся мягкими и меняют свою форму. На них могут образовываться сколы, трещины и заусенцы. Особенно это касается молота. Он испытывает сильные деформации от постоянных ударов, рабочая поверхность его опускается и расползается в разные стороны. Тогда его снимают, возвращают ему исходную форму и вновь закаляют. Неисправным инструментом проводить ковку запрещается.
Когда молотом работает молотобоец, кузнец должен стоять так, чтобы направление удара не пересекало его тела. В такой позиции случайно соскочивший с ручки молот не причинит ему вреда.
Молотобоец – не самостоятельный кузнец, а помощник, поэтому должен беспрекословно подчиняться командам мастера. Они подаются голосом, громко и четко. Простые команды и точное место удара можно показать ручником.
Окончание работы происходит только по приказу «Стой!» или «Отбой!». До него нельзя убирать заготовку с наковальни, иначе холостой удар придется по наличнику и сильно деформирует инструмент.
Поковку необходимо класть всей поверхностью, чтобы удар целиком поглотился наковальней. В противном случае часть импульса перейдет в поддерживающий инструмент и он вылетит из рук (или деталь деформируется).
Удар должен приходиться строго по заготовке или по промежуточному инструменту, а не по наковальне или клещам.
Для рубки на наковальне существует специальный незакаленный участок у основания рога. Первый удар делается слабо, им только намечается направление прорубки. Последний также должен быть легким, его можно проводить на краю наковальни, держа заготовку отрубаемым концом от себя.
Во время работы все участки тела необходимо защитить от случайного попадания искр и кусочков отлетающего металла. Ранить могут отлетевшие куски окалины, поэтому перед работой с заготовки необходимо счистить окалину с помощью металлической щетки, скребка или сбить легкими ударами молотка.
Чтобы уберечься от высокой температуры горна, лучше надеть рабочий костюм или комбинезон из плотной (брезентовой или холщовой) ткани. Он должен закрывать все участки тела.
Следует помнить о том, что многие инструменты в кузнице нагреваются. Металл хорошо проводит тепло, и, если даже в огонь помещалась только рабочая часть, ручка все равно будет горячей.
Заготовки, побывавшие в горне, надо брать только специальными клещами. На руки необходимо дополнительно надеть рукавицы из кожи или двойного брезента. Ненужный инструмент сразу же охлаждают в баке с водой.
Ботинки для работы в кузнице нужно взять массивные, на толстой подошве, чтобы защитить стопы от падающих на пол искр. Обычно это специальная строительная или военная кирзовая обувь. Ботинки должны также защищать от случайно упавшего на ноги инструмента или заготовки. Поверх рабочей одежды надевается кожаный фартук. Он должен защищать грудь и ноги кузнеца.
Кроме этого, необходимо иметь головной убор из плотной войлочной ткани, простые рабочие рукавицы и защитные очки. Во время работы с раскаленными деталями в горне степень нагрева определяется по цвету металла. Чтобы предохранить глаза от яркого света, пригодятся очки с затемненными стеклами.
Посторонних в кузнице не должно быть! Они так или иначе могут отвлечь от работы и ослабить внимание. Кроме того, во время работы они сами могут оказаться в опасности.
Помощь при несчастных случаях
При любом серьезном несчастном случае следует обратиться к врачу. Но до этого пострадавшему можно оказать доврачебную помощь.Если кузнец чувствует удушье, головокружение или начинает терять сознание, то ему сразу же нужно выйти из помещения, расстегнуть рабочую одежду, облегчив доступ свежего воздуха. Причинами такого состояния являются не усталость и переутомление, а недостаток кислорода, который активно расходуется при горении, или тепловой удар. Последний возникает при повышении температуры в помещении. После выхода на свежий воздух следует сбрызнуть лицо и грудь холодной водой.
При небольших ожогах пораженное место смазывается раствором марганцовокислого калия или стрептоцидовой мазью. Если обожжен большой участок кожи, то около пострадавшего места аккуратно разрезается одежда и на него накладывается стерильный бинт.
Для облегчения боли при ушибах различной тяжести на место удара накладывается холодный компресс. Если пострадала кость, необходимо сделать перевязку или поставить твердую шину и обратиться в медпункт.
Инструменты
По назначению все кузнечные инструменты делятся на основные, вспомогательные и измерительные. В группу основных инструментов, кроме рассмотренных выше, входят различные кувалды, гладилки, шпераки и пр. С их помощью металлу придаются необходимые формы и размеры.
Основные инструменты, в свою очередь, делятся на опорные, подкладные и ударные.
 Рис. 133. Шпераки различной формы.
Рис. 133. Шпераки различной формы.
Они устанавливаются в квадратное отверстие наковальни или вставляются непосредственно в опору наковальни.
Их форма зависит от характера выполняемых работ, каждый мастер обычно делает шпераки сам с расчетом на конкретное изделие. На них выполняется окончательная ковка мелких частей детали, гибка сложных форм и другие специальные операции.
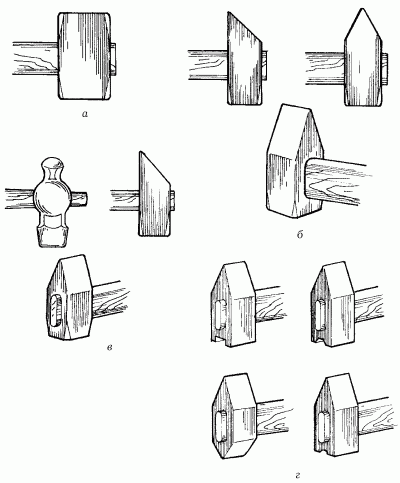 Рис. 134. Кувалда и молотки: а – кувалда; б – боевые молоты; в – ручник; г – фасонные молотки.
Рис. 134. Кувалда и молотки: а – кувалда; б – боевые молоты; в – ручник; г – фасонные молотки.
Самый тяжелый инструмент кузнеца – кувалда, ее вес может достигать 16 кг. Собственно кувалдой (рис. 134, а) называют молот с двумя плоскими бойками. Если один из бойков (задок) клиновидный, то молот называют боевым (рис. 134, б). Задок служит для разгона металла. Он может быть односторонним или двухсторонним, продольным или поперечным. Кувалдами и боевыми молотами весом 10–12 кг работают молотобойцы двумя руками. Длина ручки у такого инструмента 70–95 см. Там, где не требуется очень большой силы удара, пользуются молотами весом 2–4 кг, которыми иногда можно работать и одной рукой, без молотобойца.
Ручник (рис. 134, в) используют для мелких поковок, для указания молотобойцу места удара кувалдой и других работ. Его вес – 0,5–2 кг, а длина рукоятки – 35–60 см. Задок клиновидный, тупой, заостренный или шарообразный.
Фасонные молотки (рис. 134, г) предназначены для работы над деталями различной формы, их каждый мастер изготавливает самостоятельно по своим потребностям и особенностям работы. Особым ударным инструментом является киянка – молоток, полностью сделанный из дерева. В кузнечном деле киянка применяется в основном для работы с проволокой.
У всего ударного инструмента необходимо часто проверять крепление головки к рукояти и состояние самой рукояти. Иногда рукоять делают металлической и приваривают к головке, но такой инструмент быстро нагревается и отдает в руку при ударе, то есть плохо амортизирует удар. Деревянная рукоять лучше, но она может треснуть или расшататься в месте насадки. Треснувшую рукоять нужно сразу же заменить, а насадку регулярно проверять и поправлять. Если после нескольких ударов головка вновь начинает шататься на рукояти, ее необходимо снять и насадить заново.
Для того чтобы инструмент не подвел в нужный момент, его нужно периодически проверять. Насадочное отверстие кувалд и некоторых молотков имеет расширение в обе стороны, чтобы повысить прочность крепления ручки. От сильных ударов клин часто расшатывается, и его время от времени подправляют.
Рукоять делают деревянной, из прочных сортов дуба, клена, рябины, с небольшим утолщением к свободному концу. Она часто трескается или ломается в месте крепления молота (на него приходится наибольшая сила удара), поэтому при появлении трещин ее необходимо заменить. Для большей безопасности ручку кувалды иногда делают металлической, наглухо приваривая ее к головке. Но она намного хуже деревянной амортизирует удар, и импульс вибрирующей рукоятки передается в руку.
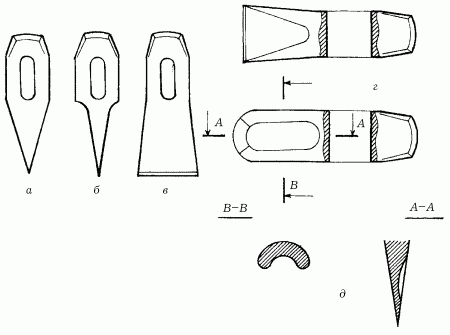 Рис. 135. Виды зубил: а – для поперечной рубки холодного металла; б – для поперечной рубки горячего металла; в – для продольной рубки; г – для рубки по радиусу; д – для фасонной рубки.
Рис. 135. Виды зубил: а – для поперечной рубки холодного металла; б – для поперечной рубки горячего металла; в – для продольной рубки; г – для рубки по радиусу; д – для фасонной рубки.
 Рис. 136. Подсечка.
Рис. 136. Подсечка.
Кузнечное зубило имеет отверстие для ручки и насаживается без расклинивания. Различают зубила для горячей рубки (угол заточки не более 50°), для холодной рубки (угол заточки не менее 60°), зубила с полукруглым лезвием и фигурные зубила. Нож фасонных (фигурных) зубил имеет закругленную форму и служит для вырезания контуров неправильной формы.
Подсечка вставляется в отверстие наковальни с помощью четырехгранного хвоста.
Можно производить рубку металла между зубилом и подсечкой с помощью одного зубила (на площадке у основания рога наковальни) или на самой подсечке.
Работать зубилом можно и с использованием подсечки, которую устанавливают в отверстие на хвосте наковальни. Эти инструменты выпускаются парами.
Зубилом можно высекать узоры. Для этого раскаленную поковку следует положить на лицо наковальни и держать щипцами или зажать в тисках. Наставив зубило, нужно наносить удары молотом или ручником. На холодной заготовке рисунки и узоры лучше насекать слесарным зубилом и молотком.
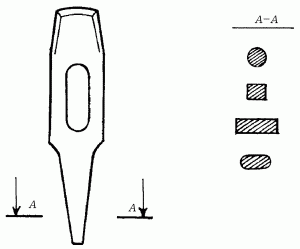 Рис. 137. Пробойник.
Рис. 137. Пробойник.
Их, как и зубила, насаживают на рукоятки. Пробивание (просечка) отверстий производится на горячей заготовке с помощью круглого отверстия наковальни. Вначале ударом пробойника нужно сделать на металле углубление на месте будущего отверстия, затем переместить заготовку на лицо наковальни и несколько раз с помощью пробойника ударить по тому же месту. Вновь прогреть заготовку и положить ее противоположной стороной вверх. Выбить пробойником отверстие. Оформить его проковкой на роге наковальни. По сечению рабочей части различают квадратные, прямоугольные, круглые, овальные и фасонные пробойники, которые используются для просечки различных отверстий и декоративных работ.
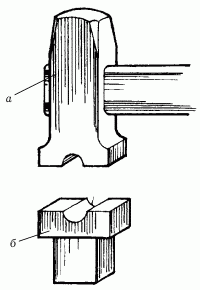 Рис. 138. Обжимка цилиндрической формы: а – верхник; б – нижник.
Рис. 138. Обжимка цилиндрической формы: а – верхник; б – нижник.
Они состоят из двух половин – верхника и нижника. Нужно вставить нижник хвостом в квадратное отверстие наковальни, положить на него разогретую заготовку, наложить на нее верхник и наносить по нему удары до смыкания частей обжимки. Для получения длинного участка сечения нужно постепенно передвигать заготовку по мере проковки.
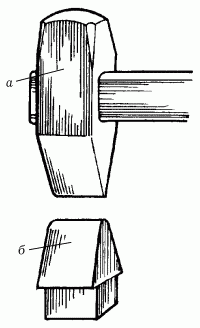 Рис. 139. Подбойки: а – верхник; б – нижник.
Рис. 139. Подбойки: а – верхник; б – нижник.
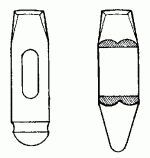 Рис. 140. Раскатка.
Рис. 140. Раскатка.
С ее помощью ускоряется вытяжка металла в длину.
 Рис. 141. Гвоздильня.
Рис. 141. Гвоздильня.
С помощью гвоздильни можно делать (высаживать) головки болтов и заклепок, шляпки гвоздей и т. п. Гвоздильня предназначена для изменения формы конца стержня. Обычно ее используют для получения утолщенных шляпок гвоздей, заклепок или болтов.
В нее вставляют меньший по размерам стержень и серией ударов деформируют выступающую часть так, чтобы она заполнила собой все пространство формы. Ее стенки имеют небольшой уклон для облегчения снятия гвоздильни с заготовки.
Многорядные гвоздильни представляют собой плиту с различными по форме отверстиями, которую устанавливают на плоской поверхности наковальни. Ударами в нее вбивают металл, а затем переворачивают и выбивают готовые детали.
Важнейшим вспомогательным инструментом являются кузнечные клещи. С их помощью поковки вынимаются из жара, удерживаются в ходе ковки, поворачиваются в нужное положение и т. д. Клещи бывают продольными, поперечными, с прямоугольными, квадратными, круглыми губками и т. п. (рис. 142).
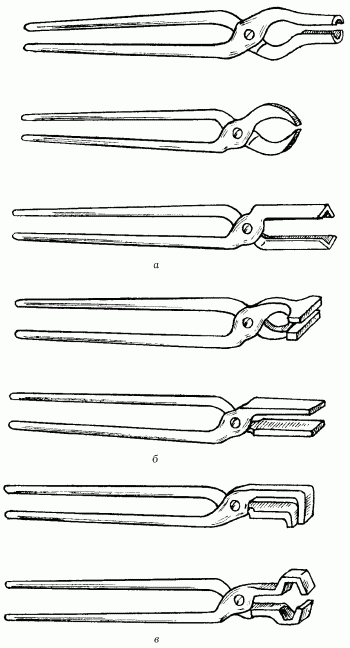 Рис. 142. Клещи: а – для круглого металла; б – для квадратного сечения; в – для полосового металла.
Рис. 142. Клещи: а – для круглого металла; б – для квадратного сечения; в – для полосового металла.
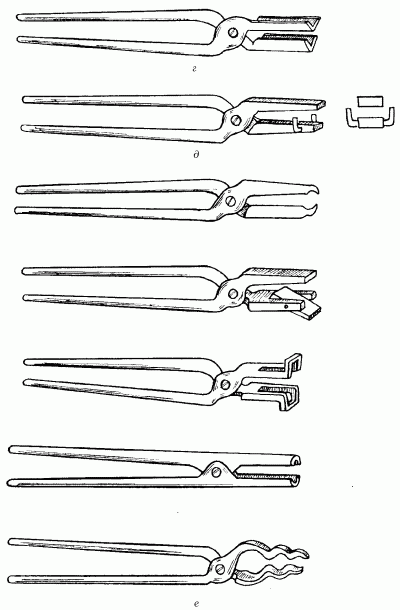 Рис. 142 (продолжение). Клещи: г – для уголка; д – для широкой полосы; е – для заклепок.
Рис. 142 (продолжение). Клещи: г – для уголка; д – для широкой полосы; е – для заклепок.
Рукояти клещей должны пружинить и легко удерживаться одной рукой. Для более надежного зажима поковки в клещах можно насадить на ручки кольцо – шпандырь. Если ширина захвата слишком велика, можно воспользоваться открытым (разомкнутым) кольцом (рис. 143).
 Рис. 143. Клещи с круглым и скобообразным шпандырем.
Рис. 143. Клещи с круглым и скобообразным шпандырем.
Для изгиба и закручивания некоторых изделий применяют специальные вилки с длинными рукоятками, позволяющие захватить заготовку для изгиба и приложить к ней большое усилие, не нанося ударов молотом.
Часто в тиски зажимают не сами заготовки, а подкладки или различные специальные приспособления, которые нельзя закрепить на наковальне. Для этого надо иметь специальные съемные тиски, закрепляющиеся на хвосте с помощью надежного винтового механизма.
Хорошо иметь под рукой несколько струбцин разных размеров, особенно если мастер работает в кузнице один.
Усадочная линейкаиспользуется для определения усадки детали при нагревании или остывании. Ее шкала имеет цену деления от 0,01 до 0,015 и позволяет измерять усадку на глаз, без помощи специальных формул.
Кузнечные кронциркулиделают многоразмерными, что позволяет снимать несколько размеров поковки. Это позволяет контролировать размеры детали в ходе всего процесса ковки.
Шаблоныизготовляет сам кузнец для той детали, которую он обрабатывает. На них наносятся размеры поковки и припуск на механическую обработку.
Основные инструменты, в свою очередь, делятся на опорные, подкладные и ударные.
Опорные инструменты
К ним, кроме большой наковальни, относятся так называемые шпераки – маленькие наковальни массой до 4 кг (рис. 133).Они устанавливаются в квадратное отверстие наковальни или вставляются непосредственно в опору наковальни.
Их форма зависит от характера выполняемых работ, каждый мастер обычно делает шпераки сам с расчетом на конкретное изделие. На них выполняется окончательная ковка мелких частей детали, гибка сложных форм и другие специальные операции.
Ударные инструменты
К ударным инструментам относятся молоток (ручник) и кувалда (молот) (рис. 134, а, в).Самый тяжелый инструмент кузнеца – кувалда, ее вес может достигать 16 кг. Собственно кувалдой (рис. 134, а) называют молот с двумя плоскими бойками. Если один из бойков (задок) клиновидный, то молот называют боевым (рис. 134, б). Задок служит для разгона металла. Он может быть односторонним или двухсторонним, продольным или поперечным. Кувалдами и боевыми молотами весом 10–12 кг работают молотобойцы двумя руками. Длина ручки у такого инструмента 70–95 см. Там, где не требуется очень большой силы удара, пользуются молотами весом 2–4 кг, которыми иногда можно работать и одной рукой, без молотобойца.
Ручник (рис. 134, в) используют для мелких поковок, для указания молотобойцу места удара кувалдой и других работ. Его вес – 0,5–2 кг, а длина рукоятки – 35–60 см. Задок клиновидный, тупой, заостренный или шарообразный.
Фасонные молотки (рис. 134, г) предназначены для работы над деталями различной формы, их каждый мастер изготавливает самостоятельно по своим потребностям и особенностям работы. Особым ударным инструментом является киянка – молоток, полностью сделанный из дерева. В кузнечном деле киянка применяется в основном для работы с проволокой.
У всего ударного инструмента необходимо часто проверять крепление головки к рукояти и состояние самой рукояти. Иногда рукоять делают металлической и приваривают к головке, но такой инструмент быстро нагревается и отдает в руку при ударе, то есть плохо амортизирует удар. Деревянная рукоять лучше, но она может треснуть или расшататься в месте насадки. Треснувшую рукоять нужно сразу же заменить, а насадку регулярно проверять и поправлять. Если после нескольких ударов головка вновь начинает шататься на рукояти, ее необходимо снять и насадить заново.
Для того чтобы инструмент не подвел в нужный момент, его нужно периодически проверять. Насадочное отверстие кувалд и некоторых молотков имеет расширение в обе стороны, чтобы повысить прочность крепления ручки. От сильных ударов клин часто расшатывается, и его время от времени подправляют.
Рукоять делают деревянной, из прочных сортов дуба, клена, рябины, с небольшим утолщением к свободному концу. Она часто трескается или ломается в месте крепления молота (на него приходится наибольшая сила удара), поэтому при появлении трещин ее необходимо заменить. Для большей безопасности ручку кувалды иногда делают металлической, наглухо приваривая ее к головке. Но она намного хуже деревянной амортизирует удар, и импульс вибрирующей рукоятки передается в руку.
Подкладные инструменты
Подкладные инструменты располагаются между молотом и поковкой или между поковкой и наковальней. К ним относят зубило, подсечку, пробойники (бородки), обжимки, подбойки, раскатки и гладилки.Зубило и подсечка
Зубило (рис. 135) и подсечка (рис. 136) применяются для рубки металла.Кузнечное зубило имеет отверстие для ручки и насаживается без расклинивания. Различают зубила для горячей рубки (угол заточки не более 50°), для холодной рубки (угол заточки не менее 60°), зубила с полукруглым лезвием и фигурные зубила. Нож фасонных (фигурных) зубил имеет закругленную форму и служит для вырезания контуров неправильной формы.
Подсечка вставляется в отверстие наковальни с помощью четырехгранного хвоста.
Можно производить рубку металла между зубилом и подсечкой с помощью одного зубила (на площадке у основания рога наковальни) или на самой подсечке.
Работать зубилом можно и с использованием подсечки, которую устанавливают в отверстие на хвосте наковальни. Эти инструменты выпускаются парами.
Зубилом можно высекать узоры. Для этого раскаленную поковку следует положить на лицо наковальни и держать щипцами или зажать в тисках. Наставив зубило, нужно наносить удары молотом или ручником. На холодной заготовке рисунки и узоры лучше насекать слесарным зубилом и молотком.
Пробойники и бородки
Пробойники (рис. 137) и бородки служат для пробивания отверстий.Их, как и зубила, насаживают на рукоятки. Пробивание (просечка) отверстий производится на горячей заготовке с помощью круглого отверстия наковальни. Вначале ударом пробойника нужно сделать на металле углубление на месте будущего отверстия, затем переместить заготовку на лицо наковальни и несколько раз с помощью пробойника ударить по тому же месту. Вновь прогреть заготовку и положить ее противоположной стороной вверх. Выбить пробойником отверстие. Оформить его проковкой на роге наковальни. По сечению рабочей части различают квадратные, прямоугольные, круглые, овальные и фасонные пробойники, которые используются для просечки различных отверстий и декоративных работ.
Обжимки
Обжимки придают изделию цилиндрическую (рис. 138) или граненую форму.Они состоят из двух половин – верхника и нижника. Нужно вставить нижник хвостом в квадратное отверстие наковальни, положить на него разогретую заготовку, наложить на нее верхник и наносить по нему удары до смыкания частей обжимки. Для получения длинного участка сечения нужно постепенно передвигать заготовку по мере проковки.
Подбойки
Подбойки (рис. 139) состоят из верхника и нижника и применяются для выделки углублений, канавок, желобков и т. п., а также для облегчения протяжки металла при ручной ковке. Их рабочая поверхность может быть разной формы.Раскатка
Раскатка (рис. 140) – подкладной инструмент, напоминающий молоток с выпуклым (полукруглым) бойком и плоским задком.С ее помощью ускоряется вытяжка металла в длину.
Гладилки
Их используют для выглаживания поверхности изделия, удаления следов от кувалды. Рабочая поверхность гладилок хорошо отшлифована, края немного приподняты, чтобы грани не пропечатывались на поковке. Гладилки тоже парные инструменты, но можно работать и одной верхней частью. Форма инструментов может быть полукруглой, тогда выглаживать поверхность лучше на роге.Гвоздильня
Гвоздильня (рис. 141) – металлическая доска толщиной около 2,5 см и размером обычно 30 х 4 см, в которой сделаны конические отверстия разных размеров.С помощью гвоздильни можно делать (высаживать) головки болтов и заклепок, шляпки гвоздей и т. п. Гвоздильня предназначена для изменения формы конца стержня. Обычно ее используют для получения утолщенных шляпок гвоздей, заклепок или болтов.
В нее вставляют меньший по размерам стержень и серией ударов деформируют выступающую часть так, чтобы она заполнила собой все пространство формы. Ее стенки имеют небольшой уклон для облегчения снятия гвоздильни с заготовки.
Многорядные гвоздильни представляют собой плиту с различными по форме отверстиями, которую устанавливают на плоской поверхности наковальни. Ударами в нее вбивают металл, а затем переворачивают и выбивают готовые детали.
Формы и оправки
Для ковки однотипных изделий будут нужны различные формы, оправки и т. д. Кузнечная форма – это массивная стальная плита толщиной 10–15 см с отверстиями и желобами (ручьями) различной формы. Раскаленную заготовку необходимо наложить на нужное отверстие или ручей, под ударами молота она примет соответствующую форму.Плита
При изгибе различных кривых (завитков, меандров и т. п.) из прутков и полос используют стальную плиту с рядами просверленных отверстий. Плотно вставив в подобранные по шаблону отверстия стальные штыри, можно легко выгнуть вокруг них или между ними необходимую кривую. Особенно полезно это приспособление в тех случаях, когда необходимо сделать несколько одинаковых деталей для решетки, ограды и т. д.Вспомогательные инструменты
Вспомогательные инструменты и приспособления ускоряют и облегчают работу.Важнейшим вспомогательным инструментом являются кузнечные клещи. С их помощью поковки вынимаются из жара, удерживаются в ходе ковки, поворачиваются в нужное положение и т. д. Клещи бывают продольными, поперечными, с прямоугольными, квадратными, круглыми губками и т. п. (рис. 142).
Рукояти клещей должны пружинить и легко удерживаться одной рукой. Для более надежного зажима поковки в клещах можно насадить на ручки кольцо – шпандырь. Если ширина захвата слишком велика, можно воспользоваться открытым (разомкнутым) кольцом (рис. 143).
Для изгиба и закручивания некоторых изделий применяют специальные вилки с длинными рукоятками, позволяющие захватить заготовку для изгиба и приложить к ней большое усилие, не нанося ударов молотом.
Тиски
В кузнице обязательно надо иметь одни или несколько тисков. Самые большие – слесарные – располагаются на отдельном верстаке. Их губки должны быть снабжены специальными насадками, смягчающими давление на горячий металл.Часто в тиски зажимают не сами заготовки, а подкладки или различные специальные приспособления, которые нельзя закрепить на наковальне. Для этого надо иметь специальные съемные тиски, закрепляющиеся на хвосте с помощью надежного винтового механизма.
Хорошо иметь под рукой несколько струбцин разных размеров, особенно если мастер работает в кузнице один.
Измерительные инструменты
Для кузнечных работ используются как универсальные, так и специальные измерительные инструменты. Остановимся подробнее на специальных.Усадочная линейкаиспользуется для определения усадки детали при нагревании или остывании. Ее шкала имеет цену деления от 0,01 до 0,015 и позволяет измерять усадку на глаз, без помощи специальных формул.
Кузнечные кронциркулиделают многоразмерными, что позволяет снимать несколько размеров поковки. Это позволяет контролировать размеры детали в ходе всего процесса ковки.
Шаблоныизготовляет сам кузнец для той детали, которую он обрабатывает. На них наносятся размеры поковки и припуск на механическую обработку.
Материалы
Для ковки в условиях небольшой кузницы можно использовать довольно большое число различных металлов и сплавов. Большинство изделий выполняется из стали всевозможных марок.
В этой главе различные сорта стали рассматриваются с точки зрения тех свойств, которые используются в кузнечном деле. Это прежде всего пластичность и ковкость.
Железо при температуре ниже 910 °C имеет кубическую кристаллическую решетку. Но на практике за счет различных неметаллических включений она нарушается. Свойства стали зависят как от характера решетки, так и от самих включений.
В процессе холодной деформации размеры зерен металла уменьшаются, а сами зерна получают одинаковую направленность, вследствие чего верхний слой приобретает большую прочность. Этот слой называется наклепом.
Во время горячей пластической деформации металл восстанавливает обычную кристаллическую решетку и зернистость, а значит, исходную пластичность.
Сера и фосфор являются теми примесями, которые появляются в ходе выплавления стали. Они придают деталям хрупкость при красном калении (красноломкость). У металла, выплавленного мартеновским способом, содержание этих элементов ниже. Для нормальной ковкости оно не должно превышать 0,05 %.
Чтобы не увеличивать количество серы в процессе ковки, рекомендуется пользоваться древесным, а не каменным углем, в котором ее меньше.
Марганец снижает вредное воздействие серы, способствует лучшему сопротивлению ударам, делает металл более твердым и прочным. В разных сортах стали его содержание варьируется от 0,5 до 1 %.
Кремний увеличивает упругость стали, но снижает вязкость и свариваемость. Его содержание не должно превышать 0,3 %. Кроме этого, применяются специальные добавки, влияющие на различные свойства стали.
Для ковки лучше всего подходят никелевые сплавы: этот элемент повышает пластичность и вязкость металла. Хорошо поддаются обработке сплавы, легированные ванадием, который снижает величину зерна и тем самым увеличивает ковкость.
Хром и вольфрам придают стали повышенную прочность и твердость, но отрицательно влияют на пластичность. Ковать такие сплавы сложно, нагрев их осуществляется медленно из-за низкой теплопроводности, температурный интервал ковки небольшой.
Для легирующих добавок приняты следующие обозначения: хром – Х, марганец – Г, никель – Н, кремний – С, ванадий – Ф и др. Цифрами маркируют максимально допустимое по условиям выплавки содержание данного элемента; если число не проставлено, значит, содержание добавки меньше 1 %. Таким образом, сталь, содержащая около 0,07 % углерода, до 1 % марганца и не более 3 % никеля, будет обозначаться Ст7ГН3. Буква А в конце записи указывает на высококачественный сплав.
В основном используются четыре группы сплавов: алюминиевые, магниевые, титановые и медные.
К первой относятся высокопластичные сплавы с марганцем и магнием, обозначаемые АМГ. Они обладают прекрасными технологическими свойствами, хорошо куются и свариваются. Их отличает повышенная устойчивость к коррозии.
Сплавы второй группы имеют более широкий спектр добавок, в которые входят медь (Д1, Д16), кремний (АВ), цинк (В93, В96) в различных комбинациях. Эти элементы придают материалам повышенную прочность и ковкость.
Алюминиевые сплавы используются для изготовления деталей, испытывающих повышенные нагрузки. Дополнительную прочность изделиям можно придать холодной ковкой.
В кузнечном деле используются также латуни со специальными легирующими элементами – свинцом, никелем, алюминием и т. д.
В качестве основных добавок для изготовления бронзы применяются олово и алюминий, специальные добавки – такие же, как и у латуни. Эти сплавы отлично куются и чаще всего используются для изготовления художественных произведений, так как дают небольшую усадку и обладают устойчивостью к коррозии.
Сталь
Как говорилось ранее, для ручной ковки наиболее пригодна так называемая поделочная сталь. Она наиболее ковкая и пластичная, легко поддается химической обработке.В этой главе различные сорта стали рассматриваются с точки зрения тех свойств, которые используются в кузнечном деле. Это прежде всего пластичность и ковкость.
Пластичность
Сталь и другие металлы состоят из кристаллов вещества, или зерен, которые в процессе перехода из жидкого состояния в твердое хаотически образуются одновременно во многих точках.Железо при температуре ниже 910 °C имеет кубическую кристаллическую решетку. Но на практике за счет различных неметаллических включений она нарушается. Свойства стали зависят как от характера решетки, так и от самих включений.
В процессе холодной деформации размеры зерен металла уменьшаются, а сами зерна получают одинаковую направленность, вследствие чего верхний слой приобретает большую прочность. Этот слой называется наклепом.
Во время горячей пластической деформации металл восстанавливает обычную кристаллическую решетку и зернистость, а значит, исходную пластичность.
Легирующие добавки
В состав стали, кроме углерода, входят другие добавки. Они оказывают различное влияние на свойства сплавов, которое необходимо учитывать при выборе заготовки для изделия.Сера и фосфор являются теми примесями, которые появляются в ходе выплавления стали. Они придают деталям хрупкость при красном калении (красноломкость). У металла, выплавленного мартеновским способом, содержание этих элементов ниже. Для нормальной ковкости оно не должно превышать 0,05 %.
Чтобы не увеличивать количество серы в процессе ковки, рекомендуется пользоваться древесным, а не каменным углем, в котором ее меньше.
Марганец снижает вредное воздействие серы, способствует лучшему сопротивлению ударам, делает металл более твердым и прочным. В разных сортах стали его содержание варьируется от 0,5 до 1 %.
Кремний увеличивает упругость стали, но снижает вязкость и свариваемость. Его содержание не должно превышать 0,3 %. Кроме этого, применяются специальные добавки, влияющие на различные свойства стали.
Для ковки лучше всего подходят никелевые сплавы: этот элемент повышает пластичность и вязкость металла. Хорошо поддаются обработке сплавы, легированные ванадием, который снижает величину зерна и тем самым увеличивает ковкость.
Хром и вольфрам придают стали повышенную прочность и твердость, но отрицательно влияют на пластичность. Ковать такие сплавы сложно, нагрев их осуществляется медленно из-за низкой теплопроводности, температурный интервал ковки небольшой.
Для легирующих добавок приняты следующие обозначения: хром – Х, марганец – Г, никель – Н, кремний – С, ванадий – Ф и др. Цифрами маркируют максимально допустимое по условиям выплавки содержание данного элемента; если число не проставлено, значит, содержание добавки меньше 1 %. Таким образом, сталь, содержащая около 0,07 % углерода, до 1 % марганца и не более 3 % никеля, будет обозначаться Ст7ГН3. Буква А в конце записи указывает на высококачественный сплав.
Цветные металлы и сплавы
В кузнечном деле редко применяются чистые цветные металлы.В основном используются четыре группы сплавов: алюминиевые, магниевые, титановые и медные.
Алюминиевые сплавы
В соответствии со своими свойствами эти сплавы делятся на две группы.К первой относятся высокопластичные сплавы с марганцем и магнием, обозначаемые АМГ. Они обладают прекрасными технологическими свойствами, хорошо куются и свариваются. Их отличает повышенная устойчивость к коррозии.
Сплавы второй группы имеют более широкий спектр добавок, в которые входят медь (Д1, Д16), кремний (АВ), цинк (В93, В96) в различных комбинациях. Эти элементы придают материалам повышенную прочность и ковкость.
Алюминиевые сплавы используются для изготовления деталей, испытывающих повышенные нагрузки. Дополнительную прочность изделиям можно придать холодной ковкой.
Медные сплавы
В зависимости от основной легирующей добавки они делятся на латуни и бронзы. Первые отличаются большей прочностью и пластичностью за счет добавления цинка. Доля этого металла не должна быть очень высокой, иначе металл будет испытывать слишком сильные перегрузки во время ковки.В кузнечном деле используются также латуни со специальными легирующими элементами – свинцом, никелем, алюминием и т. д.
В качестве основных добавок для изготовления бронзы применяются олово и алюминий, специальные добавки – такие же, как и у латуни. Эти сплавы отлично куются и чаще всего используются для изготовления художественных произведений, так как дают небольшую усадку и обладают устойчивостью к коррозии.