Страница:
Идеальным приспособлением для сверления отверстий, а также их дальнейшей обработки является сверлильный станок. Сделаем небольшое отступление и обратимся к истории: как появился сверлильный станок?
В отличие от своих более сложных собратьев-станков – токарного и фрезерного, сверлильный станок был изобретен задолго до того, как люди вообще узнали о существовании железа, не говоря уже о том, чтобы научиться его обрабатывать. Первым сверлильным станком было, по сути, приспособление, с помощью которого люди в глубокой древности добывали огонь и проделывали отверстия в орудиях охоты и труда.
Оно представляло собой обычный охотничий лук, тетива которого в середине была один раз обернута вокруг того предмета, которому и требовалось придать вращение. Как правило, это была заостренная палка из дерева твердой породы, которая упиралась своим острым концом в углубление, сделанное в лежащей под ней плошке из той же породы дерева.
Придерживая рукой верхний конец вертикальной палки, человек двигал лук в плоскости, перпендикулярной к этой палке, и приводил ее с помощью тетивы в быстрое вращение, которого нельзя было бы добиться, вращая ее руками. Точно таким же образом проделывались отверстия сначала в не слишком плотных кусках камня, а потом, когда человек научился закреплять на конце вращающейся палки твердые каменные наконечники, и в прочных породах.
Со временем приспособление усовершенствовалось, появлялись новые способы зажима нижней плашки и вращающегося «сверла», устройства для усиления прижима их друг к другу (для увеличения силы трения), новые способы приводить «сверло» во вращение. Так в течение веков сверлильный станок постепенно менялся, пока не приобрел современного вида.
Ныне сверлильный станок состоит из подвижного стола и штатива, на котором крепится шпиндель с патроном. Он может быть одношпиндельным вертикально-сверлильным (рис. 44), настольно-сверлильным (рис. 45), радиально-сверлильным.
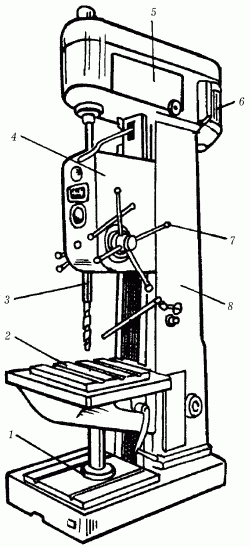 Рис. 44. Вертикально-сверлильный станок: 1 – плита; 2 – подъемный стол; 3 – шпиндель; 4 – коробка подач; 5 – шпиндельная головка; 6 – электродвигатель; 7 – штурвал; 8 – станина.
Рис. 44. Вертикально-сверлильный станок: 1 – плита; 2 – подъемный стол; 3 – шпиндель; 4 – коробка подач; 5 – шпиндельная головка; 6 – электродвигатель; 7 – штурвал; 8 – станина.
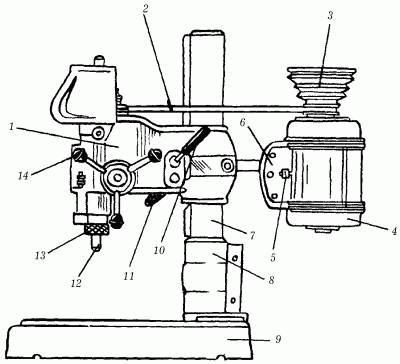 Рис. 45. Настольно-сверлильный станок: 1 – шпиндельная бабка; 2 – клиновый ремень; 3 – ступенчатый шкив; 4 – асинхронный электродвигатель; 5 – переключатель; 6 – подмоторная плита; 7 – колонна; 8 – кронштейн; 9 – плита; 10, 11 – рукоятки; 12 – шпиндель; 13 – гайка; 14 – штурвал.
Рис. 45. Настольно-сверлильный станок: 1 – шпиндельная бабка; 2 – клиновый ремень; 3 – ступенчатый шкив; 4 – асинхронный электродвигатель; 5 – переключатель; 6 – подмоторная плита; 7 – колонна; 8 – кронштейн; 9 – плита; 10, 11 – рукоятки; 12 – шпиндель; 13 – гайка; 14 – штурвал.
Вертикально-сверлильные станки применяются для сверления отверстий диаметром до 75 мм. Они могут обеспечивать операции рассверливания, зенкерования, развертывания и нарезания резьбы. Станина, на которой монтируются узлы станка, через фундаментную плиту крепится к фундаменту. Подъемный стол, служащий для крепления обрабатываемых деталей, может перемещаться по вертикали. Механизм станка приводится в движение индивидуальным электродвигателем. Шпиндель получает осевое перемещение от коробки подач и может также перемещаться вручную штурвалом.
Настольно-сверлильные станки используются для сверления в мелких деталях отверстий диаметром до 12 мм (рис. 45).
Удобство применения этих станков состоит в том, что они могут быть установлены с помощью болтов на слесарных верстаках, в непосредственной близости от рабочего места.
Работает станок следующим образом: на плите укреплена в кронштейне колонна, по которой может перемещаться вверх и вниз шпиндельная бабка, в корпусе которой смонтирован шпиндельный узел со шпинделем. Перемещение шпиндельной бабки по колонне осуществляется рукояткой. Асинхронный электродвигатель крепится к шпиндельной бабке с помощью подмоторной плиты. Переключатель позволяет включать двигатель на прямой или обратный ход и останавливать станок. Вращение шпинделю передается от ступенчатого шкива клиновидным ремнем. Ручная подача шпинделя осуществляется вращением штурвала. Гайка закрепляет сверлильный патрон на конусе шпинделя.
Радиально-сверлильные станки применяются для сверления отверстий в крупных деталях, перемещение которых к шпинделю станка затруднено.
Существуют общие правила сверления (как на сверлильных станках, так и с помощью дрелей):
– в процессе разметочных работ центр будущего отверстия обязательно следует отметить кернером, тогда при работе сверло устанавливается в керн, что способствует большей точности;
– при выборе диаметра сверла следует учитывать его вибрацию в патроне, в результате чего отверстие получается несколько большего диаметра, чем сверло. Отклонение это достаточно мало – от 0,05 до 0,3 мм – и имеет значение в том случае, когда требуется особая точность;
– при сверлении металлов и сплавов в результате трения температура режущего инструмента (сверла, зенкера) значительно повышается, что приводит к быстрому его износу. Для того чтобы повысить стойкость инструментов, при сверлении используют охлаждающие жидкости, в частности воду;
– затупленные режущие инструменты не только образуют некачественные отверстия, но и сами быстрее выходят из строя, поэтому их следует своевременно затачивать: сверла под углом (в вершине) 116–118°, конические зенкеры 60, 90, 120°. Заточку производят вручную на заточном станке: сверло приставляют к кругу заточного станка одной из режущих кромок под углом 58–60° и плавно поворачивают его вокруг своей оси, затем таким же образом затачивают вторую режущую кромку. При этом необходимо следить, чтобы обе режущие кромки были заточены под одним углом и имели одинаковую длину;
– для сверления глухих отверстий на многих сверлильных станках имеются механизмы автоматической подачи с лимбами, которые и определяют ход сверла на нужную глубину. Если же станок не оснащен таким механизмом или применяется ручная дрель, то можно использовать сверло со втулочным упором;
– когда необходимо просверлить отверстие в полой детали (например, в трубе), отверстие предварительно забивают деревянной пробкой. Если труба большого диаметра, а отверстие требуется сквозное, то приходится сверлить с двух сторон.
В этом случае, чтобы облегчить разметку и сделать ее наиболее точной, можно воспользоваться специальным приспособлением. Оно состоит из двух совершенно одинаковых призм, между которыми зажимается труба. Каждая призма имеет точно выверенные друг против друга, зажатые в их противоположных вершинах встречные винты-кернеры. Призмы тоже точно выставлены с помощью боковых щек. Когда труба зажимается между призмами, на ней остаются небольшие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по такой разметке отверстия в трубе будут соответствовать друг другу с гораздо большей точностью;
– получить ступенчатые отверстия можно двумя способами. Первый: сначала сверлится отверстие наименьшего диаметра, затем (на нужную глубину) – отверстие большего диаметра и последним просверливается отверстие наибольшего диаметра. Второй способ: сначала на нужную глубину сверлят отверстие наибольшего диаметра, затем – меньшего и в конце – наименьшего диаметра;
– если нужно просверлить отверстие на криволинейной плоскости или плоскости, расположенной под углом, то сначала следует сделать (выпилить, вырубить) площадку, перпендикулярную к оси будущего отверстия, накернить центр, а затем сверлить отверстие;
– отверстия диаметром свыше 25 мм сверлят в два приема: сначала просверливают отверстие сверлом меньшего диаметра (10–20 мм), а затем рассверливают сверлом нужного диаметра;
– при сверлении деталей, имеющих большую толщину (при глубоком сверлении), когда глубина отверстия более пяти диаметров сверла, его нужно периодически вынимать из отверстия и выдувать стружку, иначе инструмент может заклинить;
– композиционные (состоящие из нескольких разнородных слоев) материалы трудно сверлить прежде всего потому, что при обработке на них возникают трещины. Избежать этого можно очень простым способом: перед сверлением такой материал нужно залить водой и заморозить – трещины в этом случае не появятся;
– высокопрочные материалы – сталь, чугун – обычные сверла не берут. Для их сверления у домашних слесарей большой популярностью пользуются сверла с наконечниками из так называемого победита. Он был получен в России в 1929 году и состоит из 90 % карбида вольфрама и 10 % кобальта. Для этой же цели можно приобрести и алмазное сверло, наконечник которого изготовлен с применением синтетических алмазов, это заметно увеличит скорость сверления металла.
Сверление – это только начальный этап обработки отверстий, за которым последовательно производят: зенкерование, зенкование, развертывание отверстий.
Порядок работы тот же, что и при сверлении, а вот конструкция зенкера несколько отличается от конструкции сверла: он имеет три или четыре режущие кромки, которые позволяют более точно обработать отверстие (рис. 46, в).
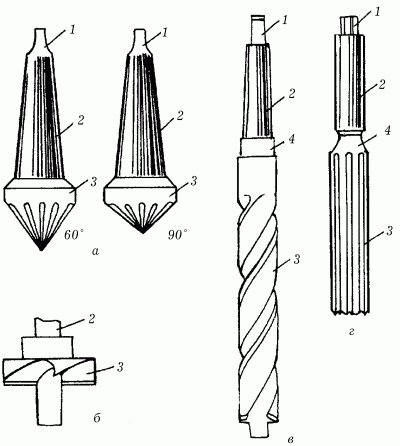 Рис. 46. Инструменты для обработки отверстия: а – конические (угловые) зенковки; б – торцовая зенковка (цековка); в – цилиндрический зенкер; г – развертка; 1 – лапки; 2 – хвостовики; 3 – рабочие части; 4 – шейки.
Рис. 46. Инструменты для обработки отверстия: а – конические (угловые) зенковки; б – торцовая зенковка (цековка); в – цилиндрический зенкер; г – развертка; 1 – лапки; 2 – хвостовики; 3 – рабочие части; 4 – шейки.
Инструмент для развертывания отверстий – развертка (рис. 46, г). Ручные развертки на своей хвостовой части имеют квадратный конец для вращение их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновой (обдирочной), промежуточной и чистовой. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
Последовательность действий при ручном развертывании отверстий (при предварительном и чистовом) следующая:
– установить заготовку с отверстием на верстаке или закрепить в тисках таким образом, чтобы с ней удобно было работать;
– выбрать развертку по размеру (ознакомившись с маркировкой), смазать рабочую ее часть минеральным маслом и вставить ее в отверстие без перекосов (для этого нужно проверить положение развертки относительно оси отверстия угольником);
– надеть на квадрат хвостовика вороток и начинать медленно, без рывков вращать развертку по часовой стрелке с усилием (как бы вкручивая развертку в отверстие). Вращение развертки в обратном направлении запрещено! Это может вызвать задиры на поверхности стенок отверстия;
– периодически развертку следует извлекать из отверстия для удаления стружки и повторного смазывания минеральным маслом;
– завершать операцию развертывания необходимо: при обработке цилиндрических отверстий – когда 3/4 рабочей части развертки выйдет из отверстия с противоположной стороны; при обработке конических отверстий – по положению предельных рисок конического калибра;
– если обрабатываемое отверстие имеет большую глубину или находится в труднодоступном месте, то на квадрат хвостовика нужно надеть удлинитель, а уже на него – вороток (рис. 47).
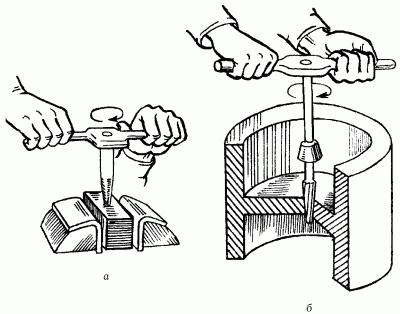 Рис. 47. Приемы развертывания: а – установка развертки и воротка; б – развертка с удлинителем.
Рис. 47. Приемы развертывания: а – установка развертки и воротка; б – развертка с удлинителем.
Если обработка отверстий выполняется механическим способом – на сверлильном станке, то предпочтительнее производить полную последовательную обработку (сверление, зенкерование, развертывание) за одну установку заготовки. Установка заготовки: сверление – замена сверла на зенкер – зенкерование – замена зенкера на развертку – развертывание. При этом одновременно с заменой режущего инструмента производят и перенастройку скорости вращения шпинделя станка: для зенкерования она должна быть 60–100 об/мин, для развертывания – не более 50 об/мин.
При развертывании нужно применять охлаждающие жидкости: для стали и ковкого чугуна – минеральные масла, для меди – эмульсию, для алюминия – скипидар с керосином.
Нарезание резьбы
Слесарно-сборочные работы. Виды соединений
В отличие от своих более сложных собратьев-станков – токарного и фрезерного, сверлильный станок был изобретен задолго до того, как люди вообще узнали о существовании железа, не говоря уже о том, чтобы научиться его обрабатывать. Первым сверлильным станком было, по сути, приспособление, с помощью которого люди в глубокой древности добывали огонь и проделывали отверстия в орудиях охоты и труда.
Оно представляло собой обычный охотничий лук, тетива которого в середине была один раз обернута вокруг того предмета, которому и требовалось придать вращение. Как правило, это была заостренная палка из дерева твердой породы, которая упиралась своим острым концом в углубление, сделанное в лежащей под ней плошке из той же породы дерева.
Придерживая рукой верхний конец вертикальной палки, человек двигал лук в плоскости, перпендикулярной к этой палке, и приводил ее с помощью тетивы в быстрое вращение, которого нельзя было бы добиться, вращая ее руками. Точно таким же образом проделывались отверстия сначала в не слишком плотных кусках камня, а потом, когда человек научился закреплять на конце вращающейся палки твердые каменные наконечники, и в прочных породах.
Со временем приспособление усовершенствовалось, появлялись новые способы зажима нижней плашки и вращающегося «сверла», устройства для усиления прижима их друг к другу (для увеличения силы трения), новые способы приводить «сверло» во вращение. Так в течение веков сверлильный станок постепенно менялся, пока не приобрел современного вида.
Ныне сверлильный станок состоит из подвижного стола и штатива, на котором крепится шпиндель с патроном. Он может быть одношпиндельным вертикально-сверлильным (рис. 44), настольно-сверлильным (рис. 45), радиально-сверлильным.
Вертикально-сверлильные станки применяются для сверления отверстий диаметром до 75 мм. Они могут обеспечивать операции рассверливания, зенкерования, развертывания и нарезания резьбы. Станина, на которой монтируются узлы станка, через фундаментную плиту крепится к фундаменту. Подъемный стол, служащий для крепления обрабатываемых деталей, может перемещаться по вертикали. Механизм станка приводится в движение индивидуальным электродвигателем. Шпиндель получает осевое перемещение от коробки подач и может также перемещаться вручную штурвалом.
Настольно-сверлильные станки используются для сверления в мелких деталях отверстий диаметром до 12 мм (рис. 45).
Удобство применения этих станков состоит в том, что они могут быть установлены с помощью болтов на слесарных верстаках, в непосредственной близости от рабочего места.
Работает станок следующим образом: на плите укреплена в кронштейне колонна, по которой может перемещаться вверх и вниз шпиндельная бабка, в корпусе которой смонтирован шпиндельный узел со шпинделем. Перемещение шпиндельной бабки по колонне осуществляется рукояткой. Асинхронный электродвигатель крепится к шпиндельной бабке с помощью подмоторной плиты. Переключатель позволяет включать двигатель на прямой или обратный ход и останавливать станок. Вращение шпинделю передается от ступенчатого шкива клиновидным ремнем. Ручная подача шпинделя осуществляется вращением штурвала. Гайка закрепляет сверлильный патрон на конусе шпинделя.
Радиально-сверлильные станки применяются для сверления отверстий в крупных деталях, перемещение которых к шпинделю станка затруднено.
Существуют общие правила сверления (как на сверлильных станках, так и с помощью дрелей):
– в процессе разметочных работ центр будущего отверстия обязательно следует отметить кернером, тогда при работе сверло устанавливается в керн, что способствует большей точности;
– при выборе диаметра сверла следует учитывать его вибрацию в патроне, в результате чего отверстие получается несколько большего диаметра, чем сверло. Отклонение это достаточно мало – от 0,05 до 0,3 мм – и имеет значение в том случае, когда требуется особая точность;
– при сверлении металлов и сплавов в результате трения температура режущего инструмента (сверла, зенкера) значительно повышается, что приводит к быстрому его износу. Для того чтобы повысить стойкость инструментов, при сверлении используют охлаждающие жидкости, в частности воду;
– затупленные режущие инструменты не только образуют некачественные отверстия, но и сами быстрее выходят из строя, поэтому их следует своевременно затачивать: сверла под углом (в вершине) 116–118°, конические зенкеры 60, 90, 120°. Заточку производят вручную на заточном станке: сверло приставляют к кругу заточного станка одной из режущих кромок под углом 58–60° и плавно поворачивают его вокруг своей оси, затем таким же образом затачивают вторую режущую кромку. При этом необходимо следить, чтобы обе режущие кромки были заточены под одним углом и имели одинаковую длину;
– для сверления глухих отверстий на многих сверлильных станках имеются механизмы автоматической подачи с лимбами, которые и определяют ход сверла на нужную глубину. Если же станок не оснащен таким механизмом или применяется ручная дрель, то можно использовать сверло со втулочным упором;
– когда необходимо просверлить отверстие в полой детали (например, в трубе), отверстие предварительно забивают деревянной пробкой. Если труба большого диаметра, а отверстие требуется сквозное, то приходится сверлить с двух сторон.
В этом случае, чтобы облегчить разметку и сделать ее наиболее точной, можно воспользоваться специальным приспособлением. Оно состоит из двух совершенно одинаковых призм, между которыми зажимается труба. Каждая призма имеет точно выверенные друг против друга, зажатые в их противоположных вершинах встречные винты-кернеры. Призмы тоже точно выставлены с помощью боковых щек. Когда труба зажимается между призмами, на ней остаются небольшие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по такой разметке отверстия в трубе будут соответствовать друг другу с гораздо большей точностью;
– получить ступенчатые отверстия можно двумя способами. Первый: сначала сверлится отверстие наименьшего диаметра, затем (на нужную глубину) – отверстие большего диаметра и последним просверливается отверстие наибольшего диаметра. Второй способ: сначала на нужную глубину сверлят отверстие наибольшего диаметра, затем – меньшего и в конце – наименьшего диаметра;
– если нужно просверлить отверстие на криволинейной плоскости или плоскости, расположенной под углом, то сначала следует сделать (выпилить, вырубить) площадку, перпендикулярную к оси будущего отверстия, накернить центр, а затем сверлить отверстие;
– отверстия диаметром свыше 25 мм сверлят в два приема: сначала просверливают отверстие сверлом меньшего диаметра (10–20 мм), а затем рассверливают сверлом нужного диаметра;
– при сверлении деталей, имеющих большую толщину (при глубоком сверлении), когда глубина отверстия более пяти диаметров сверла, его нужно периодически вынимать из отверстия и выдувать стружку, иначе инструмент может заклинить;
– композиционные (состоящие из нескольких разнородных слоев) материалы трудно сверлить прежде всего потому, что при обработке на них возникают трещины. Избежать этого можно очень простым способом: перед сверлением такой материал нужно залить водой и заморозить – трещины в этом случае не появятся;
– высокопрочные материалы – сталь, чугун – обычные сверла не берут. Для их сверления у домашних слесарей большой популярностью пользуются сверла с наконечниками из так называемого победита. Он был получен в России в 1929 году и состоит из 90 % карбида вольфрама и 10 % кобальта. Для этой же цели можно приобрести и алмазное сверло, наконечник которого изготовлен с применением синтетических алмазов, это заметно увеличит скорость сверления металла.
Сверление – это только начальный этап обработки отверстий, за которым последовательно производят: зенкерование, зенкование, развертывание отверстий.
Зенкерование
Зенкерованием обрабатывают просверленные, штампованные и литые отверстия. В ходе этой операции отверстиям придается более правильная геометрическая форма, достигается более высокая точность, снижается шероховатость. Зенкерование может быть как промежуточным этапом обработки отверстий (получистовым, перед развертыванием), так и окончательным (чистовым).Порядок работы тот же, что и при сверлении, а вот конструкция зенкера несколько отличается от конструкции сверла: он имеет три или четыре режущие кромки, которые позволяют более точно обработать отверстие (рис. 46, в).
Зенкование
Такую обработку применяют в том случае, если отверстию нужно придать форму конуса, цилиндра или сделать фаску под головку болта, заклепки или винта. Наличие режущих зубьев на торце зенковки обеспечивает точное совпадение осей отверстия и углубления под головку винта (рис. 46, а, б). Порядок работы тот же, что и при сверлении.Развертывание
Развертывание – это окончательная, чистовая обработка отверстий, при которой достигается высокая точность размеров отверстий, а также удаляется шероховатость их стенок. При предварительной обработке (сверлении и зенкеровании) на стенках отверстий для дальнейшей развертки оставляют припуск около 0,1 мм на каждую сторону (больший припуск приводит к быстрому затуплению режущих кромок инструмента и, как следствие, к увеличению шероховатости стенок отверстия). Производится развертка на сверлильных станках или вручную.Инструмент для развертывания отверстий – развертка (рис. 46, г). Ручные развертки на своей хвостовой части имеют квадратный конец для вращение их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновой (обдирочной), промежуточной и чистовой. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
Последовательность действий при ручном развертывании отверстий (при предварительном и чистовом) следующая:
– установить заготовку с отверстием на верстаке или закрепить в тисках таким образом, чтобы с ней удобно было работать;
– выбрать развертку по размеру (ознакомившись с маркировкой), смазать рабочую ее часть минеральным маслом и вставить ее в отверстие без перекосов (для этого нужно проверить положение развертки относительно оси отверстия угольником);
– надеть на квадрат хвостовика вороток и начинать медленно, без рывков вращать развертку по часовой стрелке с усилием (как бы вкручивая развертку в отверстие). Вращение развертки в обратном направлении запрещено! Это может вызвать задиры на поверхности стенок отверстия;
– периодически развертку следует извлекать из отверстия для удаления стружки и повторного смазывания минеральным маслом;
– завершать операцию развертывания необходимо: при обработке цилиндрических отверстий – когда 3/4 рабочей части развертки выйдет из отверстия с противоположной стороны; при обработке конических отверстий – по положению предельных рисок конического калибра;
– если обрабатываемое отверстие имеет большую глубину или находится в труднодоступном месте, то на квадрат хвостовика нужно надеть удлинитель, а уже на него – вороток (рис. 47).
Если обработка отверстий выполняется механическим способом – на сверлильном станке, то предпочтительнее производить полную последовательную обработку (сверление, зенкерование, развертывание) за одну установку заготовки. Установка заготовки: сверление – замена сверла на зенкер – зенкерование – замена зенкера на развертку – развертывание. При этом одновременно с заменой режущего инструмента производят и перенастройку скорости вращения шпинделя станка: для зенкерования она должна быть 60–100 об/мин, для развертывания – не более 50 об/мин.
При развертывании нужно применять охлаждающие жидкости: для стали и ковкого чугуна – минеральные масла, для меди – эмульсию, для алюминия – скипидар с керосином.
Нарезание резьбы
В слесарно-сборочных работах, пожалуй, самое распространенное соединение – резьбовое, поэтому каждый слесарь должен не только уметь нарезать резьбу, но также знать, для какого вида соединений предназначен тот или иной ее вид.
Нарезанием называется образование резьбы путем снятия стружки (а также путем пластической деформации – накаткой) на наружных или внутренних поверхностях. Нарезание винтовой резьбы – одна из распространенных слесарных операций. Стержень с наружной резьбой называется болтом, а деталь с внутренней резьбой – гайкой.
Резьбы бывают однозаходные, образованные одной винтовой линией (ниткой), и многозаходные, образованные двумя или более нитками. По направлению винтовой линии резьбы подразделяют на правые и левые.
Шагом резьбыназывают расстояние между двумя одноименными точками соседних профилей резьбы, измеренное параллельно оси резьбы.
Наружный диаметр –наибольшее расстояние между двумя крайними наружными точками, измеренное в направлении, перпендикулярном к оси резьбы.
Внутренний диаметр –наименьшее расстояние между крайними внутренними точками резьбы, измеренное в направлении, перпендикулярном к оси.
По форме профиля резьбы подразделяют на треугольные (универсальные); трапециевидные и прямоугольные, предназначенные для деталей, передающих движение (ходовые винты, винты суппортов станков и пр.); упорные, необходимые в механизмах, которые работают под большим односторонним давлением (например, в прессах); круглые – очень износостойкие независимо от условий эксплуатации, чаще всего используются при монтаже водопроводной арматуры (рис. 48).
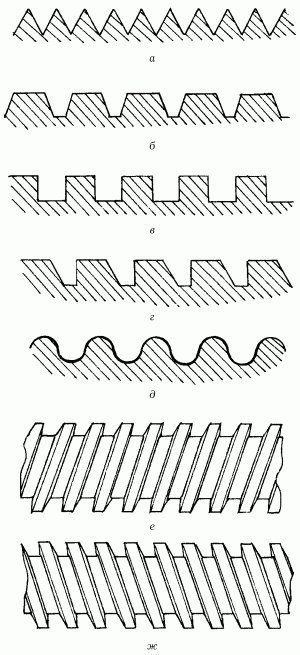 Рис. 48. Виды резьбы: а – треугольная; б – трапециевидная; в – прямоугольная; г – упорная; д – круглая; е – правая; ж – левая.
Рис. 48. Виды резьбы: а – треугольная; б – трапециевидная; в – прямоугольная; г – упорная; д – круглая; е – правая; ж – левая.
Нарезание резьбы, как, впрочем, и практически любую слесарную операцию, можно осуществлять вручную или механическим способом. Наш дальнейший разговор будет затрагивать преимущественно ручной способ выполнения этой операции.
Нарезание внутренней резьбы предваряется сверлением отверстия и его зенкованием, и очень важно правильно выбрать сверло нужного диаметра. Его приближенно можно определить по формуле:
D – наружный диаметр резьбы, мм;
P – шаг нитей резьбы, мм.
Если диаметр сверла выбран неправильно, то не избежать дефектов: при диаметре отверстия больше требуемого резьба не будет иметь полного профиля; при меньшем размере отверстия будет затруднен вход в него метчика, что приведет либо к срыву резьбы, либо к заклиниванию и поломке метчика.
Алгоритм нарезания внутренней резьбы такой:
– разметить заготовку и либо установить ее на верстаке, либо закрепить в тисках;
– просверлить отверстие (сквозное или на нужную глубину) и зенковать его приблизительно на 1 мм зенковкой 90 или 120°;
– очистить отверстие от стружки;
– подобрать черновой метчик нужного диаметра (см. рис. 8, а, б), с нужным шагом и видом резьбы, смазать его рабочую часть маслом и установить его заборной частью в отверстие, проверить его положение относительно оси отверстия с помощью угольника, надеть на квадрат хвостовика вороток и медленно, без рывков вращать метчик по часовой стрелке до врезания его в металл заготовки на несколько ниток;
– дальнейшее вращение метчика должно быть таким: один-два оборота по часовой стрелке, затем 1/2 оборота против часовой стрелки (для дробления стружки). При этом по часовой стрелке метчик вращают с нажимом вниз, а против – свободно;
– нарезание резьбы производить до полного входа рабочей части метчика в отверстие;
– вывернуть черновой метчик из отверстия и продолжить нарезание резьбы средним, а затем чистовым метчиком (чистовой метчик вворачивать в отверстие нужно без воротка. Вороток надевается на его хвостовик уже тогда, когда метчик правильно пройдет по резьбе).
Порядок нарезания резьбы в глухих отверстиях имеет некоторые особенности: во-первых, глубину отверстия под глухую резьбу нужно сверлить на 5–6 ниток резьбы больше, чем это предусмотрено по чертежу; во-вторых, после серии двух-трех рабочих и обратных оборотов метчик следует выворачивать из отверстия и очищать полость отверстия от стружки.
Качество нарезанной резьбы проверяется визуально: чтобы не было задиров, сорванных ниток, а точность резьбы можно проверить с помощью резьбовых калибров-пробок для сквозных отверстий и контрольного болта для глухих.
Главной причиной брака деталей при нарезании внутренней резьбы является поломка метчика в результате неправильного его подбора или несоблюдения техники нарезания. При этом в отверстии остаются осколки метчика. Извлечь их можно несколькими способами.
Во-первых, если осталась выступающая часть метчика, то ее можно захватить плоскогубцами или ручными тисочками и вывернуть из отверстия.
Во-вторых, если выступающая часть отсутствует, то в канавки можно вставить трехштырьковую вилку и, вращая ее против часовой стрелки, выкрутить метчик.
И в первом, и во втором случае, прежде чем приступить к извлечению осколков метчика, в отверстие по канавкам следует залить керосин.
В-третьих, если метчик сделан из углеродистой стали, то деталь (вместе с осколками) нужно нагреть докрасна, медленно охладить, высверлить в обломке отверстие, в которое вкрутить специальный конусообразный метчик с левой резьбой, и осторожно выкрутить осколки сломанного метчика.
В-четвертых, если нагреть деталь не представляется возможным (например, деталь слишком большая), то к сломанному метчику можно приварить электрод или отломанный хвостовик и выкрутить осколки.
В-пятых, имеется химический способ удаления осколков. Если деталь, в которой нарезалась резьба, сделана из алюминиевого сплава, то осколки можно вытравить раствором азотной кислоты: в отверстие через канавки метчика заливают кислоту и опускают туда кусочек железной проволоки (железо в данном случае играет роль катализатора). Через 8–10 минут отработанную кислоту удаляют пипеткой, заливают новую порцию и так до полного разрушения металла метчика, после этого отверстие промывают. Процесс этот довольно длительный, занимает несколько часов, но в этом случае деталь не получает дефектов, и после извлечения осколков она пригодна для дальнейшего использования.
При нарезании наружной резьбы важно выбрать диаметр стержня, на котором и будет производиться нарезание. При неправильном подборе здесь так же, как и в случае с внутренней резьбой, возможны дефекты: диаметр стержня меньше требуемого приводит к тому, что резьба получается неполного профиля; при нарезании резьбы на стержне с диаметром больше необходимого из-за большого давления на зубья плашки возможны либо срыв резьбы, либо поломка зубьев плашки. Чтобы не ошибиться в подборе диаметра стержня, нужно знать простое правило: его диаметр должен быть на 0,1 мм меньше наружного диаметра резьбы.
Порядок нарезания наружной резьбы следующий:
– выбрать заготовку нужного диаметра, закрепить ее в тисках и на конце заготовки, предназначенном для нарезания резьбы, снять фаску шириной 2–3 мм;
– плашку (круглую или раздвижную) закрепить в воротке-плашкодержателе упорными винтами таким образом, чтобы маркировка на плашке находилась на наружной стороне (см. рис. 8, в, г, д, е, ж);
– конец стержня (заготовки) смазать машинным маслом и строго под углом 90° наложить на него плашку (маркировка на плашке должна оказаться снизу);
– с усилием прижимая плашку к заготовке, вращать рукоятку плашкодержателя по часовой стрелке до прорезания резьбы на нужную длину. Вращательные движения осуществлять в таком порядке: один-два оборота – по часовой стрелке, 1/2 оборота – против;
– после нарезания резьбы на нужное расстояние плашку снять с заготовки обратными вращательными движениями.
При нарезании резьбы на трубах, предназначенных для прокладки трубопроводов, порядок вращательных движений плашкодержателя имеет одну особенность. В начале резьбы, как обычно, один-два оборота вперед (по часовой стрелке) и 1/2 оборота назад (против часовой стрелки), а при прорезании последних нескольких ниток обратное вращение производить не следует. Нарезанная таким образом резьба имеет так называемый сбег, то есть последние нитки резьбы прорезаются на меньшую глубину, что способствует лучшему запиранию трубопровода.
Чтобы нарезать резьбу определенной, фиксированной длины, можно действовать двумя способами. Или периодически производить замеры нарезанной резьбы измерительными инструментами, или использовать плашкодержатель с направляющим фланцем и втулкой: плашкодержатель надеть на заготовку до упора плашки, втулку выкрутить на требуемую длину резьбы и закрепить; при вращательных движениях плашкодержателя фланец будет навинчиваться на втулку, увлекая за собой плашку.
Если необходимо нарезать особо точную наружную резьбу на цилиндрической заготовке диаметром от 4 до 42 мм и с шагом от 0,7 до 2 мм, то вместо обычных можно использовать резьбонакатные плашки (рис. 49).
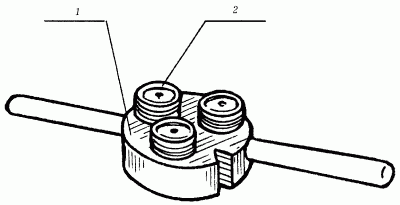 Рис. 49. Резьбонакатная плашка: 1 – корпус; 2 – накатные ролики с резьбой.
Рис. 49. Резьбонакатная плашка: 1 – корпус; 2 – накатные ролики с резьбой.
Помимо того, что такие плашки дают более чистую резьбу, она получается к тому же и более прочной (волокна металла при такой операции не срезаются, а подвергаются пластической деформации и как бы спрессовываются).
Качество нарезанной наружной резьбы проверяют внешним осмотром на предмет обнаружения сорванных ниток или задиров. Для проверки точности резьбы используют контрольную гайку: она должна навинчиваться без усилий, но не иметь люфта (качания).
Нарезанием называется образование резьбы путем снятия стружки (а также путем пластической деформации – накаткой) на наружных или внутренних поверхностях. Нарезание винтовой резьбы – одна из распространенных слесарных операций. Стержень с наружной резьбой называется болтом, а деталь с внутренней резьбой – гайкой.
Резьбы бывают однозаходные, образованные одной винтовой линией (ниткой), и многозаходные, образованные двумя или более нитками. По направлению винтовой линии резьбы подразделяют на правые и левые.
Шагом резьбыназывают расстояние между двумя одноименными точками соседних профилей резьбы, измеренное параллельно оси резьбы.
Наружный диаметр –наибольшее расстояние между двумя крайними наружными точками, измеренное в направлении, перпендикулярном к оси резьбы.
Внутренний диаметр –наименьшее расстояние между крайними внутренними точками резьбы, измеренное в направлении, перпендикулярном к оси.
По форме профиля резьбы подразделяют на треугольные (универсальные); трапециевидные и прямоугольные, предназначенные для деталей, передающих движение (ходовые винты, винты суппортов станков и пр.); упорные, необходимые в механизмах, которые работают под большим односторонним давлением (например, в прессах); круглые – очень износостойкие независимо от условий эксплуатации, чаще всего используются при монтаже водопроводной арматуры (рис. 48).
Нарезание резьбы, как, впрочем, и практически любую слесарную операцию, можно осуществлять вручную или механическим способом. Наш дальнейший разговор будет затрагивать преимущественно ручной способ выполнения этой операции.
Нарезание внутренней резьбы предваряется сверлением отверстия и его зенкованием, и очень важно правильно выбрать сверло нужного диаметра. Его приближенно можно определить по формуле:
d св = D – P,
где d св – необходимый диаметр сверла, мм;D – наружный диаметр резьбы, мм;
P – шаг нитей резьбы, мм.
Если диаметр сверла выбран неправильно, то не избежать дефектов: при диаметре отверстия больше требуемого резьба не будет иметь полного профиля; при меньшем размере отверстия будет затруднен вход в него метчика, что приведет либо к срыву резьбы, либо к заклиниванию и поломке метчика.
Алгоритм нарезания внутренней резьбы такой:
– разметить заготовку и либо установить ее на верстаке, либо закрепить в тисках;
– просверлить отверстие (сквозное или на нужную глубину) и зенковать его приблизительно на 1 мм зенковкой 90 или 120°;
– очистить отверстие от стружки;
– подобрать черновой метчик нужного диаметра (см. рис. 8, а, б), с нужным шагом и видом резьбы, смазать его рабочую часть маслом и установить его заборной частью в отверстие, проверить его положение относительно оси отверстия с помощью угольника, надеть на квадрат хвостовика вороток и медленно, без рывков вращать метчик по часовой стрелке до врезания его в металл заготовки на несколько ниток;
– дальнейшее вращение метчика должно быть таким: один-два оборота по часовой стрелке, затем 1/2 оборота против часовой стрелки (для дробления стружки). При этом по часовой стрелке метчик вращают с нажимом вниз, а против – свободно;
– нарезание резьбы производить до полного входа рабочей части метчика в отверстие;
– вывернуть черновой метчик из отверстия и продолжить нарезание резьбы средним, а затем чистовым метчиком (чистовой метчик вворачивать в отверстие нужно без воротка. Вороток надевается на его хвостовик уже тогда, когда метчик правильно пройдет по резьбе).
Порядок нарезания резьбы в глухих отверстиях имеет некоторые особенности: во-первых, глубину отверстия под глухую резьбу нужно сверлить на 5–6 ниток резьбы больше, чем это предусмотрено по чертежу; во-вторых, после серии двух-трех рабочих и обратных оборотов метчик следует выворачивать из отверстия и очищать полость отверстия от стружки.
Качество нарезанной резьбы проверяется визуально: чтобы не было задиров, сорванных ниток, а точность резьбы можно проверить с помощью резьбовых калибров-пробок для сквозных отверстий и контрольного болта для глухих.
Главной причиной брака деталей при нарезании внутренней резьбы является поломка метчика в результате неправильного его подбора или несоблюдения техники нарезания. При этом в отверстии остаются осколки метчика. Извлечь их можно несколькими способами.
Во-первых, если осталась выступающая часть метчика, то ее можно захватить плоскогубцами или ручными тисочками и вывернуть из отверстия.
Во-вторых, если выступающая часть отсутствует, то в канавки можно вставить трехштырьковую вилку и, вращая ее против часовой стрелки, выкрутить метчик.
И в первом, и во втором случае, прежде чем приступить к извлечению осколков метчика, в отверстие по канавкам следует залить керосин.
В-третьих, если метчик сделан из углеродистой стали, то деталь (вместе с осколками) нужно нагреть докрасна, медленно охладить, высверлить в обломке отверстие, в которое вкрутить специальный конусообразный метчик с левой резьбой, и осторожно выкрутить осколки сломанного метчика.
В-четвертых, если нагреть деталь не представляется возможным (например, деталь слишком большая), то к сломанному метчику можно приварить электрод или отломанный хвостовик и выкрутить осколки.
В-пятых, имеется химический способ удаления осколков. Если деталь, в которой нарезалась резьба, сделана из алюминиевого сплава, то осколки можно вытравить раствором азотной кислоты: в отверстие через канавки метчика заливают кислоту и опускают туда кусочек железной проволоки (железо в данном случае играет роль катализатора). Через 8–10 минут отработанную кислоту удаляют пипеткой, заливают новую порцию и так до полного разрушения металла метчика, после этого отверстие промывают. Процесс этот довольно длительный, занимает несколько часов, но в этом случае деталь не получает дефектов, и после извлечения осколков она пригодна для дальнейшего использования.
При нарезании наружной резьбы важно выбрать диаметр стержня, на котором и будет производиться нарезание. При неправильном подборе здесь так же, как и в случае с внутренней резьбой, возможны дефекты: диаметр стержня меньше требуемого приводит к тому, что резьба получается неполного профиля; при нарезании резьбы на стержне с диаметром больше необходимого из-за большого давления на зубья плашки возможны либо срыв резьбы, либо поломка зубьев плашки. Чтобы не ошибиться в подборе диаметра стержня, нужно знать простое правило: его диаметр должен быть на 0,1 мм меньше наружного диаметра резьбы.
Порядок нарезания наружной резьбы следующий:
– выбрать заготовку нужного диаметра, закрепить ее в тисках и на конце заготовки, предназначенном для нарезания резьбы, снять фаску шириной 2–3 мм;
– плашку (круглую или раздвижную) закрепить в воротке-плашкодержателе упорными винтами таким образом, чтобы маркировка на плашке находилась на наружной стороне (см. рис. 8, в, г, д, е, ж);
– конец стержня (заготовки) смазать машинным маслом и строго под углом 90° наложить на него плашку (маркировка на плашке должна оказаться снизу);
– с усилием прижимая плашку к заготовке, вращать рукоятку плашкодержателя по часовой стрелке до прорезания резьбы на нужную длину. Вращательные движения осуществлять в таком порядке: один-два оборота – по часовой стрелке, 1/2 оборота – против;
– после нарезания резьбы на нужное расстояние плашку снять с заготовки обратными вращательными движениями.
При нарезании резьбы на трубах, предназначенных для прокладки трубопроводов, порядок вращательных движений плашкодержателя имеет одну особенность. В начале резьбы, как обычно, один-два оборота вперед (по часовой стрелке) и 1/2 оборота назад (против часовой стрелки), а при прорезании последних нескольких ниток обратное вращение производить не следует. Нарезанная таким образом резьба имеет так называемый сбег, то есть последние нитки резьбы прорезаются на меньшую глубину, что способствует лучшему запиранию трубопровода.
Чтобы нарезать резьбу определенной, фиксированной длины, можно действовать двумя способами. Или периодически производить замеры нарезанной резьбы измерительными инструментами, или использовать плашкодержатель с направляющим фланцем и втулкой: плашкодержатель надеть на заготовку до упора плашки, втулку выкрутить на требуемую длину резьбы и закрепить; при вращательных движениях плашкодержателя фланец будет навинчиваться на втулку, увлекая за собой плашку.
Если необходимо нарезать особо точную наружную резьбу на цилиндрической заготовке диаметром от 4 до 42 мм и с шагом от 0,7 до 2 мм, то вместо обычных можно использовать резьбонакатные плашки (рис. 49).
Помимо того, что такие плашки дают более чистую резьбу, она получается к тому же и более прочной (волокна металла при такой операции не срезаются, а подвергаются пластической деформации и как бы спрессовываются).
Качество нарезанной наружной резьбы проверяют внешним осмотром на предмет обнаружения сорванных ниток или задиров. Для проверки точности резьбы используют контрольную гайку: она должна навинчиваться без усилий, но не иметь люфта (качания).
Слесарно-сборочные работы. Виды соединений
Все виды соединений деталей, используемые в слесарно-сборочных работах, подразделяются на две основные группы: разъемные и неразъемные. Разъемные соединения – те, которые могут быть разобраны на составляющие детали. В эту группу включены резьбовые, шпоночные, шлицевые, штифтовые и клиновые соединения. Неразъемные, соответственно, те соединения, разборка которых возможна лишь при разрушении крепления или самих деталей. В этой группе прессовые, заклепочные, сварные и клеевые соединения.
Процесс сборки любого резьбового соединения включает в себя следующие операции: установка деталей, наживление, завинчивание, затяжка, иногда дотяжка, по необходимости установка стопорных деталей и приспособлений, предохраняющих от самоотвинчивания.
При наживлении ввертываемая деталь должна быть подведена к резьбовому отверстию до совпадения осей и вкручена в резьбу на 2–3 нитки. Каждый, кому приходилось работать с мелкими винтами, знает, как неудобно бывает держать винт в труднодоступных местах, например снизу. Профессионалы в таких случаях применяют магнитные и другие специальные отвертки. Но если их нет, отчаиваться и клясть неподатливый винт крепкими словами не стоит, задачу можно решить с помощью нехитрого приспособления, которое легко изготавливается буквально за несколько секунд. Из тонкой мягкой проволоки нужно сделать небольшой крючок и поддерживать им винт, пока он не войдет в резьбовое отверстие на несколько ниток. Затем нужно просто потянуть за проволоку – петля раскроется и освободит винт для дальнейшего ввинчивания инструментом.
После наживления на деталь устанавливают сборочный инструмент (ключ или отвертку) и сообщают ей вращательные движения (завинчивают). Завинчивание завершают затяжкой, которая создает неподвижность соединения.
Сборка резьбовых соединений
При попытке разобрать какой-либо механизм или слесарное сооружение, будь то двигатель стиральной машины или объект сантехнического оборудования, можно заметить, что большую часть всех соединений деталей составляют именно резьбовые. И это не случайно: резьбовые соединения просты, надежны, взаимозаменяемы, их удобно регулировать.Процесс сборки любого резьбового соединения включает в себя следующие операции: установка деталей, наживление, завинчивание, затяжка, иногда дотяжка, по необходимости установка стопорных деталей и приспособлений, предохраняющих от самоотвинчивания.
При наживлении ввертываемая деталь должна быть подведена к резьбовому отверстию до совпадения осей и вкручена в резьбу на 2–3 нитки. Каждый, кому приходилось работать с мелкими винтами, знает, как неудобно бывает держать винт в труднодоступных местах, например снизу. Профессионалы в таких случаях применяют магнитные и другие специальные отвертки. Но если их нет, отчаиваться и клясть неподатливый винт крепкими словами не стоит, задачу можно решить с помощью нехитрого приспособления, которое легко изготавливается буквально за несколько секунд. Из тонкой мягкой проволоки нужно сделать небольшой крючок и поддерживать им винт, пока он не войдет в резьбовое отверстие на несколько ниток. Затем нужно просто потянуть за проволоку – петля раскроется и освободит винт для дальнейшего ввинчивания инструментом.
После наживления на деталь устанавливают сборочный инструмент (ключ или отвертку) и сообщают ей вращательные движения (завинчивают). Завинчивание завершают затяжкой, которая создает неподвижность соединения.